Изобретение относится к обработке металлов давлением и может быть использовано для изготовления трехслойных листовых панелей из алюминиевых сплавов в режиме сверхпластичности совместно с диффузионной сваркой.
Известен способ формообразования трехслойных листовых панелей в режиме СДДС, при котором перед формообразованием производят распыление (травление) окисной пленки на листах в ионном разряде путем подачи на листы напряжения разных потенциалов.
Устройство для осуществления этого способа содержит несколько позиций, на одной из которых, имеющей инструмент для ионной очистки, производят распыление окисной пленки, а в другой, содержащей верхнюю и нижнюю половины штампа - не- посредственно формообразование.
Недостатком этого устройства является то, что при передаче листов с одной позиции на другую, возможно повторное образование окисной пленки, необходимо наносить на места, не подлежащие травлению, защитное покрытие, возможно образование утяжин на наружных листах при формовке. Устройство не предназначено для изготовления ячеистой панели, так как затруднительно провести травление по узким линиям и осуществить по ним диффузионную сварку без последующего разрыва при формовке.
Цель изобретения - повышение качества сварного соединения и расширение технологических возможностей.
Цель достигается тем, что устройство для изготовления панелей, содержащее неподвижную половину штампа, установленную на основании, и подвижную половину, снабжено узлом для ионной очистки, уста ч|
Ю hO
sj
СЛ О
новленным между неподвижной и подвижной половинами штампа с возможностью перемещения перпендикулярно оси устройства, ячеистой диафрагмой, закрепленной на внутренней стороне подвижной половины штампа, и ложементами для одной из деталей, расположенными вне штампа с возможностью перемещения вдоль оси устройства, а также формообразующими планками, установленными на основании внутри неподвижной половины штампа, причем ячейки диафрагмы выполнены выпуклыми и высотой, превышающей их предельную упругую деформацию. Кроме того, на основании установлены сферические вкладыши с пересекающимися пазами, а формообразующие планки установлены в этих пазах.
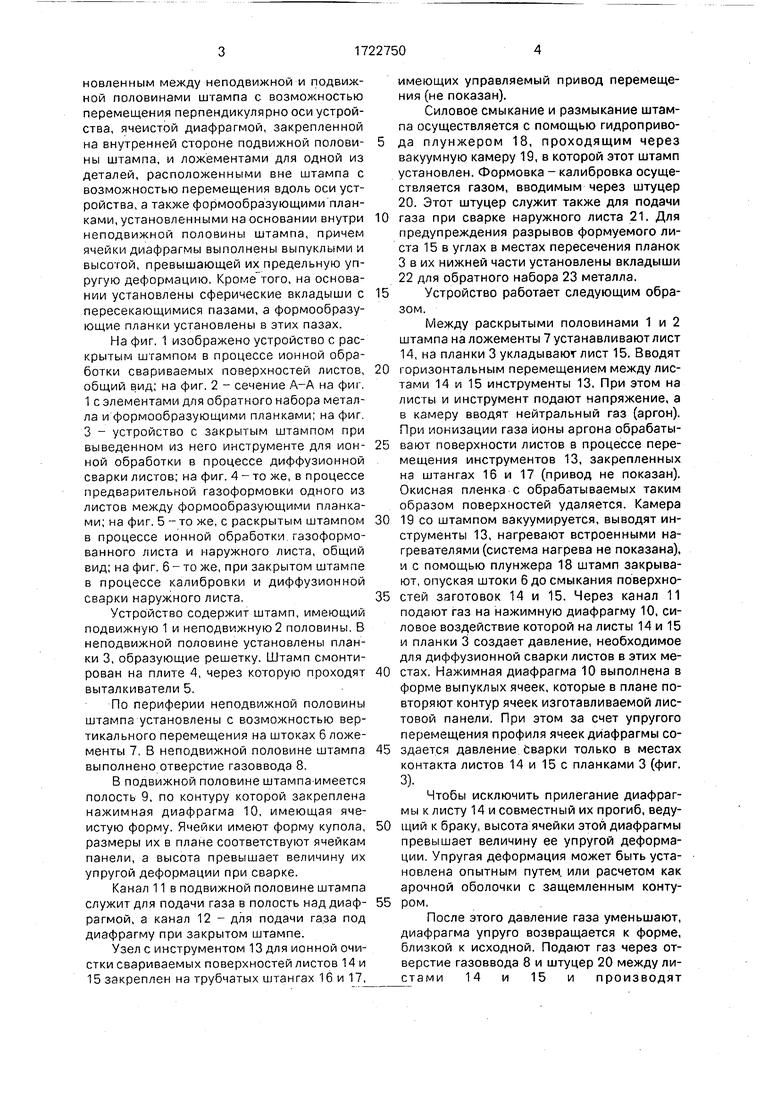
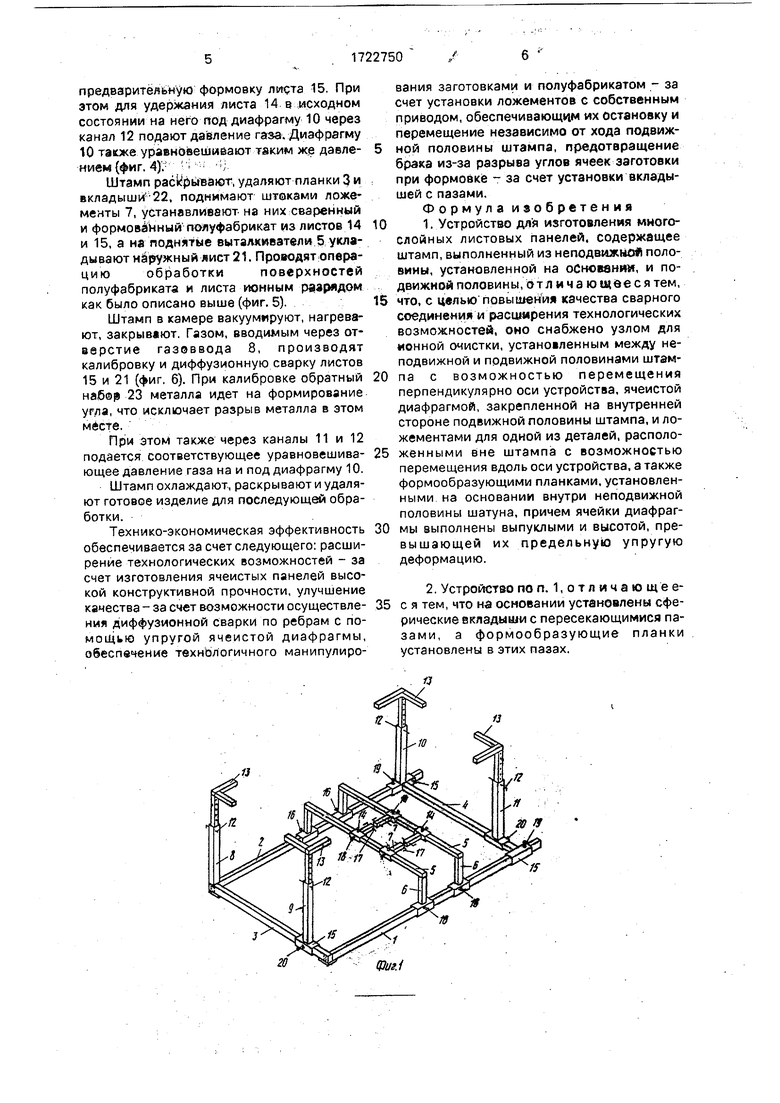
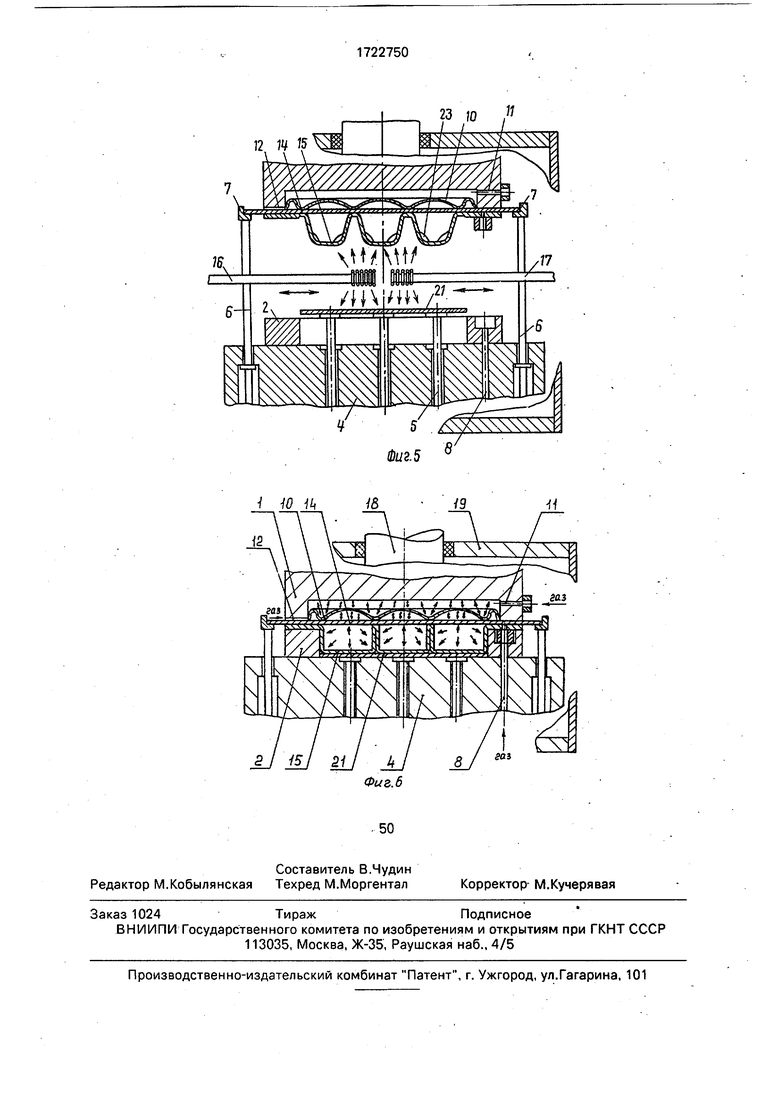
На фиг. 1 изображено устройство с раскрытым штампом в процессе ионной обработки свариваемых поверхностей листов, общий вид; на фиг. 2 - сечение А-А на фиг. 1 с элементами для обратного набора металла и формообразующими планками; на фиг. 3 - устройство с закрытым штампом при выведенном из него инструменте для ионной обработки в процессе диффузионной сварки листов; на фиг. 4 - то же, в процессе предварительной газоформовки одного из листов между формообразующими планками; на фиг. 5 - то же, с раскрытым штампом в процессе ионной обработки, газоформо- ванного листа и наружного листа, общий вид; на фиг. 6 - то же, при закрытом штампе в процессе калибровки и диффузионной сварки наружного листа.
Устройство содержит штамп, имеющий подвижную 1 и неподвижную 2 половины. В неподвижной половине установлены планки 3, образующие решетку. Штамп смонтирован на плите 4, через которую проходят выталкиватели 5.
По периферии неподвижной половины штампа установлены с возможностью вертикального перемещения на штоках 6 ложементы 7. В неподвижной половине штампа выполнено отверстие газоввода 8.
В подвижной половине штампа-имеется полость 9, по контуру которой закреплена нажимная диафрагма 10, имеющая ячеистую форму. Ячейки имеют форму купола, размеры их в плане соответствуют ячейкам панели, а высота превышает величину их упругой деформации при сварке.
Канал 11 в подвижной половине штампа служит для подачи газа в полость над диафрагмой, а канал 12 - для подачи газа под диафрагму при закрытом штампе.
Узел с инструментом 13 для ионной очистки свариваемых поверхностей листов 14 и 15 закреплен на трубчатых штангах 16 и 17,
имеющих управляемый привод перемещения (не показан).
Силовое смыкание и размыкание штампа осуществляется с помощью гидроприво- да плунжером 18, проходящим через вакуумную камеру 19, в которой этот штамп установлен. Формовка - калибровка осуществляется газом, вводимым через штуцер 20. Этот штуцер служит также для подачи
0 газа при сварке наружного листа 21. Для предупреждения разрывов формуемого листа 15 в углах в местах пересечения планок 3 в их нижней части установлены вкладыши 22 для обратного набора 23 металла.
5 Устройство работает следующим образом.
Между раскрытыми половинами 1 и 2 штампа на ложементы 7 устанавливают лист 14, на планки 3 укладывают лист 15. Вводят
0 горизонтальным перемещением между листами 14 и 15 инструменты 13. При этом на листы и инструмент подают напряжение, а в камеру вводят нейтральный газ (аргон). При ионизации газа ионы аргона обрабаты5 вают поверхности листов в процессе перемещения инструментов 13, закрепленных на штангах 16 и 17 (привод не показан). Окисная пленка с обрабатываемых таким образом поверхностей удаляется. Камера
0 19 со штампом вакуум и руется, выводят инструменты 13, нагревают встроенными нагревателями (система нагрева не показана), и с помощью плунжера 18 штамп закрывают, опуская штоки 6 до смыкания поверхно5 стей заготовок 14 и 15. Через канал 11 подают газ на нажимную диафрагму 10, силовое воздействие которой на листы 14 и 15 и планки 3 создает давление, необходимое для диффузионной сварки листов в этих ме0 стах. Нажимная диафрагма 10 выполнена в форме выпуклых ячеек, которые в плане повторяют контур ячеек изготавливаемой листовой панели. При этом за счет упругого перемещения профиля ячеек диафрагмы со5 здается давление сварки только в местах контакта листов 14 и 15 с планками 3 (фиг. 3).
Чтобы исключить прилегание диафрагмы к листу 14 и совместный их прогиб, веду0 щий к браку, высота ячейки этой диафрагмы превышает величину ее упругой деформации. Упругая деформация может быть установлена опытным путем, или расчетом как арочной оболочки с защемленным конту5 ром.
После этого давление газа уменьшают, диафрагма упруго возвращается к форме, близкой к исходной. Подают газ через отверстие газоввода 8 и штуцер 20 между листами 14 и 15 и производят
предварительную формовку листа 15. При этом для удержания листа 14 в исходном состоянии на него под диафрагму 10 через канал 12 подают давление газа. Диафрагму 10 также уравновешивают таким же давлением (фиг. 4)/ . : ;;
Штамп раск-рытвают, удаляют планки 3 и вкладыши 22, поднимают штоками ложементы 7, устанавливают на них сваренный и формованный полуфабрикат из листов 14 и 15, а на поднятые выталкиватели 5 укладывают наружный лист 21. Проводят операцию обработки поверхностей полуфабриката и листа ионным разрядом как было описано выше (фиг. 5).
Штамп в камере вакуумируют, нагревают, закрывают. Газом, вводимым через отверстие газеввода 8, производят калибровку и диффузионную сварку листов 15 и 21 (фиг. 6). При калибровке обратный набор 23 металла идет на формирование угла, что исключает разрыв металла в этом месте.
При этом также через каналы 11 и 12 подается соответствующее уравновешивающее давление газа на и под диафрагму 10.
Штамп охлаждают, раскрывают и удаляют готовое изделие для последующей обработки.
Технико-экономическая эффективность обеспечивается за счет следующего: расширение технологических возможностей - за счет изготовления ячеистых панелей высокой конструктивной прочности, улучшение качества - за счет возможности осуществления диффузионной сварки по ребрам с помощью упругой ячеистой диафрагмы, обеспечение технологичного манипулирой
вания заготовками и полуфабрикатом - за счет установки ложементов с собственным приводом, обеспечивающим их остановку и перемещение независимо от хода подвиж5 ной половины штампа, предотвращение брака из-за разрыва углов ячеек заготовки при формовке - за счет установки вкладышей с пазами.
Форму л а изо бретени я
10 1. Устройство для изготовления многослойных листовых панелей, содержащее штамп, выполненный из неподвижной половины, установленной на основании, и подвижной половины, от л и ч а ю щйе с я тем,
15 что, с целью повышения качества сварного соединения и расширения технологических возможностей, оно снабжено узлом для ионной очистки, установленным между неподвижной и подвижной половинами штам- 20 па с возможностью перемещения перпендикулярно оси устройства, ячеистой диафрагмой, закрепленной на внутренней стороне подвижной половины штампа, и ложементами для одной из деталей, располо25 женными вне штампа с возможностью перемещения вдоль оси устройства, а также формообразующими планками, установленными на основании внутри неподвижной половины шатуна, причем ячейки диафраг30 мы выполнены выпуклыми и высотой, превышающей их предельную упругую деформацию.
2. Устройство по п. 1, о т л и ч а ю щ е е- 35 с я тем, что на основании установлены сферические вкладыши с пересекающимися пазами, а формообразующие планки установлены в этих пазах.
Фиг. 5
в
/
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ ЯЧЕИСТАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2440205C2 |
| Слоистая конструкция из алюминиевых сплавов | 1990 |
|
SU1745469A1 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2050239C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ КОНСТРУКЦИИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 1995 |
|
RU2103132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2018427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2537980C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ ИЗ ТИТАНО-АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2598747C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ТИПА ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2548834C1 |
Изобретение относится к обработке металлов давлением, позволяет повысить качество сварного соединения и может быть использовано для изготовления трехслой- ных листовых панелей из алюминиевых сплавов. Устройство содержит вакуумную камеру со штампом, узел для ионной очистки. Обрабатываемый лист устанавливают на ложементах, расположенных вне штампа и имеющих возможность перемещения вдоль оси устройства с помощью штоков. В неподвижной половине штампа установлены планки, образующие решетку и служащие для формовки листа. В подвижной половине штампа закреплена ячеистая диафрагма, причем ячейки диафрагмы выполнены выпуклыми высотой, превышающей их предельную упругую деформацию. В местах пересечений планок в их нижней части установлены сферические вкладыши для набора металла заготовки. Для подачи газа в устройстве имеются каналы. Удаление заготовки из штампа осуществляется выталкивателями. 1 з.п. ф-лы, 6 ил.
| Патент США N 4483478, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
