1
Изобретение относится к обработке металлов давлением, в частности к изготовлению ячеистых конструкций пневмоформовкой и диффузионной сваркой, и может быть использовано в различных отраслях машиностроения.
Цель изобретений - изготовление трубчатых конструкций.
Поставленная цель достигается тем, что берут заготовки цилиндрической формы с последующей их формовкой и сваркой.
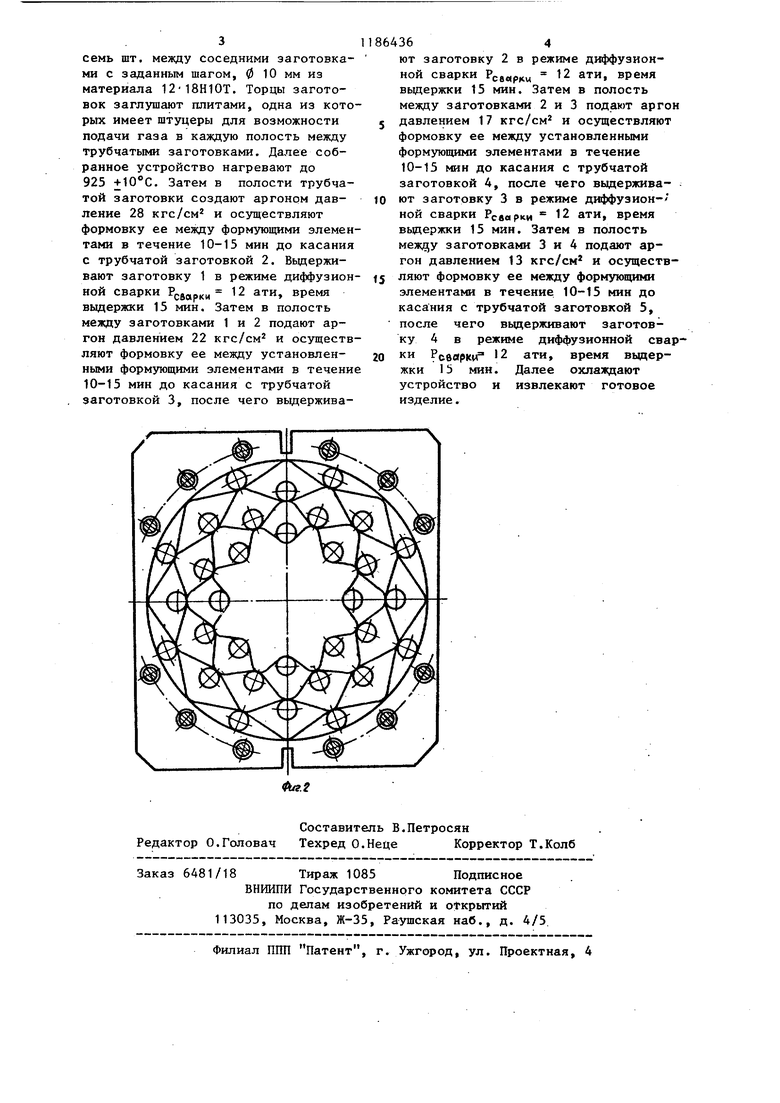
На фиг. 1 показана схема сборки заготовок до сварки, на фиг. 2 изделие в процессе формовки и сварки заготовок.
Между собранными в пакет свариваемыми трубчатыми заготовками 1-5 (фиг. 1) устанавливают формующие элементы 6. Пакет устанавливают в полуматрицах 7 и 8, в которых располагают нагреватели 9. Торцы пакета герметизируют плитами (не показаны) , одна из которых снабжена штуцерами для подачи газа в каждую полость между трубчатыми заготовка1«.
Таким образом собирают узел нагревателя до температуры проявления эффекта сверхпластичности материала заготовок. Затем в полость трубчатой заготовки 1 подают газ под давлением и осуществляют формовку ее между формуюпщми элементами до касания с заготовкой 2, далее вьздерживают заготовку 1 в режиме диффузионной сварки. По окончании сварки заготовки 1 с заготовкой 2 газ подают в полость между заготовками 2 и 3, формуют заготовку 2 до касания ее с заготовкой 3, потом выдерживают заготовку 2 в режиме диффузионной сварки и т.д. Таким образом, последовательно осуществляют формовку и сварку трубчатых заготовок от центра к периферии, изменяя давление в зависимости от геометрических параметров заготовок до получения готового изделия (фкг. 2).
Последовательное созданиедавления связано с тем, что в случае одновременной подачи давления между соседними заготовками резко увеличивается давление на внутренние заготовки,. которое складьшается из суммы давлений,,
iР
1864362
где k - количество заготовок,
i - порядковый номер заготовки
от центра к периферии, Р- - давление на i-тую заготовку. 5 Расчет давления в полости для осуществления формовки производят по формуле
16 6 S nt(Hj)
Р
2Н i
y3-3,14-d(HHf)2-Arcsin
-5:(
1
- 1) де Н
относитель dt ный зазор между трубчатыми заготовками j
с предел текучести материала за гоS исходная тощина заготовки,
п - количество формующих элементов между соседними заго- товками-, диаметр id,той заготовки;
i - порядковый номер заготовки от центра к периферии.
Затем охлаждают узел и извлекают готовое изделие.
Благодаря использованию заготовок цилиндрической формы с последующей формовкой и сваркой последовательно от центра к периферии постоянным удельным давлением обеспечиваются получение ячеистых конструкций трубчатой формы.
Пример. Для изготовления кольцевого теплообменника с наружным диаметром 140 мм берут трубчатые заготовки 1-5 с диаметрами, мм: 60-2,0, 80-2,0,100-2,0,120-2,0, 140-3,0 соответственно и длиною 250 мм каждая из материала ВТ-6.
Затем трубчатые заготовки устанавливают концентрично в полуматрицах. Между трубчатыми заготовками устанавливают формующие элементы по .во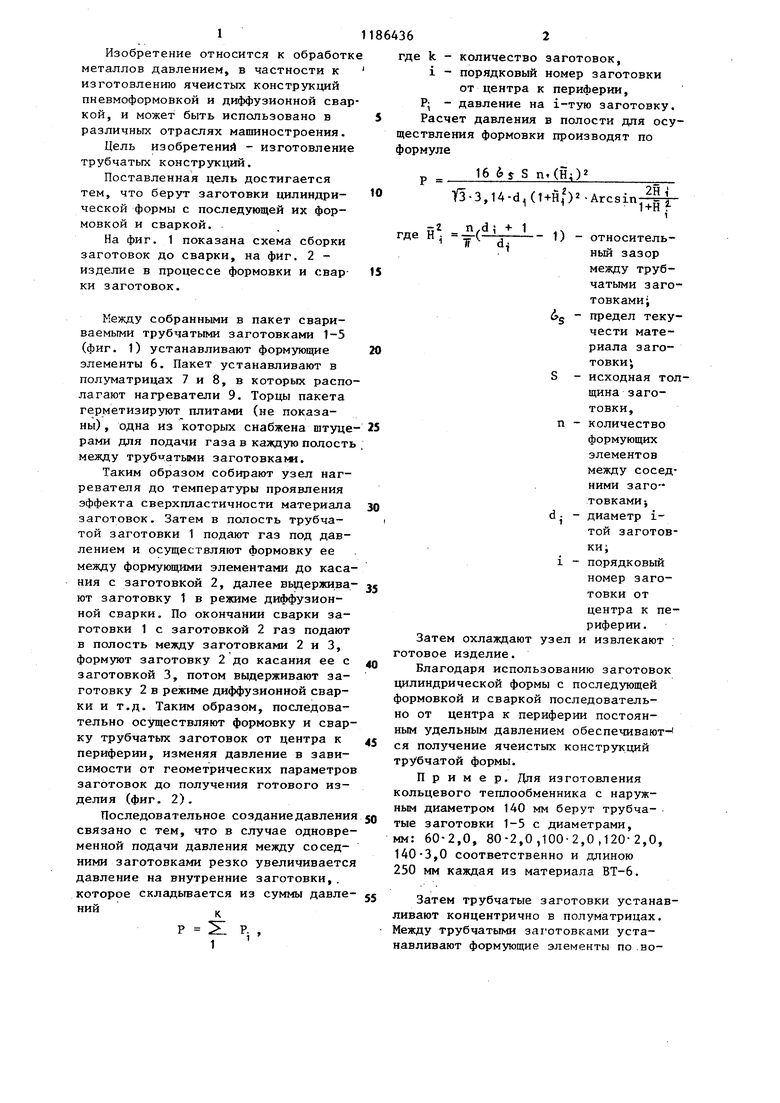
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯЧЕИСТОЙ КОНСТРУКЦИИ | 1999 |
|
RU2170636C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ ПАНЕЛЕЙ | 1993 |
|
RU2080225C1 |
| ПАКЕТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО МНОГОСЛОЙНОГО ЯЧЕИСТОГО ИЗДЕЛИЯ СПОСОБОМ ДИФФУЗИОННОЙ СВАРКИ И СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ | 2014 |
|
RU2570714C2 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 1986 |
|
RU1378202C |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2049628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| Способ изготовления на трубах кольцевых элементов жесткости | 1986 |
|
SU1368074A1 |
| Установка для изготовления многослойных листовых панелей | 1989 |
|
SU1722750A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1992 |
|
RU2048283C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТЫХ КОНСТРУКЦИЙ, при котором между собранными в пакет свариваемыми заготовками устанавливают формующие элементы и осуществляют формовку заготовок давлением рабочей среды и сваривают их между собой по сформованным выступам диффузионной сваркой, отли чающий : я тем, что, с целью изготовления трубчатых конструкций, берут заготовки 1Д1линдрической формы, а формовку и сварку осуществляют последовательно от центра к периферии, причем удельное давление поддерживают постоянным. (Л 00 Од 4; оо Од
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Устройство для изготовления гофровых панелей | 1976 |
|
SU583890A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
