Изобретение относится к сварке, а более конкретно к конструкции центра торов для сборки труб для сварки их встык, и может быть использов ана в различных областях машиностроения при изготовлении изделий, содержащих большое количество стыков.
Цель изобретения - повьшение производительности путем упрощения процесса сборки.
Поставленная цель достигается тем, что гибкие фиксирующие элементы смонтированы с возможностью изменени длины, а втулки, на которых закреплены их концы, имеют возможность осево го перемещения.
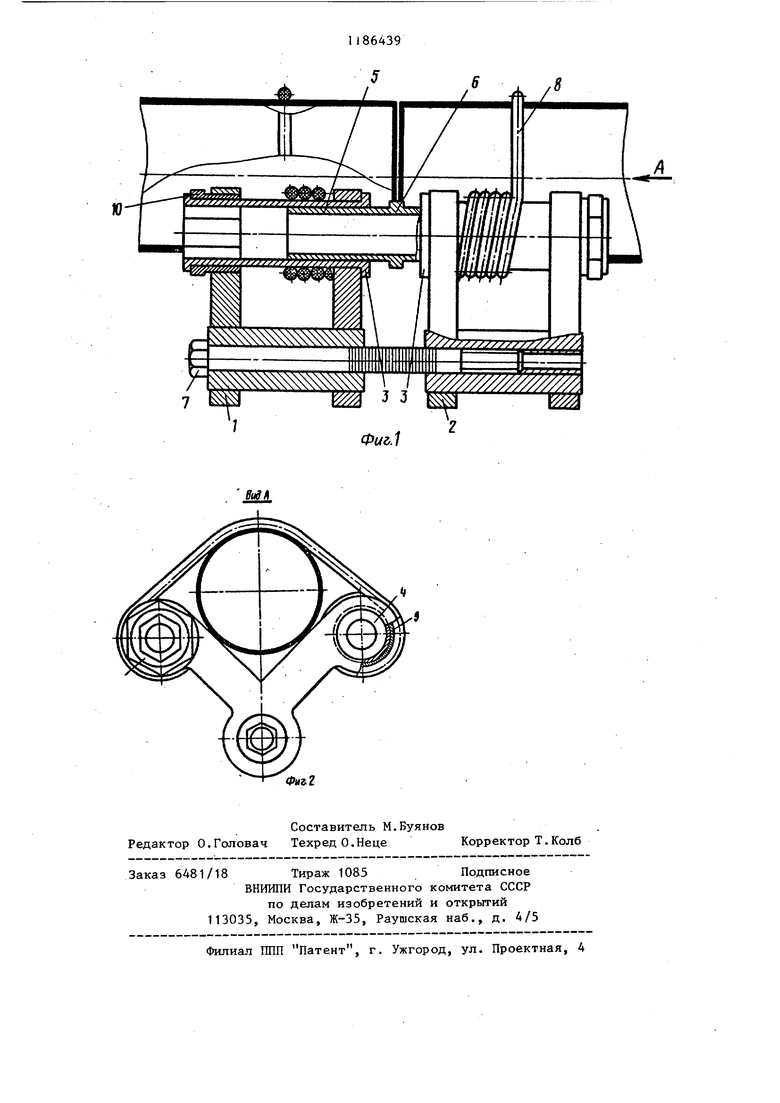
На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг.2вид А на фиг, 1.
Центратор сбррки труб под сварку содержит поддерживающую систему, выполненную в виде двух U -образных призм 1 и 2, в каждой из которых в верхних частях с возможностью аращения установлены две пары барабанов 3 и 4. В каждой паре барабанов 3 и 4 размещены внутренние втулки 5 с буртиком 6, выполненным в средней части. Механизм регулирования зазора между стыкуемыми трубами, выполненны в виде болта 7 с нанесенной на нем микрометрической шкалой, пропущенного через отверстие выполненное в нижней части U -образной призмы 1 и ввернутого в резьбовое отверстие, выполненное в нижней части U -образной призмы 2. Механизм фиксации труб выполнен в виде гибких фиксирующих элементов 8, одни концы которых закреплены на наружных втулках 9, установленных на барабанах 4 с возможностью вращения и осевого перемещения, а другие концы жестко закреплены на барабанах 3. Последние снабжены стопорным механизмом, выполненным в виде контргайки 10, размещенной между барабанами и U -образными призмами.
Центратор для сварки встык торцов труб работает следующим образом.
Ослабив зажим гибких элементов 8 путем завинчивания контргайки 10, разматывают гибкий элемент 8 на длину, необходимую для пропускания между гибкими элементами 8 и D-образньи-ш призмами 1 и 2 стыкуемых труб. После установки стыкуемьк труб на и -образные призмы 1 и 2 производят их фиксацию путем вращения барабанов 3. После фиксации труб вывинчиванием втулки 10 производят стопоре1ние барабанов. Вращением болта 7 на необходимое количество оборотов (руководствуясь при этом показаниями нанесенной на болту 7 микрометрической щкалы) производят стыковку труб под сварку. После сварки путем завинчивания втулки 10 освобождают барабаны 3, разматывают гибкие элементы 8, освобождают сваренную трубу и вынимают ее из центратора, после чего центратор готов для сварки следующего стыка.
Использование предлагаемого устройства позволяет упростить конструкцию центратора, повысить его быстродействие при установке и регулировке и, следовательно, повысить производительность сварки.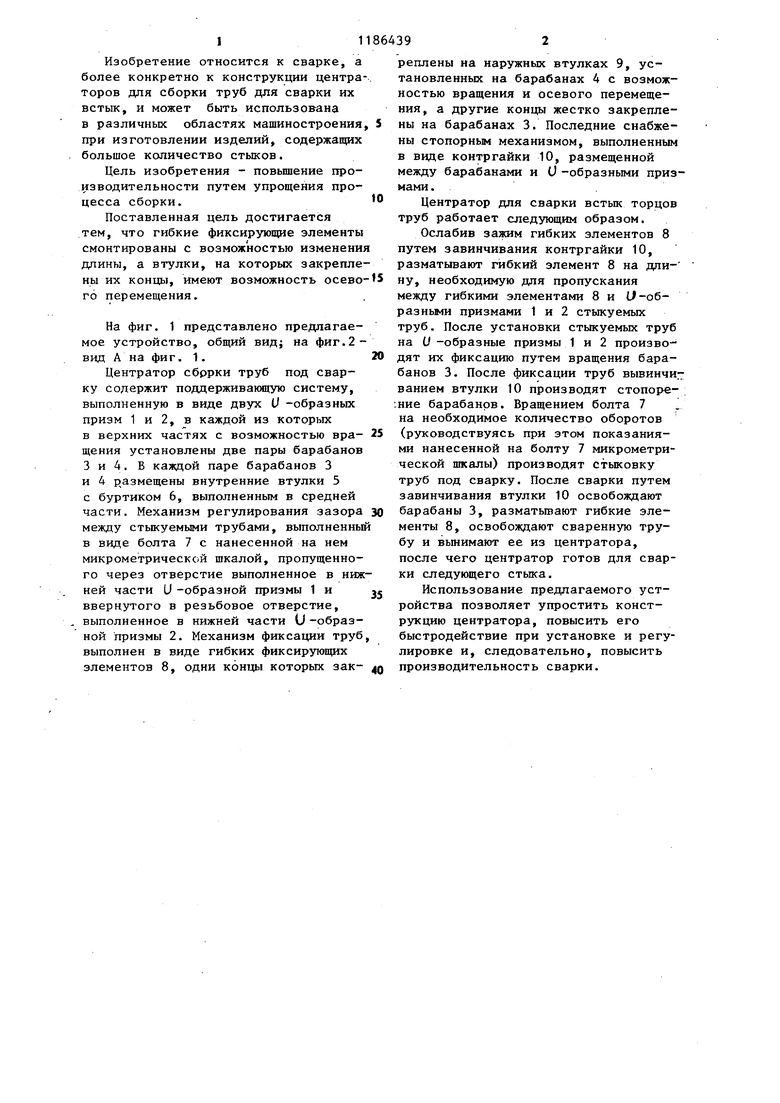
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для сборки труб | 1990 |
|
SU1773652A1 |
| Устройство для сборки под сварку деталей | 1980 |
|
SU863283A1 |
| Устройство для автоматической приварки штуцеров | 1981 |
|
SU959960A1 |
| Устройство для центрирования трубпРи СТыКОВКЕ пОд СВАРКу | 1979 |
|
SU846206A1 |
| Способ сборки труб под сварку | 1983 |
|
SU1113230A1 |
| ТРУБА С ВНУТРЕННИМ ПОКРЫТИЕМ И ЦЕНТРАТОР ДЛЯ ИХ СБОРКИ ПОД СВАРКУ В ТРУБОПРОВОД | 2003 |
|
RU2245479C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ ПРИ СТЫКОВКЕ ПОД СВАРКУ | 2006 |
|
RU2295432C1 |
| Индукционно-нагревательное устройство | 1990 |
|
SU1712102A1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ РЕГУЛИРУЕМЫЙ СОЕДИНИТЕЛЬ-АТТЕНЮАТОР | 2002 |
|
RU2244329C2 |
1. ЦЕНТРАТОР ДЛЯ СБОРКИ ТРУБ ПОД СВАРКУ, содержащий поддерживающую систему, выполненную в виде двух U-образных призм, связанных между собой винтовой стяжкой с ограничителем осевого перемещения, и гибкие фиксирующие элементы, о тличающийся тем, что, с целью повышения производительности путем упрощения процесса сборки, он снабжен двумя парами барабанов, двумя внутренними, двумя наружными втулками и двумя контргайками, барабаны попарно смонтированы на концах (J -образных призм с возможностью вращения, внутренние втулки установлены с возможностью взаимодействия с одной парой барабанов, смонтированных на концах U -образных призм, расположенных по одну сторону от продольной оси центратора, контргайки установлены на барабанах с возможностью взаимодействия с торцами и -образных призм, наружные втулки смонтированы на другой паре барабанов, установленных по другую сторону от продольной оси центратора с возможностью вращения и осевого перемещения, при сл этом концы гибких фиксирующих элементов жестко закреплены соответственно на паре барабанов, расположенных по одну сторону от продольной оси центратора, и на наружных втулках противоположных барабанов. 00 2. Центратор по п. 1, отлиа чающийся тем, что ограничи тель осевого перемещения выполнен 00 в виде буртика, расположенного в. средней части внутренних втулок. :о 3. Центратор по п. 1, отличающийся тем, что винтовая стяжка выполнена в виде болта, снабженного микрометрической шкалой.
| Сварка в машиностроении | |||
| Справочник под ред | |||
| Винокурова В.А | |||
| т.З, Машиностроение, 1979, с | |||
| СТЕРЕООЧКИ | 1920 |
|
SU291A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ЦЕНТРОВКИ ТРУБ | 0 |
|
SU238702A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
