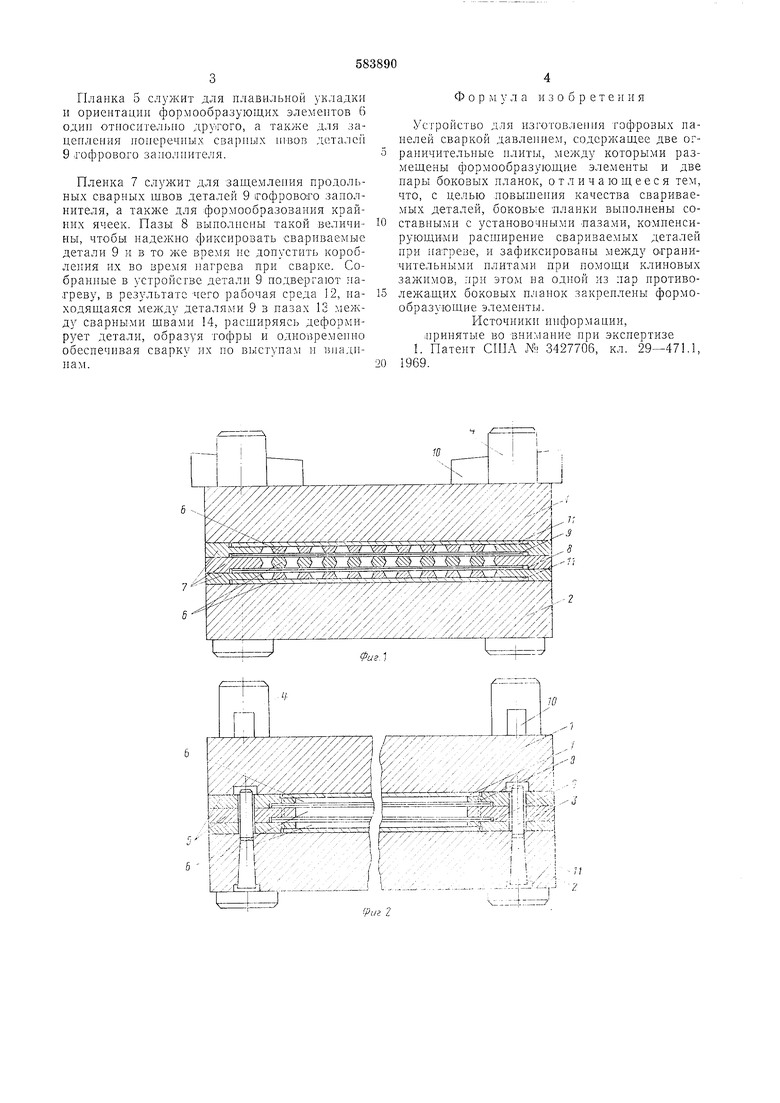
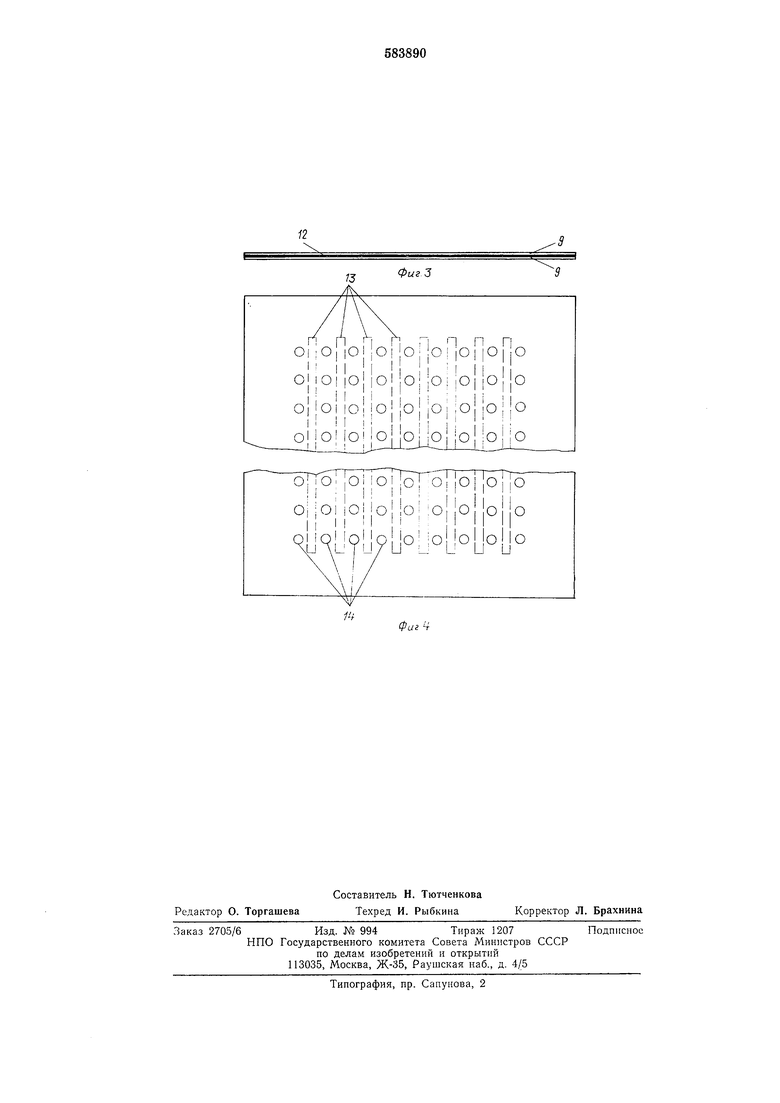
Изобретение относится к области оборудования для сварки давлением, в частности слоистых гофровых панелей. Известно устройство для сварки панелей, содержащее две ограничительные плиты, между которыми размещены формообразующие элементы и две пары боковых планок 1. Недостатком известного устройства является слабая фиксация деталей одной относительно другой и коробление их при нагреве, что значительно снижает качество свариваемых изделий. Целью изобретения является повыщение качества свариваемых деталей. Для этого в предлагаемом устройстве боковые лланки выполнены составными с установочными лазами, компенсирующими расщирение свариваемых деталей при нагреве, и зафиксированы между ограничительными плитами при ломощи клиновых залсимов, при этом на одной из пар противолежащих боковых лланок закреплены формообразующие элементы. На фиг. 1 доказано предлагаемое устройство, подготовленное к изготовлению гофровой панели, поперечный разрез; на фиг. 2 - то же, продольный разрез; на фиг. 3 - заготовка, из которой формуется гофровый заполнитель; на фиг. 4 - то же, вид в плане. Предлагаемое устройство содержит две ограничительные плиты, верхнюю 1 и нижнюю 2, штыри-фиксаторы 3, колонки 4, пару боковых планок 5, состоящих из трех частей, в которых закреплены формообразующие элементы 6, и пару других боковых планок 7, также состоящих из трех частей, лри этом в боковых планках выполнены установочные пазы 8, в которых фиксируют свариваемые детали 9, а в колонках 4 смонтированы клиновые зажимы 10. В нижнюю плиту 2 в отверстия устанавливаются щтырп-фиксаторы 3, а в цилиндрические отверстия ее - колонки 4. На И1тырификсаторы 3 устанавливается левая часть планки 5. После этого на плиту 2 укладывается лист 11 обиливки тофровой панели и пере1меи1,ается влево до упора в торец паза между выборкой в планке и плитой 2. Затем на штырн-фиксаторы 3 устанавливается правая часть планки 5 и планки 7. При необходимости лист обшивки перемещают в ту или пную сторону. После установки планок 7 на нижний лист 11 общивки по пазам 8 планки 5 укладываются формообразующие элементы 6. После укладки верхнего листа 11 общивки устанавливается верхняя нлита 1. Весь пакет стягивается клиновыми зажимами 10.
Планка 5 служит для плавильной укладки н ориентации формообразующих элемеитов 6 один отиосител1 ио другого, а также для зацеилеиия ноиеречных сзариых пмзов дспале 9 лофрово.го заполнителя.
Пленка 7 служит для защемлеиия продольных сварных швов деталей 9 гофрового занолнителя, а также для формообразования крайних ячеек. Пазы 8 вынолнсиы такой величины, чтобы надежно фиксировать свариваемые детали 9 и в то же время не допустить коробления их во время нагрева нрн сварке. Собранные в устройсгве детали 9 подвергают нагреву, в результате чего рабочая среда 12, иаходящаяся между деталями 9 в пазах 13 между сварны.ми швами 4, расширяясь деформирует детали, образуя тофры и одновременно обеснечивая сварку их по выступам п 1 11адинам.
Форм у л а н 3 о б р е т е } н я
Устройство для изготовления гофровых нанелей сваркой .ц,авлением, содержащее две ограничительные нлиты, между которыми размешены формообразующие элементы и две пары боковых нланок, отличающееся тем, что, с целью ловыщепия качества свариваемых деталей, боковые иланки выиолиены составными с установочными лазами, комненсирующшми расширение свариваемых деталей при нагреве, и зафиксироваиы между ограничительными плитами при иомощи клииовых зажимов, при это.м на одной из лар противолежащих боковых илапок закренлены формообразующие элемеиты.
Источники информации, |Принятые во внимание при экспертизе
I. Патент США №. 3427706, кл. 29-471.1, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сжатия деталей при диффузионной сварке | 1987 |
|
SU1496964A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХПАНЕЛЕЙ | 1971 |
|
SU305249A1 |
| Установка для изготовления многослойных листовых панелей | 1989 |
|
SU1722750A1 |
| Способ сварки деталей | 1979 |
|
SU837679A1 |
| Конструкция сварного соединения взаимно перпендикулярных железобетонных плит | 1948 |
|
SU81188A1 |
| Штамп для обтяжки с растяжением листовых деталей | 1989 |
|
SU1690902A1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| Устройство для контактной рельефной сварки @ -образных элементов | 1986 |
|
SU1362587A1 |
| Устройство соединения рамы с боковой стеной кузова железнодорожного вагона | 1984 |
|
SU1164124A1 |
| Плитка для закрепления свариваемых изделий | 1980 |
|
SU919845A1 |
0иг. I
OhO |OI О О; lO I jO
Oj O |O
oi ioi IQ io oj ;o о
о iO 01 IOI Io о
4L u j bOUoL;°J
о
о
o ;0::0i io
;о| iO
1
о о
:o
о
o
о
u
