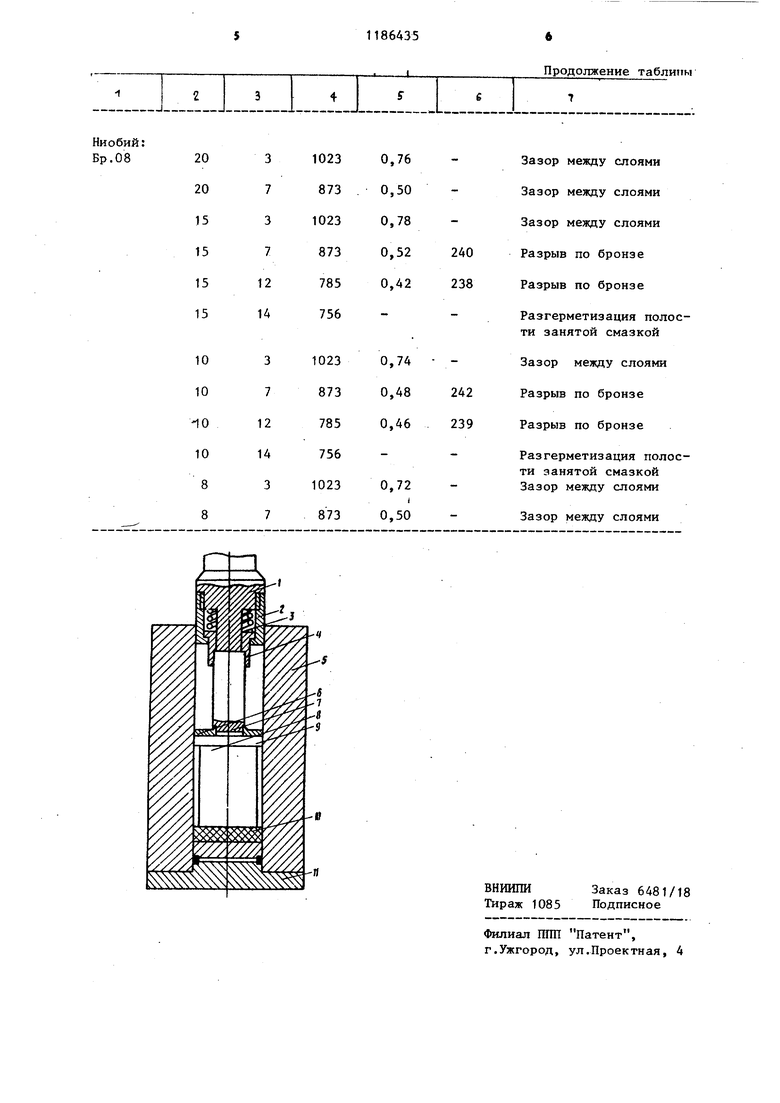
00 Од 4 00 СП Изобретение относится к обработке металлов давлением и может быть использовано при изгот овлении биметаллических заготовок для последующего пластического деформирования. Цель изобретения - повышение качества соединения заготовок наружного и внутреннего слоев. На чертеже представлено устрс йство для реализации способа. Устройство содержит пуансон 1 с упорной втулкой 2, пружиной 3 и направляющей втулкой 4, контейнер 5, скальпирующую матрицу 6 для скальпирования сердечника 7 из материала внутреннего слоя и сплошную заготовку 8 из материала наружного слоя с буртиком 9, установленную на смазьгаающей шайбе 10, которая размещена на заглушке 11. Способ реализуют следующим образом. В контейнере 5 на заглушке 11 раз мещают смазывающую шайбу 10 из матеЧ риала с температурой размягчения 0,85-0,95 от температуры нагрева сплошной заготовки, затем устанавливают нагретую сплошную заготовку 8 из материала наружного слоя с буртиком 9, обращенным в сторону сердечни ка 7 из материала внутреннего слоя. На сплошной заготовке из материала наружного слоя размещают скальпирующую матрицу 6, устанавливают сердеч ник и вводят в контейнер пуансон 1, направляющая втулка 4 которого находит на верхний торец сердечника, а упорная втулка 2 обеспечивает при этом соосность и жесткость всего уст ройства. Под действием усилия и температуры растекается смазывающая шайба, заполняя полость, образованную контейнером и сплошной заготовкой. Сердечник скальпируется при про хождении через скальпирующую матрицу и прошивает сплошную заготовку, причем скорость прошивки находится в пределах (10-15) м/с. При этом на участке буртика создается уплотнение за счет его деформации в радиальном направлении, препятствующее выходу смазки из полости, образованной контейнером и сплошной заготовкой, что обеспечивает гидродинамичес кое трение и теплоизоляцию сплошной заготовки. В конце прошивки направляющая втулка упирается в скальпирую щую матрицу и, сжимая пружину 3, утап ливается в упорную втулку. Пуансон входит в отверстие скальпирующей матрицы и вдавливает сердечник до совмещения его торца с торцом сплошной заготовки в одной плоскости. На этом процесс получения биметаллической заготовки заканчивается. Затем убирают заглушку 11 и готовую биметаллическую заготовку извлекают из контейнера. Прошивка сплошной заготовки с .одновременным скальпированием сердечника внутреннего слоя позволяет обеспечить контакт чистых (ювенильных) активированных поверхностей соединяемых слоев, что обеспечивает прохождение твердофазной сварки и, как следствие, получение прочности соединения не ниже прочности менее прочного слоя по всей контактной поверхности слоев биметаллической заготовки. Скорость прошивки более указанной может привести к нагреву материала сплошной заготовки вблизи контактной поверхности, а скорость прошивки менее указанной снижает положительный эффект активации скальпируемой поверхности сердечника. Указанная для смазки температура размягчения, осуществляемого за счет теплоотдачи от нагретой сплошной заготовки из материала наружного слоя, обеспечивает под действием высокого давления, возникающего в замкнутом объеме смазки при прошивке сердечником сплошной заготовки, функционирование смазки в соответствии с законом Паскаля, и в то же время надежную герметизацию полости, занятой смазкой. Если температура размягчения смазки ниже указанной, то из-за высокой жидкотекучести размягчившейся смазки невозможно обеспечить надежную герметизацию полости, занятой смазкой, а если выше указанной .температуры, то часть смазки остается в твердом состоянии, что снижает качество контактной и внешней поверхностей биметаллической заготовки из-за неравномерности деформации по сечению получаемых изделий, вызываемой неравномерностью в передаче давления частично твердой смазкой и приводит к увеличению усилия прошивки. пример. Способ реализуют для получения биметаллических заготовок ниобий-сердечник внутреннего слоя и высокооловянистая бронза Бр. 013 и Бр. 08 - сплошная заготов ка из материала наружного слоя. Сплошная заготовка из бронзы имеет диаметр 95-10- м и высоту УО-Ю м Бронзовую заготовку нагревают до температуры 923 К. Ниобиевый сердеч ник имеет диаметр 61,510 м до скальпирования и 6010 м после скальпирования, высота сердечника 354 м. Угол реза скальпирующей матрицы 30. Способ осуществляют на вертикальном гидравлическом прессе усилием 1,6 МН в контейнере диаметром . В качестве смазки используют стеклографитовые среды, содержащие порошок кристаллического графита и стеклопорошок № 15. После получения биметаллических заготовок готовят образцы для механических испытаний на разрыв. Результаты испытаний способа представлены в табд1ице.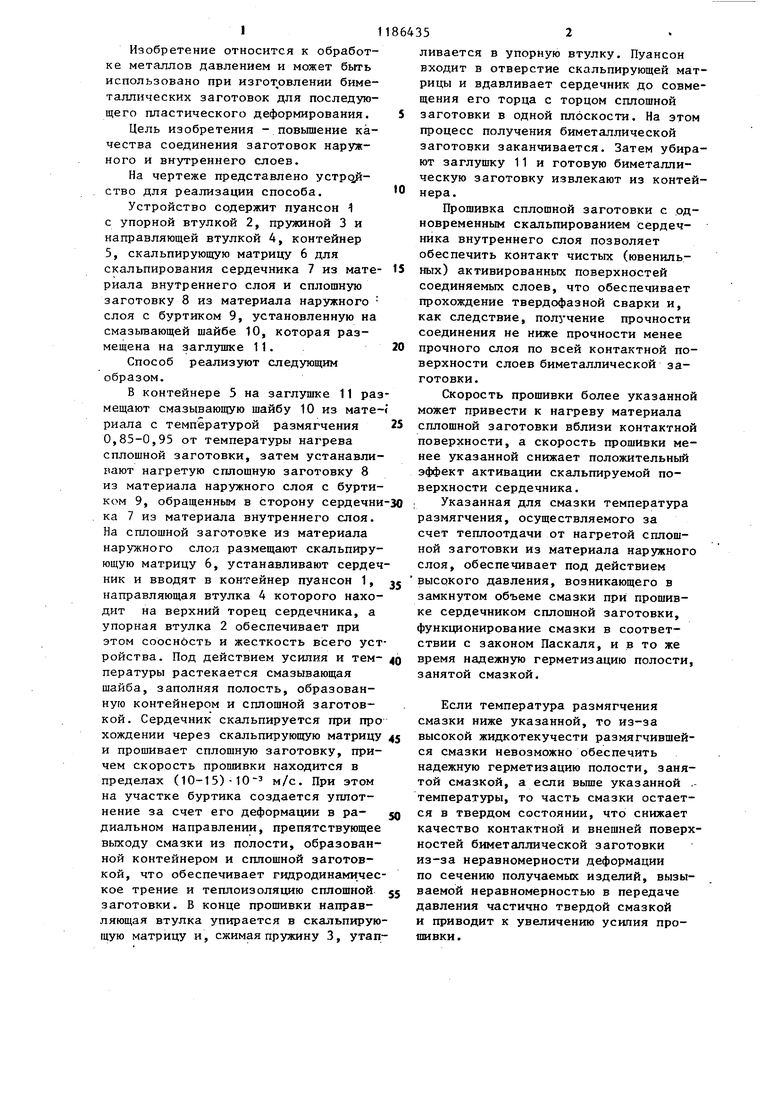

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для скальпирования заготовок | 1980 |
|
SU995964A1 |
| Инструмент для прошивки и скальпирования заготовок | 1980 |
|
SU925504A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396141C1 |
| Устройство для скальпирования заготовок | 1984 |
|
SU1268263A1 |
| Способ гидроэкструзии заготовки | 1979 |
|
SU904856A1 |
| Устройство для скальпирования | 1984 |
|
SU1294411A1 |
| УСТРОЙСТВО ДЛЯ СКАЛЬПИРОВАНИЯ ЗАГОТОВОК | 1992 |
|
RU2006325C1 |
| Устройство для скальпирования заготовок | 1988 |
|
SU1562054A1 |
| Автоматизированная линия изготовления изделий прессованием | 1989 |
|
SU1731336A1 |
| Способ получения биметалических заготовок | 1973 |
|
SU495117A1 |
1. СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК, преимущественно ниобий-бронза, для последующего пластического деформирования, включающий нагрев сплошной заготовки из материала наружного слоя. размещение ее в контейнере .с последукнцей прошивкой сердечником из материала внутреннего слоя и твердофазную сварку заготовок наружного и внутреннего слоев, отличающийся тем, что, с целью повышения качества соединения заготовок наружного и внутреннего слоев, прошивку сплошной заготовки осуществляют с одновременным скальпированием сердечника внутреннего слоя, причем скорость прошивки находится в пределах 
Ниобий: Бр.013
Зазор между слоями Зазор между слоями Зазор между слоями Разрыв по бронзе Разрыв по бронзе
Разгерметизация полости занятой смазкой
Зазор между слоями Разрыв по бронзе Разрыв по бронзе
Разгерметизация полости занятой смазкой
Зазор между слоями Зазор между слоями
Продолжение таблицы
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 0 |
|
SU304031A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
