Изобретение относится к области обработки металлов давлением, а име но к технологии изготовления биметаллических .тарельчатых клапанов внутреннего сгорания к двигателям. Известен способ изготовления бим таллических тарельчатых клапанов, включающий операции получения заготовки наружного слоя горячей штампо ки и введения в нее материала внутреннего слоя. Недостатком известного способа я ляется высокая трудоемкость процесс обусловленная особенностями соедине ния наружного и внутреннего слоев з готовки. . Цель изобретения - снижение труд емкости процесса, кроме того, предло жение направлено на повышение эксплу атационных свойств клапанов. Цель достигается тем, что по спо собу изготовления биметаллических тарельчатых клапанов, включающему операции получения заготовки наружного слоя горячей штамповки и введения в нее материала внутреннего слоя заготовку наружного слоя изготавлива ют состоящей из двух отдельных частей, в каждой из которых выполняют полость под материал внутреннего слоя, после чего в полость части заготовки, предназначенной для выполнения тарелки клапана, вводят материал внутреннего слоя и соединяют обе части заготовки наружного слоя, а горячую штамповку проводят после получения сборной заготовки. Целесообразно полость в части за готовки наружного слоя дод тарелки клапана выполнить из Т-образного про филя в осевом сечении. В результате образ-ующаяся после горячей штамповки герметичная полость также имеет Тобразное грибовидное сечение, что способствует более эффективному охлаждению тарелки клапана при его эк- , сплуатации. На фиг.1 показана сборная заготовп, ка для клапана, состоящая из двух частей заготовки наружного слоя с полостями под материал внутреннего слоя на фиг,2 - то же, при выполнении .полости Т-образного профиля в осевом сечении; на фиг.З - клапан в сечении, полученный из заготовки по фиг.1; на фиг.4 - то же, по фиг.2. Способ осзтцествляют следующим образом. Вначале изготавливают части 1 и 2 заготовки наружного слоя с полостями. В полость части 2 заготовки вводят материал внутреннего слоя 3, например, в виде капсулы с металлическим натрием. Материал капсулы должен быть либо хрупким, например стекло, либо иметь температуру плавления ниже температуры горячей штамповки. Кроме того, в качестве материала внутреннего слоя может быть использован алюминиевый или медный сердечник. Полость 4 под материал внутреннего слоя может быть Т-образного профиля в осевом сечении. Части 1 и 2 соединяют сварным стыком 5 известным путем. После этого заготовка поступает нагорячую штамповку, в результате которой улучшается качество сварного стыка 5, а герметичная полость изделия принимает форму, показанную на фиг.З и 4. При этом она оказывается заполненной материалом внутреннего слоя, например содержимым капсулы и оплавленными фрагментами ее оболочки. Предложенный способ обладает поНиженной трудоемкостью, так как обесечивает упрощенную технологию соеинения наружного и внутреннего слов, и позволяет повысить эксплуатаионные свойства клапанов.
сриг.З
Фи.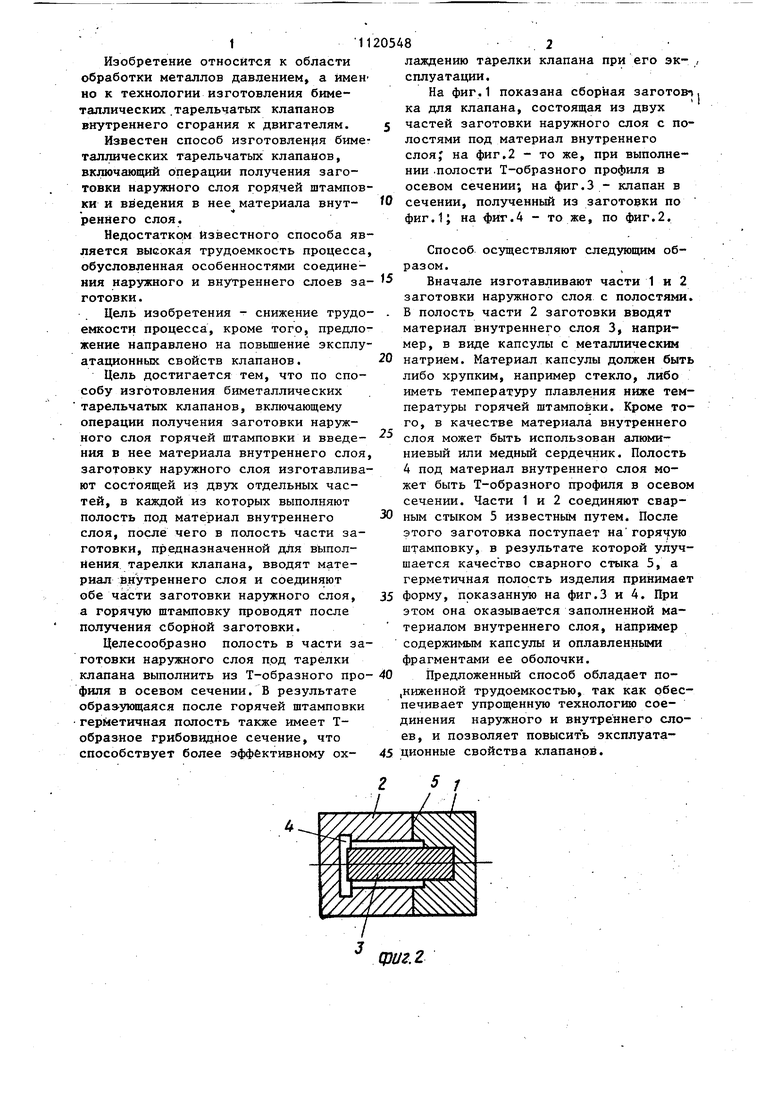
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразъемного соединения деталей | 1989 |
|
SU1697973A1 |
| ПОЛЫЙ ТАРЕЛЬЧАТЫЙ КЛАПАН | 2012 |
|
RU2580967C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КЛАПАНОВ | 2015 |
|
RU2604548C1 |
| Способ изготовления горячей штамповкой клапана с биметаллической оболочкой | 1983 |
|
SU1183330A1 |
| ПУСТОТЕЛЫЙ ТАРЕЛЬЧАТЫЙ КЛАПАН | 2013 |
|
RU2615885C1 |
| Способ изготовления тарельчатыхКлАпАНОВ | 1977 |
|
SU849986A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2198053C2 |
| НИЖНЯЯ МАТРИЦА ШТАМПА ДЛЯ ИЗГОТОВЛЕНИЯ ТАРЕЛЬЧАТЫХ ПРУЖИН | 2023 |
|
RU2821447C1 |
| ЛЕГКИЙ КЛАПАН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ ИЗ КОМПОЗИЦИОННОГО ЖАРОПРОЧНОГО МАТЕРИАЛА НА ОСНОВЕ ТИТАНА И ЕГО ИНТЕРМЕТАЛЛИДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2437948C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ДЕКОРАТИВНОГО КОРПУСА ИЗДЕЛИЯ | 2014 |
|
RU2594768C2 |

1. СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТАРЕЛЬЧАТЫХ КЛАПАНОВ, включающий операции получения Заготовки наружного слоя, горячей штамповки и введения в нее материала внутреннего слоя, отличающийся тем, что, с целью снижения трудоемкости процесса, заготовку наружного слоя изготавливают состоящей из двух отдельных частей, в каждой из них выполняют полость под материал, внутреннего слоя, после чего в полость части заготовки, предназначенной для выполнения тарелки клапана, вводят материал внутреннего слоя и соединяют обе части заготовки наружного слоя, а горячую штамповку проводят после получения сборной заготовки. 2. Способ ПОП.1, отличаюс SS щийся тем, что, с целью повьшения эксплуатационных свойств клапа(Л нов, полость в части заготовки наружного слоя под тарелку клапана выполняют Т-образного профиля в осевом сечении.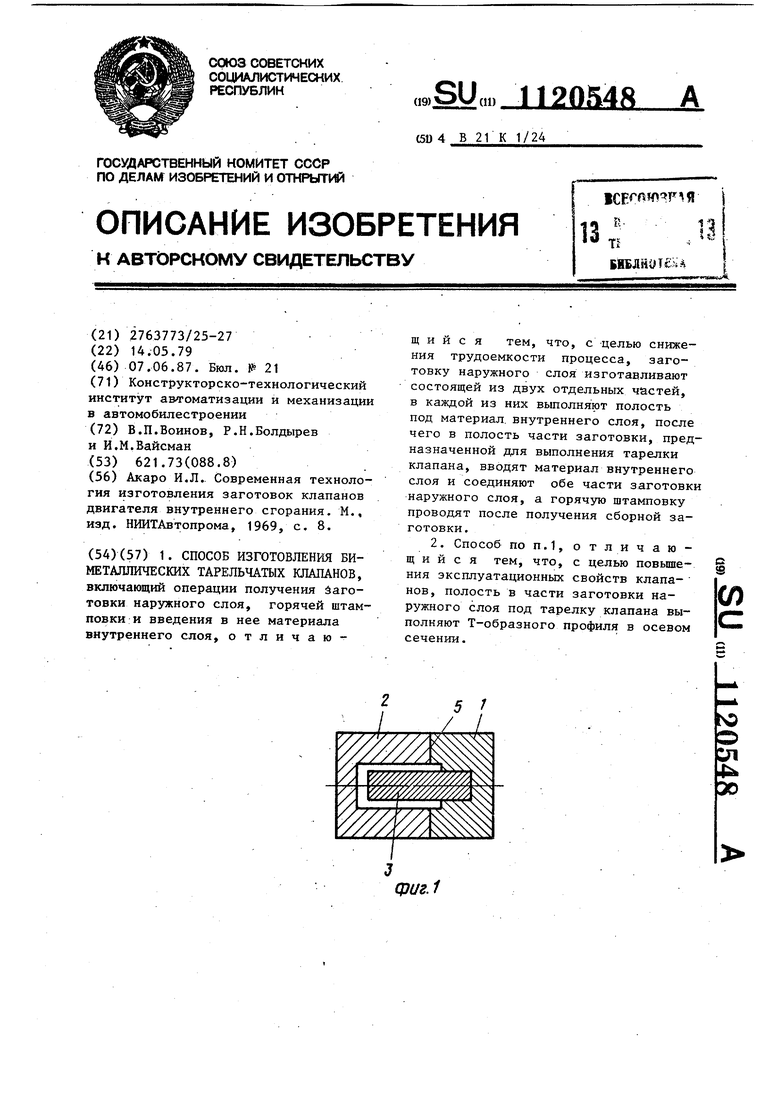
| Акаро И.Л | |||
| Современная технология изготовления заготовок клапанов двигателя внутреннего сгорания | |||
| М., изд | |||
| НИИТАвтопрома, 1969, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
