1
.(21) 4621859/08 (22) 19.12.88 (46) 15.10.91.Бюл. Р 38
(71)Проектно-конструкторский технологический экспериментальный институт машиностроения .
(72)А.У.Клыго и П.С.Кукленко (53) 621.941-229,3X088.8)
(56)Авторское свидетельство СССР 97261, кл7 В 23 В 33/00, 1952. 454)ПОВОДКОВЫЙ ПАТРОН
(57)Изобретение относится к машиностроению и может быть, использовано при обработке деталей в: центрах на металлообрабатывающих станках, например круглошлифовальных. Целью изобретения является повышение надежности путем -обеспечения постоянного усилия зажима при креплении деталей различного размера. Планшайба 7 установлена с возможностью осевого перемеще- ния относительно центра 4. В пазах f этой планшайбы размещены пальцы,прижатые винтами через тарельчатые пружины 12. В пазах ползуна 10 на осях 14 установлены с возможностью качания планки 15, связанные с кулачками 16 винтами 17. В исходном положении зажимные кулачки 16 находятся в отведенном под углом положении, а ползуны упираются в штифты 13. Заготовка подводится до упора с кулачками 16. При этом зажим заготовки происходит при дальнейшем перемещении детали с кулачками, которые, выпрямляясь, воздействуют на тарельчатые пружины 12 через ползуны 1 О до полного выбора зазора между кулачками и заготовкой. 2 ил.
(Л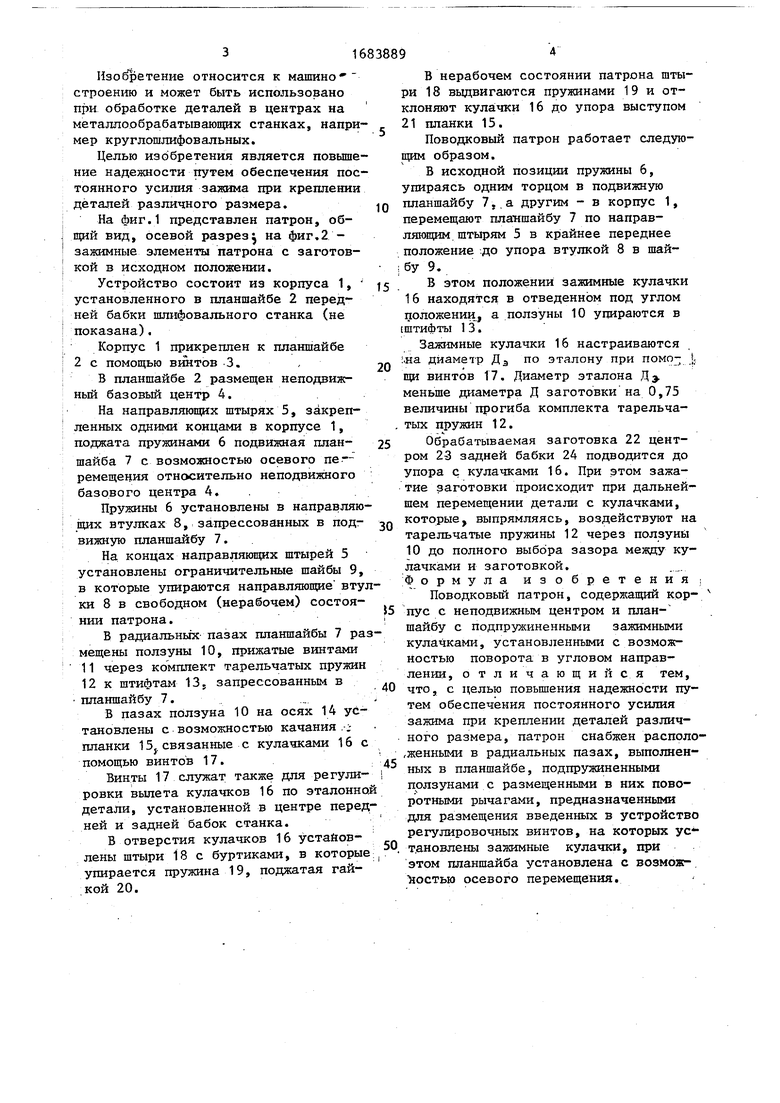
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Поводковое устройство | 1983 |
|
SU1184615A1 |
| Поводковый патрон | 1989 |
|
SU1712070A1 |
| Поводковый патрон | 1987 |
|
SU1511005A1 |
| Поводковый самозажимной двухкулачковый патрон | 1983 |
|
SU1144797A1 |
| ЗАЖИМНОЙ ПАТРОНiiM!, '•т-а '1 • -, 141L:": i 1 t ! J;-.ЛПП Г^-:-л:'|?-'Г-п:?ч-'У1?,1^ u.v^'^:- * i M.1J | 1973 |
|
SU404596A1 |
| Автоматический поводковый патрон | 1979 |
|
SU829349A2 |
| Поводковый патрон к круглошлифовальному станку | 1988 |
|
SU1645057A1 |
| Поводково-кулачковый патрон | 1986 |
|
SU1360913A1 |
3 / /2
// ft, IS
№
оо
со оо оо
$иг.{
316
Изобретение относится к машино строению и может быть использовано при обработке деталей в центрах на металлообрабатывающих станках, например круглошлифовальных.
Целью изобретения является повышение надежности путем обеспечения постоянного усилия зажима при креплении деталей различного размера.
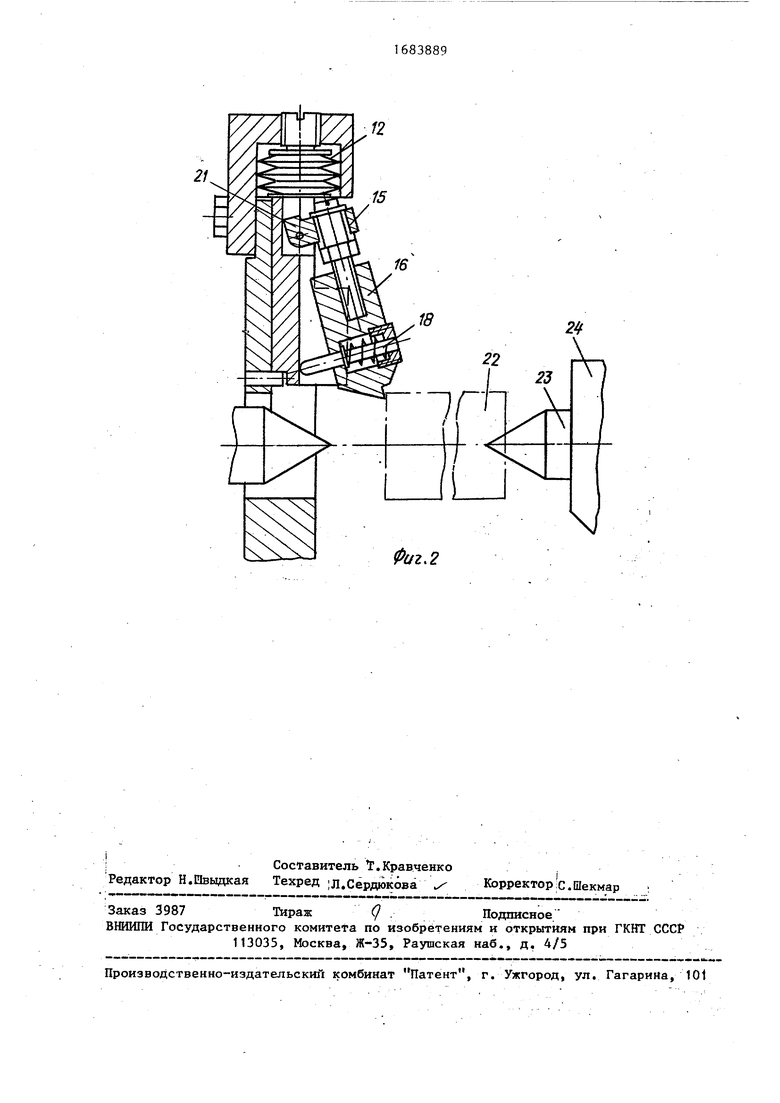
На фиг.1 представлен патрон, общий вид, осевой разрез} на фиг.2 - зажимные элементы патрона с заготовкой в исходном положении.
Устройство состоит из корпуса 1, установленного в планшайбе 2 передней бабки шлифовального станка (не показана).
Корпус 1 прикреплен к планшайбе 2 с помощью винтов 3.
В планшайбе 2 размещен неподвижный базовый центр 4.
На направляющих штырях 5, закрепленных одними концами в корпусе 1, поджата пружинами 6 подвижная планшайба 7 с возможностью осевого пе- ремещения относительно неподвижного базового центра 4.
Пружины 6 установлены в направляющих втулках 8, запрессованных в подвижную планшайбу 7.
На концах направляющих штырей 5 установлены ограничительные шайбы 9, в которые упираются направляющие втулки 8 в свободном (нерабочем) состоянии патрона.
В радиальных пазах планшайбы 7 размещены ползуны 10, прижатые винтами
11через комплект тарельчатых пружин
12к штифтам 135 запрессованным в планшайбу 7.
В пазах ползуна 10 на осях 14 установлены с возможностью качания . планки 15. связанные с кулашсами 16с помощью винтов 17.
Винты 17 служат также для регули- ровки вылета кулачков 16 по эталонно детали, установленной в центре передней и задней бабок станка.
В отверстия кулачков 16 устайов- лены штыри 18 с буртиками, в которые упирается пружина 19, поджатая гайкой 20.
0
5
0
5
30
$5
40
45
В нерабочем состоянии патрона штыри 18 выдвигаются пружинами 19 и отклоняют кулачки 16 до упора выступом 21 планки 15.
Поводковый патрон работает следующим образом.
В исходной позиции пружины 6, упираясь одним торцом в подвижную планшайбу 7, а другим - в корпус 1, перемещают планшайбу 7 по направляющим штырям 5 в крайнее переднее положение до упора втулкой 8 в шайбу 9.
В этом положении зажимные кулачки 16 находятся в отведенном под углом положении, а ползуны 10 упираются в
ШТИФТЫ 13.
Зажимные кулачки 1 б настраиваются на диаметр Д3 по эталону при помп- щи винтов 17. Диаметр эталона Дэ- меньше диаметра Д заготовки на 0,75 величины прогиба комплекта тарельчатых пружин 12.
Обрабатываемая заготовка 22 центром 23 задней бабки 24 подводится до упора с кулачками 16. При этом зажатие заготовки происходит при дальнейшем перемещении детали с кулачками, которые, выпрямляясь, воздействуют на тарельчатые пружины 12 через ползуны 10 до полного выбора зазора между кулачками и заготовкой. Формула изобретения
Поводковый патрон, содержащий кор- ч пус с неподвижным центром и планшайбу с подпружиненными зажимными кулачками, установленными с возможностью поворота в угловом направлении, отличающийся тем, что, с целью повышения надежности путем обеспечения постоянного усилия зажима при креплении деталей различного размера, патрон снабжен расположенными в радиальных пазах, выполненных в планшайбе, подпружиненными ползунами с размещенными в них поворотными рычагами, предназначенными для размещения введенных в устройство регулировочных винтов, на которых тановлены зажимные кулачки, при этом планшайба установлена с возможностью осевого перемещения.
24
Фиг.2
