|1
Изобретение относится к обл.асти обработки металлов давлением и может быть .использовано при изготовлении биметалл.ических заrOTOlBOK.
Из ве1стен cnoico;6 .изготовления биметаллическИх заготовок, заключающийся в предварительном изготовлении оболочки из нлакнрующего материала и введении в нее сердечника. Однако этот способ трудоемок лз-за пеобходимости механической обработки частей заготовки.
С целью одновременного .изготовления оболочки и в-ведения сердечника по предлагаемому способу оболочку изготовляют путем нагрева плакирующего металла и прошивки его непосредственно холодным сердечником.
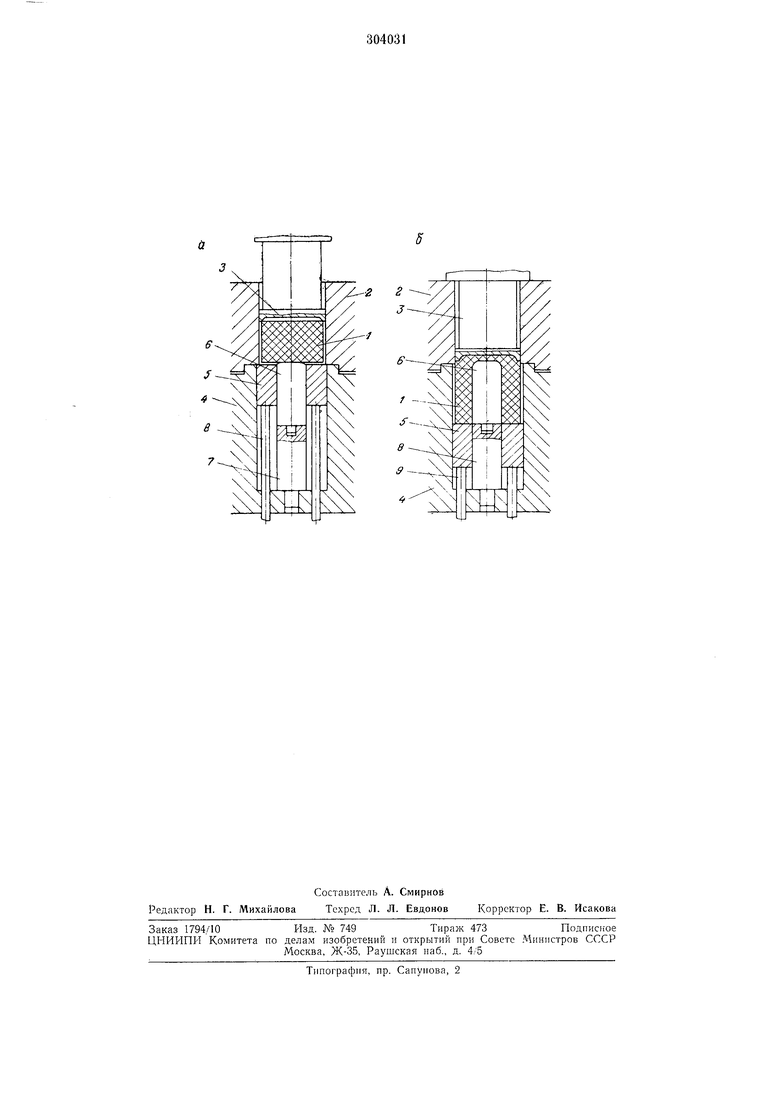
Па чертеже показано устройство .для осуществления описываемого способа IB начала прошивки (а) и окончания процесса (б).
Нагретый плакирующий металл 1 помещается в рабочий контейнер 2, когда прессштемпель 3 находится в верхнем положении. Контейнер 2 центрируется -своим буртом по вспомогательному контейнеру 4, внутри которого помещен центр.ирующий ползун 5. Сердечгник 6 «3 материала внутреннего |Слоя свои.1 центрирующ.им хвостовиком устанавливается на подставку 7. Толкатели 8 для выталкивания готовой заготовки после прошивки .и имеют свой привод.
Получение биметаллической заготовки осуществляется следующим образом.
При перемещении прессштемпеля 3 вниз заготовка из матер.иала пар жного слоя, прошиваясь, надевается на сердечник 6 из материала внутреннего слоя. При прошивке заготовки .иглой, имеющей плоский торец, над ней образуется мертвая зона; между зопой и торцом иглы удерживается окалпна .и загрязнения, находившиеся ранее на нижнем торце загото.вки.
Следовательно, между сердечником б и наружным слоем возникает чистый контакт, что }1еобходимо для свариваемости двух слоев при последующей обработке давлением.
Удаление биметаллических заготовок осуи1естБляется подъемом центрирующего ползуна и при помощи тяг Я когда контейнер 2 находится в верхнем положении.
Предмет изобретения
Способ получения биметаллических заготовок для последующего пластиче1ского деформирования, заключающийся в предварительном изготовлении оболочки из плакируюп его .материала и введении в нее сердечника, огличающийся тем, что, с целью одновременного изготовления оболочки и введения сердечника, оболочку изготовляют путем нагрева плакирующего металла и прошпвки его непосредственно холодным сердечнико.м.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения биметаллических изделий | 1981 |
|
SU996046A1 |
| Способ изготовления плакированных полых профилей | 1974 |
|
SU505149A1 |
| Способ изготовления многослойных труб | 1981 |
|
SU984552A1 |
| Составная заготовка для прессования биметаллических изделий | 1981 |
|
SU988399A1 |
| Инструмент для глубокой прошивки слитков | 1972 |
|
SU440198A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2011 |
|
RU2463138C1 |
| Способ получения биметаллических заготовок | 1983 |
|
SU1186435A1 |
| Составная заготовка для прессования биметаллических прутков | 1990 |
|
SU1738410A1 |
| Заготовка для получения биметаллических труб поперечно-винтовой прокаткой | 1980 |
|
SU897321A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279Х36 (351Х36) И ВН.346Х40 (426Х40) ММ ИЗ СТАЛИ МАРОК 10ГН2МФА+08Х18Н10Т С ВНУТРЕННИМ ПЛАКИРУЮЩИМ СЛОЕМ СТАЛЬЮ 08Х18Н10Т ТОЛЩИНОЙ 7±2 ММ | 2012 |
|
RU2516137C1 |