Фиг.1
Изобретение относится к обработке металлоз.давлением, а именно к штамповку деталей из труб, и может быть использовано в авиационной и смежных отраслях промышленности.
Целью изобретения является расширение технологических возможностей путем изготовления элемента жесткости на тонкостенных трубах.
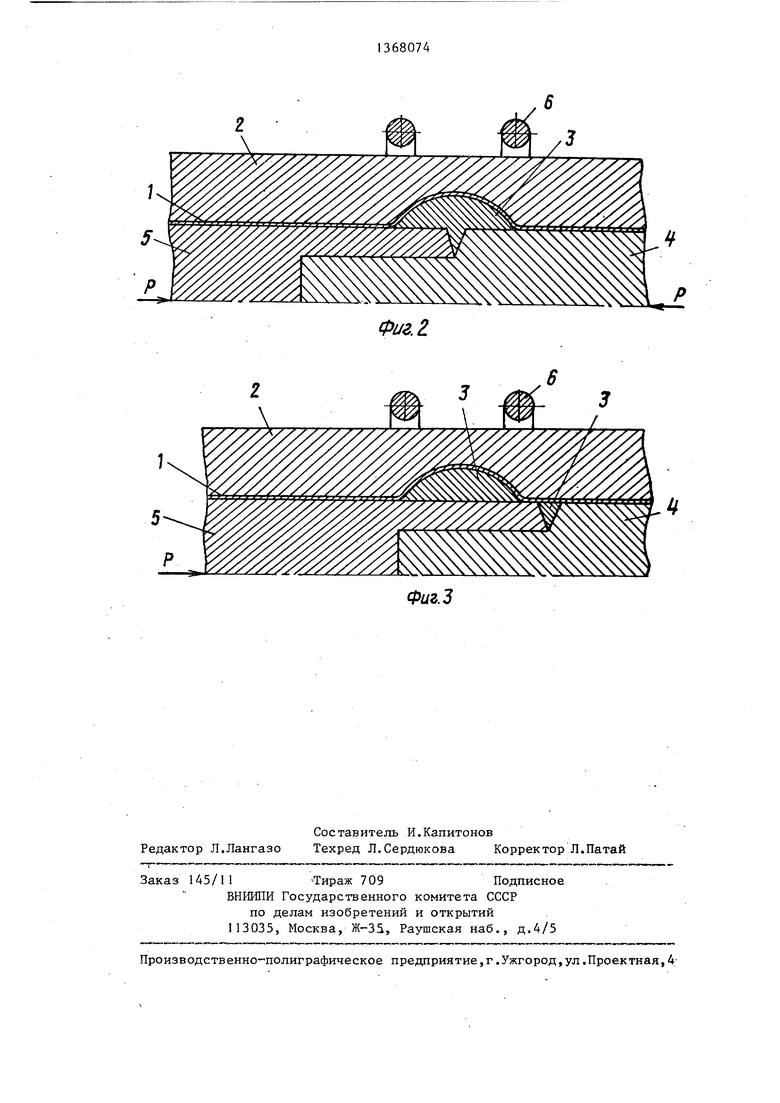
На фиг.1 представлена схема устройства до деформирования; на фиг.2 то же, после формовки материала вкладыша совместно с заготовкой; на фиг.З - то же, после сдвига пуансонов в осевом направлении для среза облоя элемента жесткости.
Исходную заготовку 1 (фиг.1), в качестве которой используется тонкостенная труба, помещают в матрицу 2, затем во внутреннюю полость трубы напротив выпучины в матрице помещают вкладыш 3 и пуансоны 4 и 5. Далее производят нагрев до состояния сверхпластичности нагревателями 6, затем усилием сжатия пуансонами формуют материал вкладыгаа совместно с заготовкой до заполнения ими формы матрицы с последзгющей выдержкой в режиме диффузионной сварки (фиг.2). По окончании формовки-сварки сдвигают пуансоны в осевом направлении и срезают облой элемента жесткости (фиг.З)
Пример. получения кольцевого элемента жесткости с высотой утолщения 3 мм и шириной формуемого участка ГО. мм на трубе из материала ОТ 4 диаметром 70 мм и толщиной стенки 1,0 мм берется вкладьш с прямоугольным сечением из материала ОТ 4, который имеет наружный диаметр 68 мм, внутренний диаметр 63,6 мм, длину 14 мм.
Затем вкладыш и пуансоны устанавливают в трубную заготовку и все это
помещают в разъемную матрицу с предварительно нанесенным стоп-покрытием в местах, не подлежащих сварке, расположив вкладьш напротив выпучины в
матрице, устанавливают в вакуумную
камеру, прогревают до температуры 925°С и усилием кг встречных движений пуансонов формуют материал
вкладыша совместно с заготовкой до заполнения ими формы матрицы с сохранением постоянной скорости деформации материала вкладьшга , после чего вьвдерживают в течение 15 мин
в режиме диффузионной сварки, а по окончании формовки-сварки сдвигают пуансоны в осевом направлении в одну из сторон,срезая, облой элемента жесткости. Затем устройство охлаждают и
извлекают трубу из полуматриц с кольцевым элементом жесткости.
Использование предлагаемого способа позволяет получать утолщения на тонкостенных трубах, такие трубы с
наружными элементами жесткости находят большое применение в системах с избыточным давлением.
Формула изобретения
Способ изготовления на трубах кольцевых элементов жесткости путем формовки гофра в матрице, отличающийся тем, что, с целью
расширения технологических возможностей путем изготовления элемента жесткости на тонкостенных трубах, внутрь трубы в зоне формовки гофра устанавливают вкладьшг, производят, на-
грев до состояния сверхпластичности и совместно формуют материал вкла- дьш1а и заготовки с последующей выдержкой в режиме диффузионной сварки, после чего срезают облой элемента
жесткости.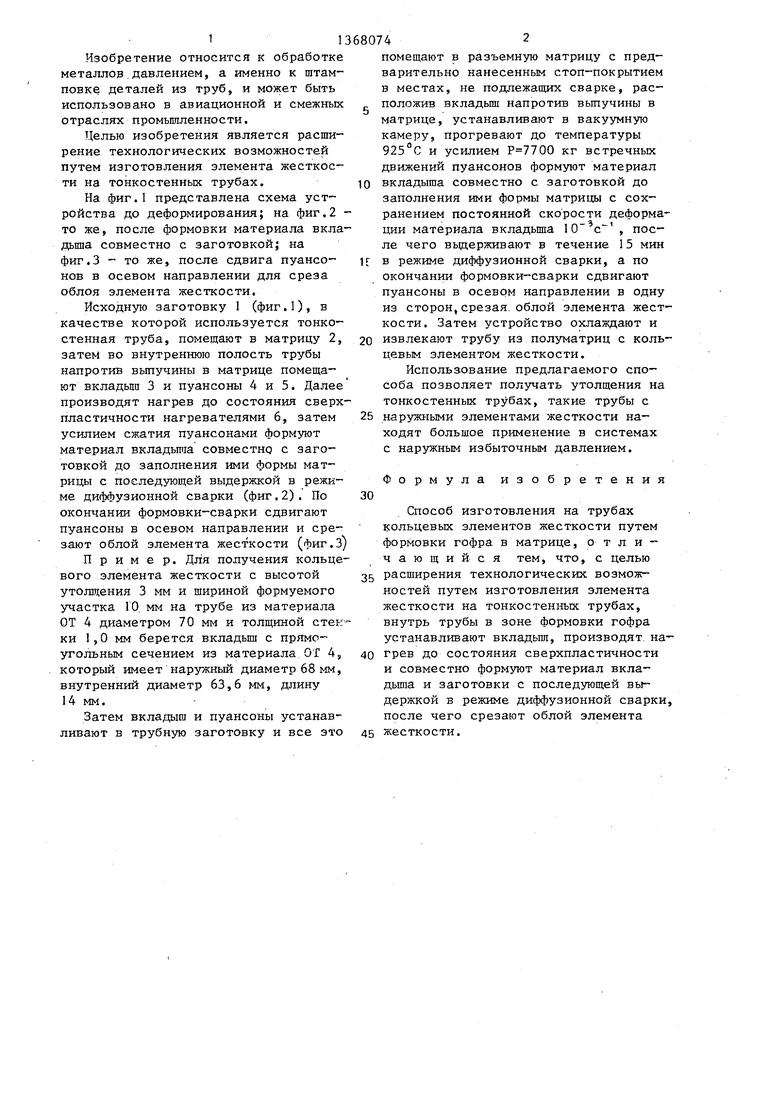
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубчатых деталей с патрубками | 1985 |
|
SU1276400A1 |
| Устройство для гидравлической штамповки тонкостенных полых деталей | 1986 |
|
SU1323154A1 |
| Способ изготовления тонкостенных крутоизогнутых патрубков и штамп для его осуществления | 1987 |
|
SU1449171A1 |
| Способ изготовления тонкостенных отводов с фланцами | 1978 |
|
SU778858A1 |
| Устройство для гидравлической штамповки полых деталей со ступенчатой осью | 1986 |
|
SU1355312A1 |
| Способ изготовления тонкостенных крутоизогнутых патрубков | 1987 |
|
SU1523226A1 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| Способ изготовления ячеистых конструкций | 1984 |
|
SU1186436A1 |
| Устройство для гидравлической штамповки полых осесимметричных цилиндрических деталей | 1986 |
|
SU1348024A1 |
| Способ изготовления полых осесимметричных тонкостенных изделий | 1984 |
|
SU1197761A1 |
Изобретение относится к обработке металлов давлением, а именно к штамповке деталей из труб и может быть использовано в аввиационной и смежных отраслях промьшшенности, Цель изобретения - расширение технологических возможностей путем изготовления элемента жесткости на тонкостенных трубах. Способ состоит в том, что формуемую трубу 1 помещают в матрицу 2. Устанавливают вкладьш 3 и пуансоны 4 и 5. Производят нагрев до состояния сверхпластичности нагревателями 6. Усилием сжатия пуансонами формуют материал вкладьппа совместно с заготовкой до заполнения ими формы матрицы с последующей выдержкой в режиме диффузионной сварки. По окончании формовки-сварки сдвигают пуйн- соны 4 и 5 в осевом направлении и срезают облой элемента жесткости. Устройство охлаждают. Извлекают трубу из полуматриц с элементом жесткости. 3 ил. i (Л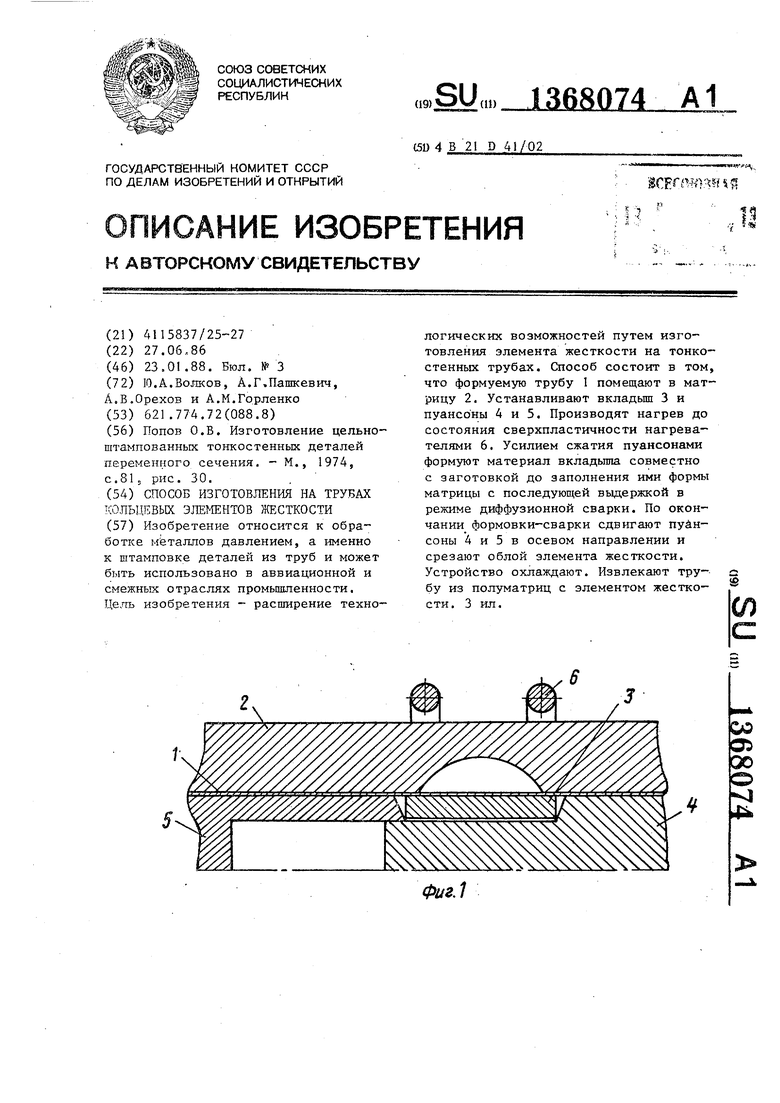
Фиг. 2.
Фиг.З
| Попов О.В | |||
| Изготовление цельно- штампованных тонкостенных деталей переменного сечения | |||
| - М., 1974, С.81, рис | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| , | |||
