90 9 СО 0)
1 . 1
Изобретение относится к области литья по выплавляемым моделям, в частности к устройствам для контроля размеров керамических форм литья по выплавляемым моделям.
Целью изобретения является расщирение функциональных возможностей устройства путем увеличения скорости нагрева и охлаждения измеряемой формы .
На чертеже показана схема устройства для контроля размеров форм литья по выплавляемым моделям.
Устройство состоит из подвижной верхней части нагревательной печи 1, механизма 2 перемещения печи, направляющих колонн 3. На основании 4 крепится поддон 5 печи и заслонки 6, выполненные из шамота и предназначенные для оформления нагревательной камеры нижней части печи.
Измерительное устройство смонтировано на плите основания 7, установенной на регулируемых виброопорах 8. Измерительное устройство включает измерительную систему модели 217, состоящую из электронного блока 9 и индуктивных преобразователей 10 перемещений, измерительную систему модели 217, состоящую из электронного блока 11 и индуктивных преобразователей 12 перемещений, регистрирующих погрещности, вносимые кварцевыи стержнями 13, коммутатор 14, автоатически вычитающий погрешности, вносимые изменением размеров кварцевых стержней 13 и плиты 7 основания.
Индуктивные преобразователи перемещений крепятся на стойках 15.
На плите основания 7 закреплена обой а 16,в которой устанавливаются кварцевая трубка 17 и опора 18 для форм из шамотного кирпича.
Керамическая оболочковая форма 19 устанавливается на опору 18, предварительно присыпанную раздельным покрытием из пылевидного плавенного кварца.
Для измерения температуры формы в процессе изготовления формы в нее установлены термопары 20.
Основание 4 установлено на регуируемых виброопорах 21.
Регистрирующее устройство включает регистрирующий прибор 22 КСП-4 класса 0,5 для записи изменения размеров керамической оболочковой фор63612
мы и прибор 23 КСП-4 класса 0,5 для записи температурного поля в форме и в рабочей камере печи.
Устройство работает следующим 5 образом.
Перед началом работы производится тарировка прибора 22 КСП-4 совместно с измерительным устройством.
Керамическая оболочковая форма 0 19 устанавливается на опору 18. Термопары 2Q, закрепленные в форме в процессе ее изготовления, соединяют с регистрирующим прибором 23.
Индуктивные преобразователи 12 5 перемещения соединяют с кварцевой трубой 17 кварцевыми стержнями 13. Индуктивные преобразователи 10 перемещений соединяют с керамической оболочковой формой 19 кварцевыми 0 стержнями 13, которые перед установкой для измерения пропускают через отверстия в заслонках 6.
После включения измерительного и регистрирующего устройств произво5 дится установка нуля на регистрирующем приборе 22. Это выполняется перемещением преобразователей 10 перемещений в горизонтальном направлении при совместной работе с преобразоваQ талями 12 перемещений, предварительно выставленными на ноль.
С помощью механизма 2 перемещения верхняя подвижная часть печи 1 по направляющим колоннам 3 опускается вниз до соприкосновения с поддоном 5, Заслонки при этом перекрывают проемы в печи 1. В результате образуется нагревательная камера, закрытая со . всех сторон печью 1, поддоном 5 и заслонками 6.
Включается печь 1 и производится нагрев формы. При этом регистрируются изменения размеров формы и температуры ее на операции прокаливания.
Для измерения размеров форм при больших скоростях нагрева (термоударах) печь 1 предварительно нагревают в верхнем положении и опускают ее на поддон 5.
Увеличение температуры приводит к изменению размеров формы 19, чТо приводит к перемещению якоря индуктивных преобразователей перемещений 10, соединенных с кварцевыми
5 стержнями 13. Электрический сигнал, пропорциональный величине изменения размеров, поступает на электронный блок 9 и далее в коммутатор 14. 3 Кварцевые стержни 13, соединяющие индуктивные преобразователи перемещений 12 с кварцевой трубкой 17, находятся в зоне нагрева печи 1, При изменении температуры размеры кварцевых стержней 13 и кварцевой трубы 17 изменяются, что вызывает перемеще ния якоря преобразователей перемещений 12. Из-за изменения температуры окружающей среды возможно изменение размеров плиты основания 7, на которой установлены индуктивные преобразователи 10 и 12 перемещений. Эти погреш ности также фиксируются преобразователями 12 перемещений, закрепленными на стойках 15, где крепятся преобразователи перемещений 10. Электрический сигнал, пропорциональный изменению размеров кварцевых стержней 13, кварцевой трубы 17 и плиты 7, через электронный блок 11 поступает в коммутатор 14. Последний работает в режиме алгебраического сложения сигналов, поступающих с бл ков 11 и 9, Величина выходного сигнала коммутатора 14 пропорциональна истинному изменению размеров керамической оболочковой формы 19. Этот сигнал посту пает на регистрирующий прибор 22. После проведения операции прокали вания в соответствии с исследуемым процессом литья по вьтлавляемым моде лям осуществляется охлаждение формы Печь 1 остается в нижнем положений, а температура в камере печи регулируется изменением напряжения на силитовых нагревателях с помощью автотрансформатора по заданному режиму. При охлаждении формы перед заливкой последнего обычно вынимают из печи и производят ее охлаждение на воздухе. Для имитации этого процесса в предложенном устройстве форма остается на месте, а поднимается печь 1 с помощью механизма 2 по направляющим колоннам 3 в верхнее .положение. Кварцевые стержни 13 при перемещении печи 1 не контактируют 614 с ней, так как -в печи выпол 1ены узкие проемы, а в подвижных заслонках 6 предусмотрен необходимьш зазор. Основание 4 и плита основания 7 установлены на виброопорах 8 и 21, что устраняет передачу вибраций на установку от посторонних источников. При охлаждении формы 19 размеры ее уменьшаются, что регистрируется на регистрирующем приборе 22. После охлаждения формы производится заливка формы, которая также осуществляется при непрерывной записи изменения размеров. Далее форма охлаждается вместе с залитым в нее сплавом. После окончательного охлаждения форма 19 снимается с опоры 18 и устройство подготавливается КоДальнейшим измерениям. Конструкция предлагаемого устройства позволяет контролировать из менение размеров литейной керамической формы на всех этапах литья по выплавляемым моделям с возможными нештатньми ситуациями, например термоудар, быстрые охлаждения и нагрев, которые могут происходить в реальных условиях литейного цеха. Это достигается тем, что устройство содержит разъемную печь, которая может обеспечить скорости нагрева и охлаждения 3-100 К/мин, что в 5-10 раз превышает возможности известных установок. За базовый объект принят дилатометр горизонтального типа ДР HP А-631183 (ГДР). По сравнению с базовым устройством предложенное обеспечивает расширение функциональных возможностей, поскольку позволяет осуществить контроль размеров литейных форм в реальных условиях технологического процесса литья по выплавляемым моделям. Положительный эффект предложенного устройства достигнут за счет того, что оно позволяет проводить исследования поведения керамической оболочки при скоростях нагрева и охлаждения в 3-5 раз выше, чем на базовом устройстве.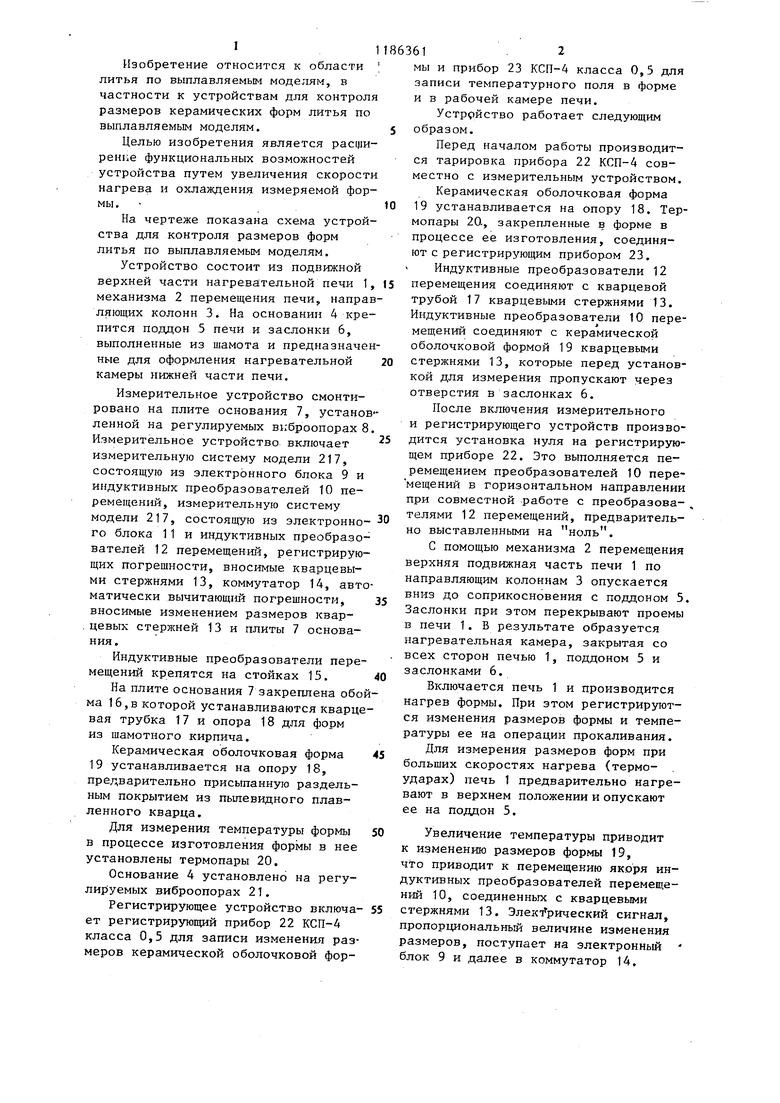
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения разрушающих нагрузок в толстостенных корковых формах и стержнях | 1982 |
|
SU1048367A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ И ПРИ УПРАВЛЯЕМОМ ОХЛАЖДЕНИИ | 2014 |
|
RU2652526C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| ПЕЧЬ С ОХЛАЖДЕНИЕМ ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ И СПОСОБ ОХЛАЖДЕНИЯ С ПРИМЕНЕНИЕМ ТАКОЙ ПЕЧИ | 2017 |
|
RU2744601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368451C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2375144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ФОРМ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ, содержащее плиту основания с нагревательной печью, размещенную в печи опору для форм, термопары, измерительную систему, состоящую из индуктивных преобразователей перемещений с кварцевыми стержнями, электронных блоков, коммутатора и регистратора, отличающееся тем, что, с целью расширения функциональных возможностей, оно снабжено направляющими колоннами с механизмом подъема нагревательной печи, которая выполнена разъемной в виде контактирующей с направляющими колоннами подвижной верхней части и неподвижной нижней части, котарая выполнена с центральным отверстием для размещения в нем опоры для форм, при этом опора для форм и индуктивные преобразователи перемещений закреплены на плите основания, установленной на . виброопорах.
| Дашкарйс И | |||
| и др | |||
| Производство точных отливок | |||
| - М.: Машиностроение, 1979, с | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕРТЕЖЕЙ ДЛЯ ОДНООБРАЗНОЙ РАСКРОЙКИ ПРЕДМЕТОВ ОДЕЖДЫ | 1919 |
|
SU287A1 |
| Литейное производство, 1981, № 5, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
