Изобретение относится к процессам обработки металлов давлением и может быть использовано при изготовлении стержневых изделий типа клапанов, изделий с пустотелой головкой и др. за один переход.
Стержневые изделия типа клапанов характеризуются наличием длинного стержня небольшого диаметра и головки большого диаметра, расположенного на конце стержня. Значительная разница диаметров стержня и головки не позволяет изготавливать подобные изделия прямым выдавливанием за один переход из-за возникновения больших усилий деформирования и степеней деформаций. В большинстве случаев клапаны изготавливают прямым выдавливанием за два перехода. В первом переходе выдавливают стержень из заготовки, отрезанной от проката, диаметром, меньшим диаметра тарелки клапана, во втором переходе формируют тарелку клапана путем осадки оставшейся части заготовки в контейнере.
Известен способ изготовления горячим выдавливанием на прессах с подвижным контейнером, включающий подачу заготовки в контейнер, распрессовку заготовки в контейнере, выдавливание части заготовки в очко матрицы с формированием штамповки с частью постоянного сечения и формирование на указанной штамповке утолщения путем осадки оставшейся части заготовки, при этом выдавливание части заготовки в стержень осуществляют прямым выдавливанием, а осадку оставшейся части заготовки осуществляют в полость, которую образуют путем перемещения матричного узла относительно контейнера перед формированием утолщения [1].
Недостатками прототипа являются трудности широкого использования приведенного способа выдавливания, связанные с необходимостью применения специальных гидравлических прессов с подвижным контейнером, имеющих скорость перемещения траверсы, недостаточную для выдавливания стальных поковок с тонкими элементами при температурах нагрева заготовок 1100-1200°C из-за быстрого понижения температуры тонких элементов. Гидравлические прессы с подвижным контейнером и большей скоростью отсутствуют. На первом этапе выдавливание стержня производят по традиционной схеме прямого выдавливания, характеризующемся возникновением высоких (пиковых) удельных давлений при распрессовке и выдавливании заготовки, что вызывает увеличение энергетических затрат и снижение стойкости инструмента. Производительность процесса выдавливания сравнительно низкая.
Задачей изобретения является повышение производительности, стойкости инструмента, качества продукции, расширение номенклатуры изделий, снижение энергозатрат и трудоемкости при изготовлении изделий.
Поставленную задачу достигают путем сокращения числа переходов при изготовлении стержневых изделий с утолщением до одного, использования традиционных механических прессов, скорости которых выше скорости гидравлических, изменением схемы напряженного состояния и последовательности проведения этапов формообразования.
Сущность предлагаемого способа изготовления стержневых изделий типа клапанов заключается в следующем: заготовку, отрезанную от прутка, устанавливают на матрицу в отверстие подвижной ступицы, размещенной в корпусе штампа таким образом, чтобы первоначально между поверхностями матрицы и ступицы была образована полость (зазор), высота h которой, в области касания матрицы с поверхностью заготовки, не превышала величины двух диаметров заготовки (по условию возможной потери устойчивости при выдавливании). Затем заготовку под действием пуансона, при ступице, зафиксированной в положении максимально допустимой высоты зазора, выдавливают одновременно в двух направлениях - в боковом, в зазор между рабочими поверхностями ступицы и матрицы, и осевом, в очко матрицы, далее формуют тарелку клапана под действием ступицы и пуансона путем осадки, выдавленного в боковом направлении, металла.
При одновременном выдавливании металла заготовки в боковом и осевом направлениях и последующей доштамповке меняется схема напряженно-деформированного состояния по объему заготовки, увеличивается число плоскостей сдвига, в результате чего происходит интенсивное дробление зерен, повышение температуры и пластичности металла, снижение усилия деформирования по сравнению с традиционным прямым выдавливанием и осадкой. Мелкозернистая структура, полученная в результате применения предложенного способа изготовления стержневых изделий, обеспечивает значительное повышение прочностных и эксплуатационных свойств изделий.
Величина зазора h оказывает существенное влияние на энергосиловые параметры и структуру изделий и зависит от материала заготовки, соотношения размеров элементов изделий и других факторов, поэтому оптимальную величину зазора h целесообразно устанавливать для изготовления конкретных изделий и оборудования расчетно-экспериментальным путем.
Предложенный способ можно применять и при изготовлении стержневых изделий с пустотелой головкой, а также головок ступенчатой и других форм. Для этого предусматривают устройство дополнительных полостей для формирования головки. Например, для изготовления пустотелой головки цилиндрической формы, дополнительную полость образуют путем уменьшения наружного диаметра концевой части ступицы до требуемых размеров (на фиг. 1 дополнительная полость обозначена пунктиром). Наличие дополнительной полости существенно меняет схему напряженного состояния, при такой схеме металл под действием пуансона течет в трех направлениях, прямом осевом, боковом и обратном, что способствует снижению усилий деформирования и дроблению зерен. В целом использование предлагаемого способа изготовления изделий типа клапанов, в том числе и на традиционных механических прессах, позволяет повысить производительность процесса изготовления изделий, прочностные характеристики, стойкость инструмента, снизить усилия выдавливания, энергозатраты и расширить сортамент изделий, изготавливаемых выдавливанием.
Этапы осуществления предлагаемого способа показаны в разрезе на фиг. 1. На левой стороне фигуры 1 показан промежуточный этап формования изделия. Первоначально в отверстие корпуса штампа 1 устанавливают ступицу 2 с фланцем таким образом, чтобы величина зазора h ориентировочно была не более двух диметров d заготовки 4. Величину зазора h регулируют при помощи пружин и болтов 3. Далее исходную заготовку 4 (показана пунктиром) устанавливают в отверстие ступицы 2 на матрицу 5 и под действием пуансона 6 одновременно выдавливают металл заготовки в полость между рабочими поверхностями матрицы и ступицы и в очко матрицы до момента соприкосновения выступа на пуансоне 6 с фланцем ступицы 2, а затем, под действием пуансона и ступицы осуществляют формообразование тарелки клапана и стержня (правая сторона фиг. 1).
Возможность осуществления предложенного способа установлена экспериментально при изготовлении опытных образцов поковок впускных клапанов с диаметрами тарелки 38 мм, стержня 8,4 мм, высотой 110 мм из стали 40ХН.
Источники информации
1. Патент РФ №2259897, МПК В21С 23/03, B21J 5/06, опубл. 10.09.2005.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2017 |
|
RU2645814C1 |
| Устройство для штамповки осесимметричных деталей с удлиненной осью | 2016 |
|
RU2628596C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ штамповки стержневых деталей с головкой | 2023 |
|
RU2840861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2198053C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ РЕБРАМИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2484913C1 |
| Способ изготовления изделий типа стержня с полой головкой | 1988 |
|
SU1641496A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стержневых изделий типа клапан. Отрезанную от прутка заготовку устанавливают на матрицу в отверстие подвижной ступицы, размещенной в корпусе штампа. Первоначально между рабочими поверхностями матрицы и ступицы образована полость, высота которой не превышает двух диаметров заготовки. Затем производят выдавливание заготовки под действием пуансона при неподвижной ступице. При этом выдавливание одновременно ведут в очко матрицы и в упомянутую полость. Затем под действием ступицы и пуансона одновременно формуют тарелку и стержень клапана. В результате обеспечивается повышение производительности изготовления и улучшение прочностных и эксплуатационных свойств полученных изделий. 1 ил.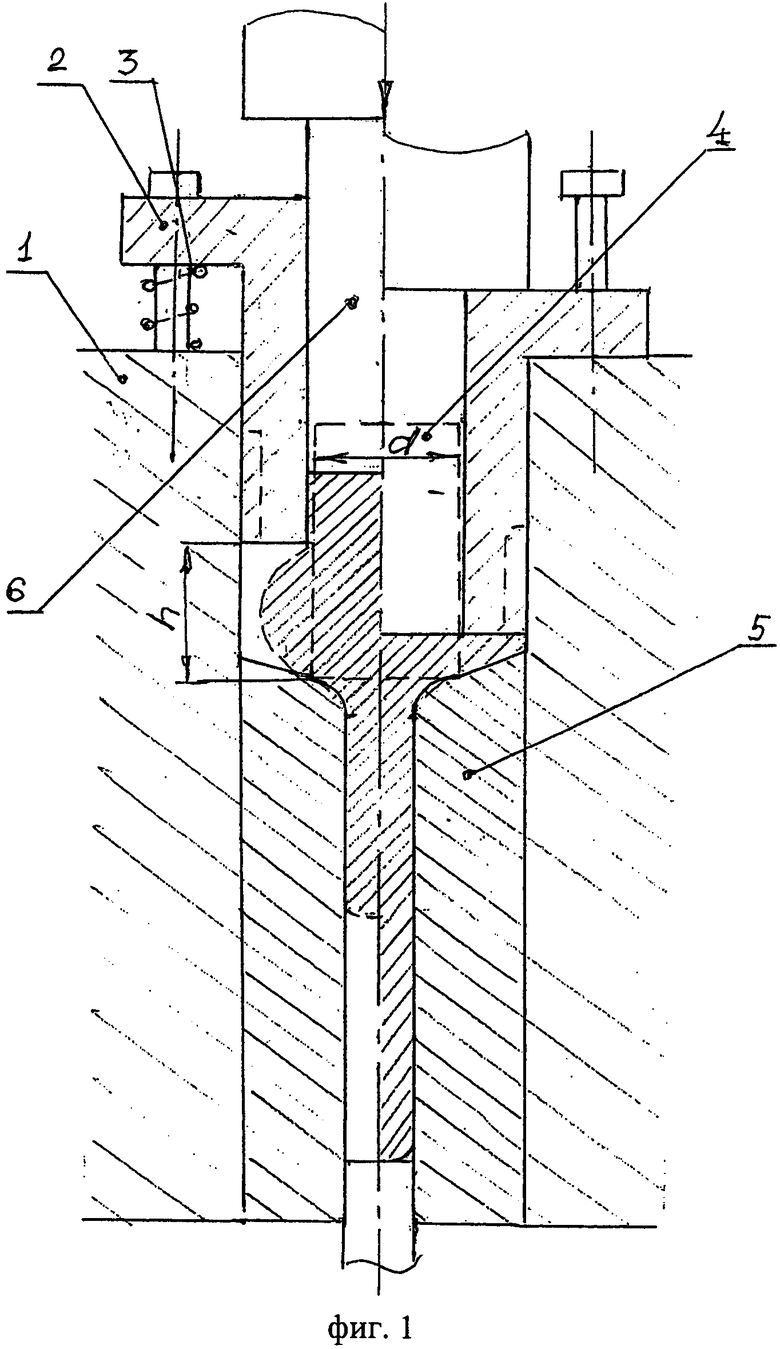
Способ изготовления изделия типа клапан, включающий установку отрезанной от прутка заготовки на матрицу штампа, выдавливание заготовки под действием пуансона и последующее формование тарелки клапана путем осадки, отличающийся тем, что используют заготовку диаметром, меньшим диаметра тарелки клапана, перед выдавливанием в корпусе штампа устанавливают подвижную ступицу с образованием между поверхностями матрицы и ступицы полости, высота которой составляет от одного до двух диаметров заготовки, затем заготовку устанавливают на матрицу в отверстие ступицы и осуществляют ее выдавливание при неподвижной ступице одновременно в очко матрицы и в упомянутую полость между поверхностями матрицы и ступицы, а последующее формование тарелки клапана производят одновременно с формообразованием стержня клапана под действием ступицы и пуансона.
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| СМАЗКА ДЛЯ РЕЗИНОВЫХ ФОРМ | 2001 |
|
RU2198093C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ КЛАПАНОВ ПОРШНЕВЫХ ДВИГАТЕЛЕЙ И КОМПРЕССОРОВ | 1993 |
|
RU2074048C1 |
| JP 10323735 A, 08.12.1998 | |||
| JP 11057925 A, 02.03.1999. | |||

