Изобретение относится к технологии изготовления сварных металлических конструкций и может быть использовано в мостостроении, промышленном и гражданском строительстве.
Известен способ изготовления сварной балки, заключающийся в сборке балки, прикреплении пояса балки к стенке с помощью прихваток (коротких сварных швов), перемещении балки к сварочному стенду, сварке балки, перемещении балки к устройствам для правки грибовидности и правки грибовидности (Е.Л.Воронов, Л.Ф.Колесниченко. «Оборудование заводов металлических конструкций». М., Машиностроение, 1981, с.159).
Недостатком способа является то, что сварные высокопрочные соединения мостовых сталей получаются дефектными.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ изготовления сварной балки, содержащий операции сборки балки на прихватках, предварительного подогрева зоны сварочного шва перед сваркой и ликвидации остаточных деформаций грибовидности (Е.Л.Воронов, Л.Ф.Колесниченко. «Оборудование заводов металлических конструкций». М., Машиностроение, 1981, с.159).
Недостатком способа является его высокая трудоемкость.
Задача предлагаемого изобретения заключалась в снижении трудоемкости и энергоемкости процесса изготовления сварных металлических конструкций.
Для достижения указанного технического результата в способе изготовления сварной балки, включающем сборку пояса и стенки балки на прихватках, предварительный подогрев зоны сварного шва перед сваркой и сварку, предварительный подогрев зоны сварного шва перед сваркой осуществляют с внешней стороны пояса напротив стенки балки нагревательным устройством с образованием предварительного выгиба с отрицательными угловыми деформациями, а сварку осуществляют сварочным устройством, которое располагают последовательно с нагревательным на расстоянии от него, при котором через интервал времени Δτ=τ2-τ1 температура на внешней и внутренней стороне пояса балки и температура в стенке балки в месте ее примыкания к поясу выравнивается и находится в интервале между максимально и минимально допустимыми значениями в зависимости от поперечного сечения балки, толщины сварного шва и мощности нагревательного устройства, где τ1 - время после проведения предварительного подогрева зоны сварного шва, через которое температура на внешней и внутренней стороне пояса балки и температура в стенке балки в месте ее примыкания к поясу снижается до максимально допустимой, τ2 - время после проведения предварительного подогрева зоны сварного шва, через которое температура на внешней и внутренней стороне пояса балки и температура в стенке балки в месте ее примыкания к поясу снижается до минимально допустимой, при этом после наложения шва с одной стороны стенки балку немедленно перекантовывают и заваривают шов с другой стороны стенки, полностью приваривая пояс.
Кроме того, сварочное устройство может быть расположено на расстоянии от нагревательного, при котором время τ1 равно 3 мин, а интервал времени Δτ равен 20 мин.
Сущность изобретения поясняется чертежами, где
на фиг.1 изображен общий вид стенда для сварки, в аксонометрии;
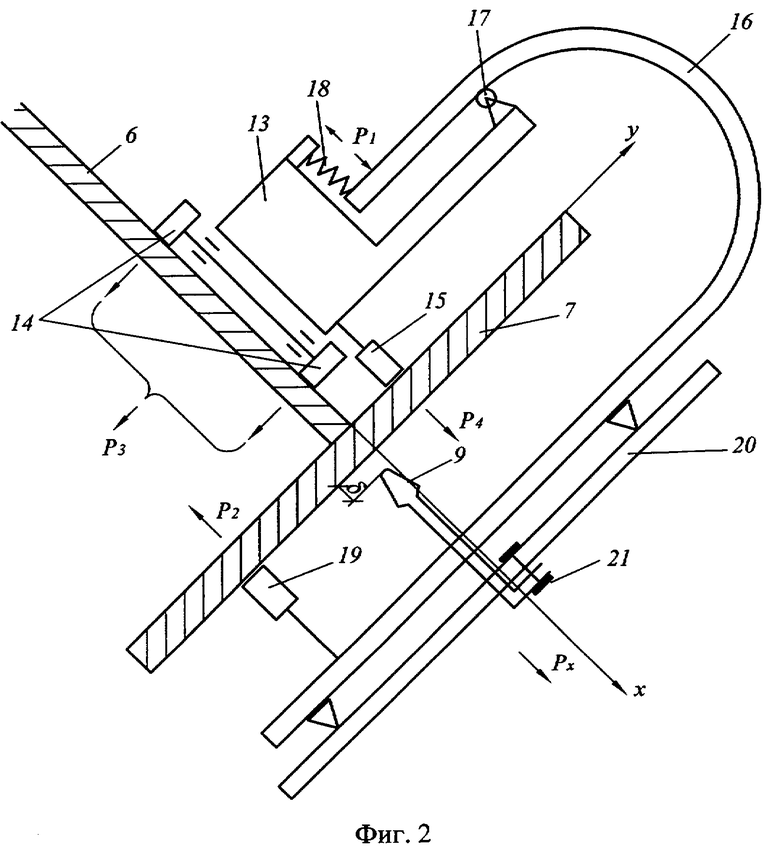
на фиг.2 представлена схема устройства для нагрева балки с внешней стороны ее пояса;
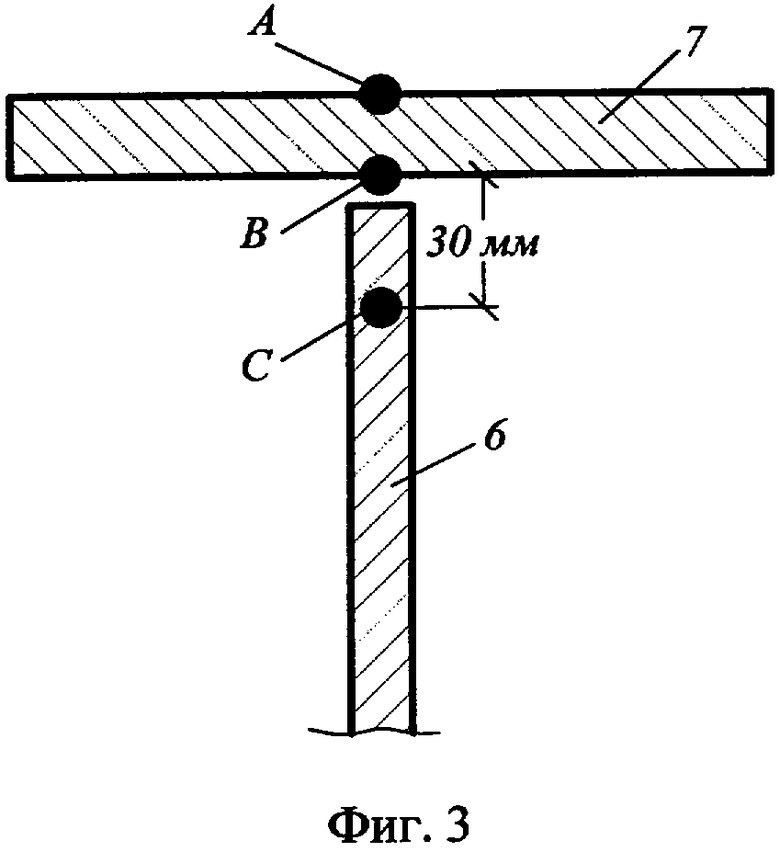
на фиг.3 представлена схема расположения характерных точек поперечного сечения свариваемой балки, по которым определяется технологический процесс;
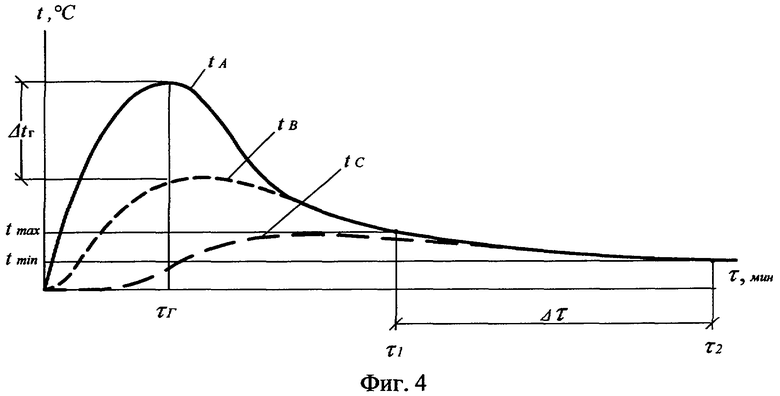
на фиг.4 представлены графики изменения во времени температуры в характерных точках поперечного сечения балки (см. фиг.3);
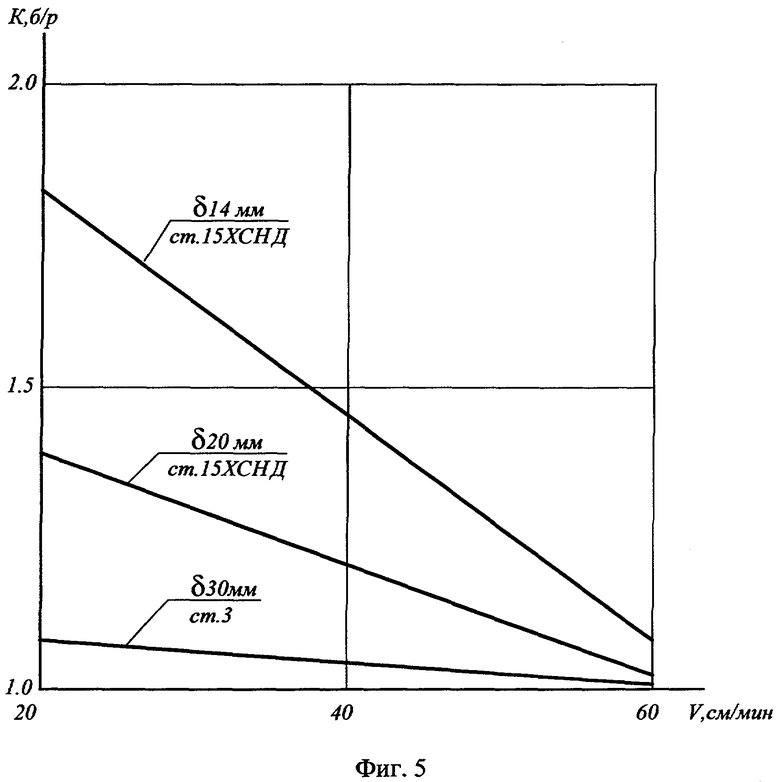
на фиг.5 представлены графики зависимостей соотношения эффективности деформирования отдельного листа и тавра.
Сущность способа заключается в следующем.
На сборочном стенде собирают балку. Пояса к стенке прикрепляют с помощью коротких сварочных швов - «прихваток». Далее собранную балку с помощью устройства для подъема, транспортировки и перекантовки свариваемых балок устанавливают на стенд для сварки балок. Производят предварительный подогрев зоны сварного шва перед сваркой с внешней стороны пояса напротив стенки балки нагревательным устройством с образованием предварительного выгиба с отрицательными угловыми деформациями. Сварку производят сварочным устройством, которое располагают последовательно с нагревательным на таком расстоянии от него, при котором через интервал времени Δτ=τ2-τ1 температура на внешней и внутренней стороне пояса балки и температура в стенке балки в месте ее примыкания к поясу выравнивается и находится в интервале между максимально и минимально допустимыми значениями.
τ1 - время после проведения предварительного подогрева зоны сварного шва, через которое температура на внешней и внутренней стороне пояса балки и температура в стенке балки в месте ее примыкания к поясу снижается до максимально допустимой, τ2 - время после проведения предварительного подогрева зоны сварного шва, через которое температура на внешней и внутренней стороне пояса балки и температура в стенке балки в месте ее примыкания к поясу снижается до минимально допустимой. Интервал между максимально и минимально допустимыми значениями температуры зависит от поперечного сечения балки, толщины сварочного шва и мощности нагревательного устройства. После наложения шва немедленно (не допуская остывания зоны сварки) перекантовывают балку и заваривают шов с другой стороны стенки, т.е. полностью приваривают один пояс, а далее в том же порядке приваривают второй пояс.
Стенд для сварки балок содержит опоры 1 с наклонными опорными элементами 2, на которых смонтированы упоры 3 для установки собранных на прихватках балок 4, устройство 5 для сварки швов между стенкой 6 и поясом 7 балки 4, механизированное нагревательное устройство 8, которое производит нагрев с внешней стороны пояса 7 с помощью нагревателя 9, приспособление 10 для въезда на балку 4 и приспособление 11 для съезда с балки 4, устройство 12 для подъема, транспортировки и перекантовки свариваемых балок. В качестве устройства 5 для сварки может использоваться обычный сварочный автомат. В качестве механизированного нагревательного устройства 8 могут использоваться различные технические решения. Например, само устройство может располагаться с внешней стороны пояса 7 балки и перемещаться по рельсам в заданном направлении. Однако рекомендуется для этой цели использовать модернизированный вариант устройства для правки грибовидности (а.с. №580027), уже в течение многих лет оправдавшего себя в практике.
Предлагаемое механизированное нагревательное устройство 8 состоит из корпуса 13 с опорными роликами 14, устанавливаемого на стенку 6 свариваемой балки, прижимного ролика 15, упирающегося в пояс 7 свариваемой балки, коромысла 16, огибающего пояс, прикрепленного к корпусу в одной точке по высоте посредством шарнира 17 и соединенного с корпусом 13 в другой точке по высоте пружиной 18 растяжения, и нагревателя 9. В корпусе 13 размещены электродвигатель с редуктором и система для регулировки скорости перемещения. Электродвигатель через редуктор соединен с опорными роликами и обеспечивает с помощью их перемещение нагревательного устройства. Коромысло 16 с внешней стороны пояса балки снабжено упорной системой 19, содержащей упорные ролики, непосредственно упирающиеся в пояс 7 балки под действием пружины 18. На коромысле 16 смонтировано регулировочное устройство для регулировки положения нагревателя 9 по высоте пояса 7 относительно стенки 6. Оно содержит направляющий стержень 20, на котором закрепляют нагреватель 9 с помощью стопорного винта 21.
На фиг.1 приведены также следующие обозначения: позицией 22 обозначены газовые шланги для горелки нагревателя 9, позициями 23 и 24 - подводящие электропровода соответственно для нагревательного 8 и для сварочного 5 устройств, позицией 25 - траектория движения сопла газовой горелки, буквой «S» обозначено расстояние между нагревательным 8 и сварочным 5 устройствами, буквой «V» - скорость движения нагревательного устройства 8, буквой «β» - угловые деформации пояса балки после прохода механизированного нагревательного устройства, буквой «b» - ширина полосы нагрева при траектории 25 движения сопла горелки.
На фиг.2 буквами P1, Р2, Р3, P4 и Рх обозначены силы, возникающие в системе «балка - механизированное нагревательное устройство» после ввода в действие пружины 18.
На фиг.3 точки А и В расположены по оси стенки балки соответственно на внешней и внутренней поверхности пояса 7 балки, точка С - в стенке 6 балки, на расстоянии 30 мм от внутренней поверхности пояса 7.
На фиг.4 по вертикальной оси показана температура нагрева tA, tB, tC (соответственно в точках А, В, С на фиг.3), по горизонтальной - время в минутах от момента прохода соплом горелки расчетного сечения. Позициями τг, τ1, τ2 обозначены соответственно время максимального нагрева в точке А, максимально и минимально допустимого нагревов в точках В и С. Позициями tmax, tmin, Δtг обозначены максимально и минимально допустимые температуры нагрева в точках В и С, перепад температур между точками А и В в момент τг.
Предлагаемый способ изготовления балок изменяет порядок предварительного подогрева зоны наложения сварного шва, поскольку нагрев производится с внешней стороны пояса, а не с внутренней, как обычно. В момент наложения сварного шва температуры металла (см. фиг.3 и 4) в точке А (на внешней стороне пояса 7), точке В (на внутренней стороне пояса 7) и в точке С (в стенке 6 на расстоянии примерно 30 мм от внутренней поверхности пояса 7) должны быть примерно равны и быть в интервале между максимальным (tmax) и минимальным (tmin) значениями, допускаемыми действующими техническими условиями. Если рассматривать отдельно любое поперечное сечение по длине балки (фиг.3) и принять за «0» момент времени, в который сопло горелки проходит это сечение, то характер изменения во времени температуры в точках А, В и С (соответственно температуры tA, tB и tC) приведен на фиг.4. В момент τг, т.е. когда достигается максимальный нагрев в точке А, образуются остаточные пластические деформации за счет перепада температур Δtг, которые после выравнивания температур по сечению пояса 7 приводят к формированию остаточных угловых деформаций «β» (фиг.1). После наложения сварного шва деформации «β» ликвидируются (в пределах допуска), так что остаточные деформации грибовидности отсутствуют.
Выигрыш в данном случае определяется двумя моментами. Во-первых, тепловложение при создании предварительного выгиба «β» меньше, чем при правке грибовидности той же величины (см. фиг.5). На фиг.5 приведены зависимости коэффициента «K» от скорости перемещения горелки по элементу для создания деформаций грибовидности. После нагрева опытного элемента измерялась величина угловой деформации «β». Нагрев производился для разных сталей и толщин листа. Коэффициент «K» показывает соотношение угловых деформаций свободного листа и листа с приваренной стенкой (т.е. тавра). Для получения «K» была проведена серия парных нагревов для одной и той же скорости движения горелки (свободный лист и тавр). Мощность горелки принималась равной примерно 3200 кал/сек (т.е. обычно применяющейся для этих целей). Из графиков на фиг.5 видно, что в свободном листе угловую деформацию «β» до двух раз получить легче, чем в тавре. Во-вторых, тепловложение для предварительного выгиба используется одновременно и для предварительного подогрева (т.е. не вкладывается дважды).
По мере удаления нагревательного устройства 8 от расчетного сечения на расстояние «S» температуры в точках А, В, С начинают выравниваться. Сварочное устройство 5 может производить сварку в интервале времени Δτ=τ2-τ1, когда указанные температуры находятся ниже tmax и выше tmin.
Значения τ1, τ2 и другие параметры определяют расчетом в зависимости от размеров поперечного сечения, толщины сварочных швов, мощности нагревателя и т.п.
Для проверки способа была осуществлена сварка балки в опытных условиях.
Балку 4 собирали на сборочном стенде. Пояса 7 к стенке 6 прикрепляли с помощью коротких сварных швов - «прихваток». Далее собранную балку с помощью устройства 12 для подъема, транспортировки и перекантовки свариевамых балок устанавливали на стенд для сварки балок, размещая балку на наклонных опорных элементах 2, при этом балка удерживалась от сползания вниз за счет упоров 3. Далее к балке устанавливали въезд 10 и съезд 11. Прогрев устройством 8 и сварку устройством 5 осуществляли последовательно с некоторым разрывом «S», определяемым по расчету. После наложения шва немедленно (не допуская остывания зоны сварки) перекантовывали балку и заваривали шов с другой стороны стенки, т.е. полностью приваривали один пояс, а далее в том же порядке приваривали второй пояс.
Механизированное нагревательное устройство устанавливали опорными роликами 14 на стенку 6 свариваемой балки. В момент установки прижимную пружину 18 ослабляли или снимали, что позволило свободно устанавливаться коромысловой части 16. Мощность пружины 18 подбиралась таким образом, чтобы при наклонном положении свариваемой балки упорная система 19 была прижата к поясу 7, т.е. прижимающая сила Р2 должна быть больше «отрывающей» составляющей Pх, возникающей от веса навесной части устройства (присоединенной к коромыслу 16) и силы действия газовых шлангов 22 и проводов 23. Таким образом, сила растяжения P1 в пружине 18 должна была быть таковой, чтобы прижимающие к стенке 6 и поясу 7 силы P2, Р3, P4 были такими, при которых обеспечивалась стабильность положения нагревательного устройства 8 относительно свариваемой балки 4, при этом сопло нагревателя 9 всегда будет при движении точно повторять положение оси стенки 6, несмотря на всегда существующие отклонения оси стенки от оси пояса. Это очень важно, так как при отклонении центра сопла от оси стенки будет асимметричный нагрев, приводящий к образованию деформаций перекоса пояса относительно стенки.
Таким образом, после проведения сборки таврового элемента на электроприхватках был выполнен нагрев полосы горелкой ГЗУ. Так как пояс балки не жестко закреплен со стенкой, то нагрев полосы на поясе вызывает достаточно большую остаточную угловую деформацию. В нашем случае для листа пояса толщиной 16 мм (сталь марки 10ХСНДА) ширина полосы нагрева составляла 50 мм, максимальная температура нагрева 750°С. Остаточная угловая деформация составила β=-1,6%. Затем был заварен первый угловой шов по стандартной технологии: полуавтоматической сваркой в смеси защитных газов (Iсв=160-180 А, Uсв=25-26 B, катет шва 8 мм). Угловая деформация стала равна β=-0,59%. После сварки второго углового шва β=0,1%. Как видно, после сварки двух угловых швов пояс балки из отрицательной угловой деформации перешел в положительную, причем находящуюся в допуске по остаточной деформации грибовидности.
Значения S, τ1 и τ2 составили соответственно 4,3 м, 5 мин, 17 мин.
При использовании предлагаемого способа изготовления сварных балок достигается выигрыш в двух направлениях.
Во-первых, в процессе сварки удается исключить одну из трех технологических операций. Обычно производится три операции: предварительный подогрев зоны сварки, сварка и правка остаточных деформаций грибовидности. В предложенном способе предварительный подогрев делается по другой схеме, что позволяет создать предварительный выгиб пояса. После сварки остаточных деформаций грибовидности либо нет, либо они находятся в пределах допуска.
Во-вторых, возможно снижение общих затрат энергии, если раньше правка грибовидности осуществлялась термическим способом. Если же правка грибовидности осуществлялась холодным способом, то данный способ позволяет ликвидировать целые участки цехов с оборудованием для холодной правки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двутавровых балок | 1984 |
|
SU1328125A1 |
| Способ сборки и сварки двутавров | 1984 |
|
SU1186441A1 |
| Способ сборки и сварки коробчатых элементов с внутренними диафрагмами | 1983 |
|
SU1136916A1 |
| УЗЕЛ РЕШЕТЧАТОЙ СКВОЗНОЙ ФЕРМЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2407852C1 |
| СПОСОБ СООРУЖЕНИЯ НА ВЕЧНОЙ МЕРЗЛОТЕ СТОЛБА ОПОРЫ МОСТА | 2009 |
|
RU2455418C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОД ФЛЮСОМ ТОЛСТОЛИСТОВЫХ МОСТОВЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2301135C1 |
| Способ изготовления сварных оболочковых конструкций | 1988 |
|
SU1609531A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОСТОВЫХ БЕТОННЫХ ОПОР | 2000 |
|
RU2165491C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 2016 |
|
RU2670828C9 |
| СПОСОБ СВАРКИ РАМЫ МИКРОАВТОМОБИЛЯ КАРТ | 2023 |
|
RU2825352C1 |
Изобретение относится к технологии изготовления сварных металлических конструкций типа балок и может быть использовано в мостостроении, промышленном и гражданском строительстве. Собирают пояс (7) и стенку (6) балки (4) на прихватках. Осуществляют предварительный подогрев зоны сварного шва перед сваркой с внешней стороны пояса (7) напротив стенки (6) балки нагревательным устройством (8) с образованием предварительного выгиба с отрицательными угловыми деформациями. Сварку осуществляют сварочным устройством (5), которое располагают последовательно с нагревательным (8) на расстоянии от него (S). Расстояние (S) характеризуется интервалом времени Δτ=τ2-τ1, через который температура на внешней и внутренней стороне пояса балки и температура в стенке балки в месте ее примыкания к поясу выравнивается и находится в интервале между максимально и минимально допустимыми значениями в зависимости от поперечного сечения балки, толщины сварного шва и мощности нагревательного устройства, где τ1 - время после проведения предварительного подогрева зоны сварного шва, через которое температура на внешней и внутренней стороне пояса балки и температура в стенке балки в месте ее примыкания к поясу снижается до максимально допустимой, τ2 - время после проведения предварительного подогрева зоны сварного шва, через которое температура на внешней и внутренней стороне пояса балки и температура в стенке балки в месте ее примыкания к поясу снижается до минимально допустимой. После наложения шва с одной стороны стенки балку немедленно перекантовывают и заваривают шов с другой стороны стенки, полностью приваривая пояс. 1 з.п. ф-лы, 5 ил.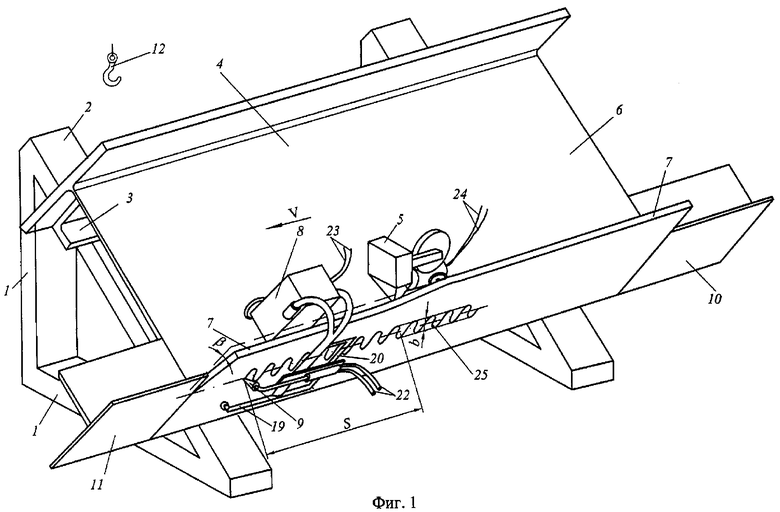
| КОЛЕСНИЧЕНКО Л.Ф | |||
| и др | |||
| Оборудование заводов металлических конструкций | |||
| - М.: Машиностроение, 1981, с.156-160 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ БАЛКИ КОРОБЧАТОГО СЕЧЕНИЯ | 1990 |
|
RU2025162C1 |
| Способ изготовления сварных двутавровых балок | 1988 |
|
SU1609593A1 |
| SU 1185441 A, 23.10.1985 | |||
| Способ приготовления блочного катализатора | 2023 |
|
RU2825302C1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

