Изобретение относится к обрабо ка металлов давлением, в частност к трубопрокатному производству, и может быть использовано при про катке труб на пили-гримовых станах Известен валок пилигримового стана, содер кащий бочку с ручьем . по,ее окружности с редуцирующей и .обжимной зонами уменьшающегося перечного сечения, образованного дугой постоянного радиуса, и кали рующей, зоной постоянного поперечн го сечения l . Недостатком указанного профиля ручья является большая неравномер ность поперечной деформации, что препятствует максимальному исполь зованию пластических свойств мета ла, приводит к растрескиванию и с жению геометрической точности тру а также к существенным отклонениям толщины с.тенки от номинальной. Известен валок пилигримового с на, содержащий бочку с ручьем по .окружности переменного сечения, образованного одной дугой, очерченной ра диусол, большим вусоты ручь -н величину эксцентриситета. Профиль валка такой конфигурации позволяет упростить npoiiecc его изготовления, улучшить напряженно деформированное состояние металла и повысить качество поверхности холоднокатаных труб 2 . Недостатком этого профиля ручья является нарушение кинематических и деформационных условий процесса, что приводит к броскам рабочего конуса при прямом ходе клети, резкому возрастанию давления металла на валки при обратном ходе и увеличению разностенности прокатываемых труб. Наиболее близким к предлагаемо му по технической сущности являет ся валок пилигримового стана, содержащий бочку с ручьем по ее . окружности с редуцирующей и обжим ной зонами уменьшающегося поперечного сечения, образованного дугами, центры радиусов двух из которых лежат в одной вертикальной плоскости и меньший из радиусов имеет величину, равную глуби на ручья и центр, лежащий на его основании, и калибрующей зоной с круглым поперечным сечением. Этат профиль ручья способствует равномерному перераспределению напряжения металла и повышению точности наружной поверхности про катываемых труб |д . Недостатком указанного профиля ручья является искажение исходной конфигурации вследствие неравно маркого по периметру монотонно .прогрессирующего износа рабочей поверхности, возникающего при чистовой обработке рокрайт-головки с асимметричным относительно линии разъема валков овальным поперечным сечением при обратном ходе клети. Это приводит к усугублению несоответствия поперечной формы валков и оправки и, следовательно, к появлению эксцентричной разностенности труб. Кроме того, отсутствие плавного- сопряжения образующих .известного профиля обуславливает возникновение закатов и вмятин на готовых трубах. Цель изобретения - повышение точности труб за счет уменьшения эксцентричной разностенности. Поставленная цель достигается тем, что в валке пилигримового стана, содержащем бочку с ручьем по ее окружности с редуцирукнцей и обжимной зонами уменьшающегося поперечного сечения, образованного . дугами, центры радиусов двух из которых лежат в одной вертикальной плоскости и меньший из радиусов имеет величину, равную глубине ручья, и центр, лежащий на его основании, и калибрующей зо- . ной с круглым поперечный) сечением, дуга меньшего радиуса выполнена протяженностью 90, точка сопряжения дуг лежит в вертикальной плоскости центров и больший радиус составляет 1,33-1,05 меньшего. Предложенный валок обеспечивает повышение точности прокатываемых труб за счет уменьшения эксцентричной разностенности. При этом как При значенияхR,2/R, 1,33, так и при значенияхК, У Ц,«.1,05 увеличивается эксцентричная разностенность. В первом случае увеличение эксцентричной разибстенности объясняется значительными зонами выпусков, увеличиванипих свободное истечение металла, а во втором - повышенной теснотой ручья. Кроме того, предложенный валок позволяет улучшить кинематические и деформационные условия процесса и снизить количество бросков трубы. На фиг. 1 представлена проекция на плоскость разъема ручья валка; на фиг. 2 - поперечный профиль ручья валка, сечения А-А, Б-Б и В-В на фиг. 1 соответственно редуцирую1т1ей, обжимной и калибрующей зон; на фиг. 3 - построение профиля ручья валка на фиг. 4 ручьи нижнего и верхнего валков, выполненные идентично друг другу и расположенные симметричнб относи-, тельно оси разъема калибра; на фиг. 5 - ручьи нижнего it верхнего валков, выполненные идентично друг другу и расположенные кососимметрич но относительно оси разъема калибpa; на фиг. 6 - ручей верхнего валка, вьшолненный по предложенному варианту, и ручей нижнего валка, вьдполнённый по известному «варианту на фиг, 7 - конкретный пример исполнения валка.
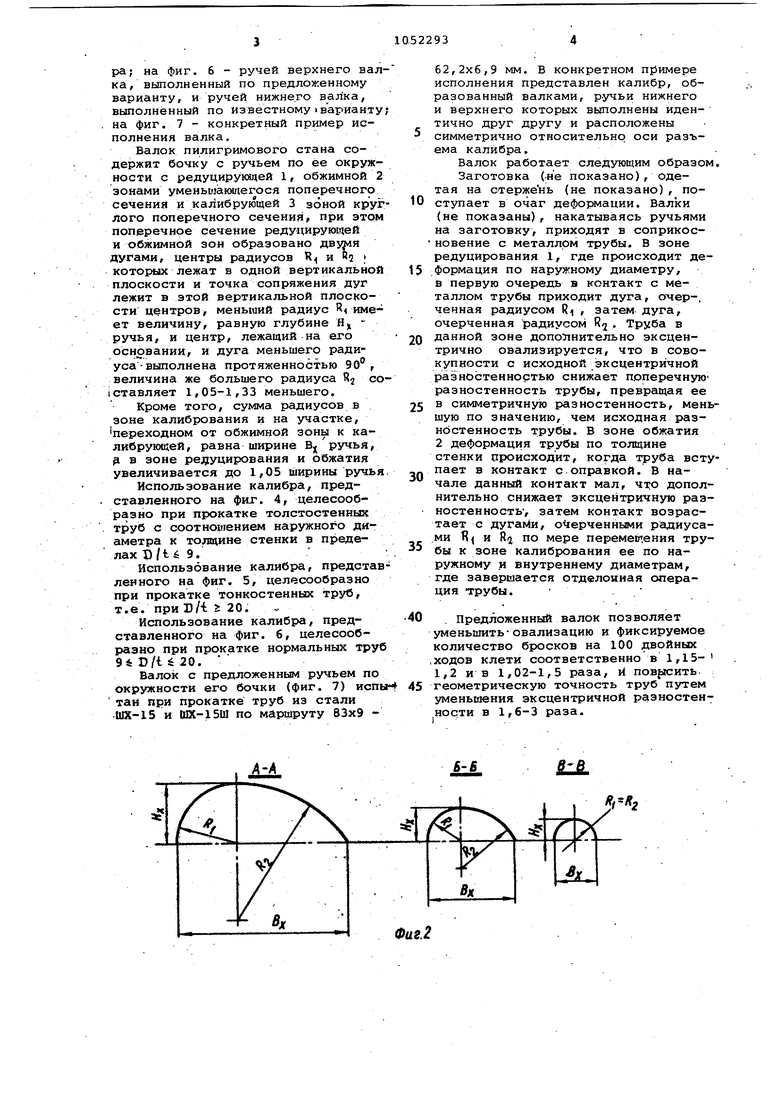
Валок пилигримового стана содержит бочку с ручьем по ее окружности с редуцирукадей 1, обжимной 2 зонами уменьшающегося поперечного сечения и калибрующей 3 зоной круглого поперечного сечения, при этом поперечное сечение редуцирующей и обжимной зон образовано двумя Дугами, центры радиусов R и « ; которых лежат в одной вертикальной плоскости и точка сопряжения дуг лежит в этой вертикальной плоскости центров, меньший радиус R имеет величину, равную глубине Н ручья, и центр, лежащий на его основании, и дуга меньшего радиуса -выполнена протяженностью 90°, величина же большего радиуса Rj со|Ставляет 1,05-1,33 меньшего.
Кроме того, сумма радиусов в зоне калибхювания и на участке, переходном от обжимной зоны к калибрующей, равна ширине Bj ручья, Э в зоне редуцирования и обжатия увеличивается до 1,05 ширины ручья
Использование калибра, представленного на фиг. 4, целесообразно при прокатке толстостенных труб с соотношением наружного диаметра к толщине стенки в пределах D/ti 9.
Использование калибра, представленного на фиг. 5, целесообразно при прокатке тонкостенных труб, т.е. при D/-fc г 20. ..
Использование калибра, представленного на фиг. 6, целесообразно при прокатке нормальных труб 94 D/t 6 20.
Валок с предложенным ручьем по окружности его бочки (фиг. 7) испы тая при прокатке труб из стали .1ИХ-15 и QDC-ISBI по маршруту 83x9 62,2x6,9 мм. В конкретном ПЕ1имере исполнения представлен калибр, образованный валками, ручьи нижнего и верхнего которых выполнены идентично друг другу и расположены симметрично относительно оси разъема калибра.
Валок работает следующим образом. Заготовка (-не показано) , одетая на стержень (не показано) , по0ступает в очаг деформации. Валки (не показаны), накатываясь ручьями на заготовку, приходят в соприкосновение с металлом трубы. В зоне редуцирования 1, где происходит де5формация по наружному диаметру, в первую очередь в контакт с металлом трубы приходит дуга, очер-, ченная радиусом RI , затем дуга, очерченная радиусом R. Труба в данной зоне дополнительно эксцен0трично овализируется, что в совокупности с исходной :эксцентричной раэностенностью снижает поперечную разностенность трубы, превращая ее в симметричную разностенность, мень5шую по значению, чем исходная разностенность трубы. В зоне обжатия 2 деформация трубы по толщине стенки происходит, когда труба вступает в контакт с оправкой. В на0чале данный контакт мал, что дополнительно снижает эксцентричную разностенность, затем контакт возрастает с дугами, очерченными рЗДиусами Ц и R по мере перемещения тру5бы к зоне калибрования ее по наружному и внутреннему диаметрам, где завершается отделоииая операция тгрубы.
40
Пред.ложенный валок позволяет уменьшить-овализацию и фиксируемое количество бросков на 100 двойных ,ходов клети соответственно в 1,151,2 ив 1,02-1,5 раза, И пов тсить 45 геометрическую точность труб путем уменьшения эксцентричной разностенности в 1,6-3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
| Валок пилигримового стана | 1983 |
|
SU1186296A1 |
| Валок для пилигримовой прокатки | 1982 |
|
SU1077675A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| Валок пилигримового стана | 1986 |
|
SU1419771A2 |
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |


ВАЛОК ПИЛЙГРИМОВОГО СТАНА, содержаний бочку с ручьем по ее окружности с редуцирующей и обжимной зонами уменьшающегося поперечного сечения, образованного дугами, центры радиусов двух из которых лежат в одной вертикальной плоскости, меньший из радиусов имеет величину, равную глубине ручья, и центр, лежащий на его основании, и калибрующей зоной с круглым поперечным сечением, отличающ VI Hi с я ем, что, с целью повышения точности труб путем уменьшения эксцентричной разностенности, дуга меньшего радиуса выполнена .протяженностью 90, точка сопряжения дуг лежит в вертикальной- плос(Л кости центров, и больший радиус составляет 1,05-1,33 меньшего. в
Jijl Фиг.2 &
BX
:
ЗЛ
./1
Дх Фut6
Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кофф З.А | |||
| и др | |||
| Холодная прокатка труб | |||
| Свердловск, Металлургиздат, 1962, с | |||
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА | 0 |
|
SU351352A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское свидетельство СССР V , 206642, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
