1 Н:)обрете,нис относится к измерительно) технике и может быть использо ваяо в машиностроении и приборостроении , изобретения является повы шение точности KOHTpojiH радиальног биения фрез за счет автоматизации На чертеже показан график распределения ситналов акустической эмиссии (ЛЭ) при резанр И торцовой (|зрезо, име101;1;ей биение. CJocoO заключается в том, что Б процессе реяания генерУ руются си налы ЛЭ в результате пластического деформир(Л)ания, трения и разрушения инструментом обрабатываемого магсгоиача . В резул}/га е ироведения серии экспериментов амплитудный анализ сигнллов А ) показал, что в процесс резаипя регистрируется амплитудное распределение, которое апроксимируется нормальным законом распреде ления, В резул1 тате биения фрез, что можно представить как дополнительнь;й удлр, генерируются сигналы nojTi.iiici: : i ieproor KocTH. При этом пояпл.к-тся второе амплитудное распределение, характеризуемое своей модой, от:1ичной от моды нормальног процесса р.езапия. Расстояние между модо1 амп.1 иту7и1ого распределения, являющегося следствием нормального процесса резания и модой амплитудного распределения, являющегося сл стБием биения, определяет caNry величи1 у бие1П1я фрезы. Фреза, у коTOpof отсутствует биение, генериру только одно амгглитудное распределение сиг})алоп ЛЭ. Наибольшая точность измерений бкенр;я достигается на скорости оптималь} ой для данного материала, так как при наличии физически обус ловленной скорости резания устанап ливается термодинамическое равнове сие между параметрами, характеризу щими процесс резания. П р и м е р. Выбирают 5 торцовых фрез F 175 мм с вставными зубьями (7, 18), материал режущей части ТК15К6 с известньии радиальными биениями, составляюи ими для первой фрезы 0,02 мм, для BTOpoii фрезы О,ОД «, для третей фрезы 0,06 мм, для четвертой фрезы 0,08 мм и для ПЯТ011 фрезы 0,1 мм. Обрабатывается материал ЛМгб на следующих режимах K)2 V 0,53 м/с, 5 0,83 мм/с, . 2,5 мм. Эксперименты проводятся на стан-ке FN20 завода гКВКЛК (ЧССР), имеющем высокие точностные характеристики. Датчик крепится на корпусе шпинделя фрезерного станка. Регистрируются амплитудные распределения сигналов ЛЭ, Время экспозицит - 2,56 с, Осуществля-составляетется кратковременное резание каждо) фрезой с известным биением. На фиг, 1 показана типичная картина амплитудного распределения сигнала ЛЭ при резании торцовой фрезой, имеющей биение. Расстояние между модой Л, характеризующей нормальный процесс резания, и модой Л, характеризующей процесс резания с биением, равно 70 усл. с,ч, , что соответствует биению, рапному 0,06 мм.. В таблице, показагь соответствующие определенному значению биения расстояния К между модами Л, Биение, мм 0,02 0,04 0,06 0,08 0,1 К, усл.ед, 25 Полученный тарировочный график используют для определения радиалу,ного биения фрез данного класса. Амплитудное распределение - это построение функции вида N i (Л), где А - величина амплитуды импульсов, Н - число таких амплитуд, Физическая суть регг страции биения с помощью сигналов ЛЭ заключается в том, что при резании фрезоГг, у которой отсутствует биение, генерируются сигналы ЛЭ, амплитудное рас пределение которых можно аппроксимировать нормальным законом распределения. Если фреза имеет биение это значит, что она в основном имеет то же распределение с той же модой, однако группа зубьен, которые дают биение, срезают металла больишй, чем остальные зубья, что является причиной г-енерирования допол3ннтельных сигналов, которые аппроксимировать нормальным ном, но с новой (большей по не) модой. Расстояние между можно пропорционально биению фрезы а с зако- помощью калибровки получаем биение величи- фрезы в принятых единицах измерений, модами т.е. в мм. 1 I 8 7 о I о4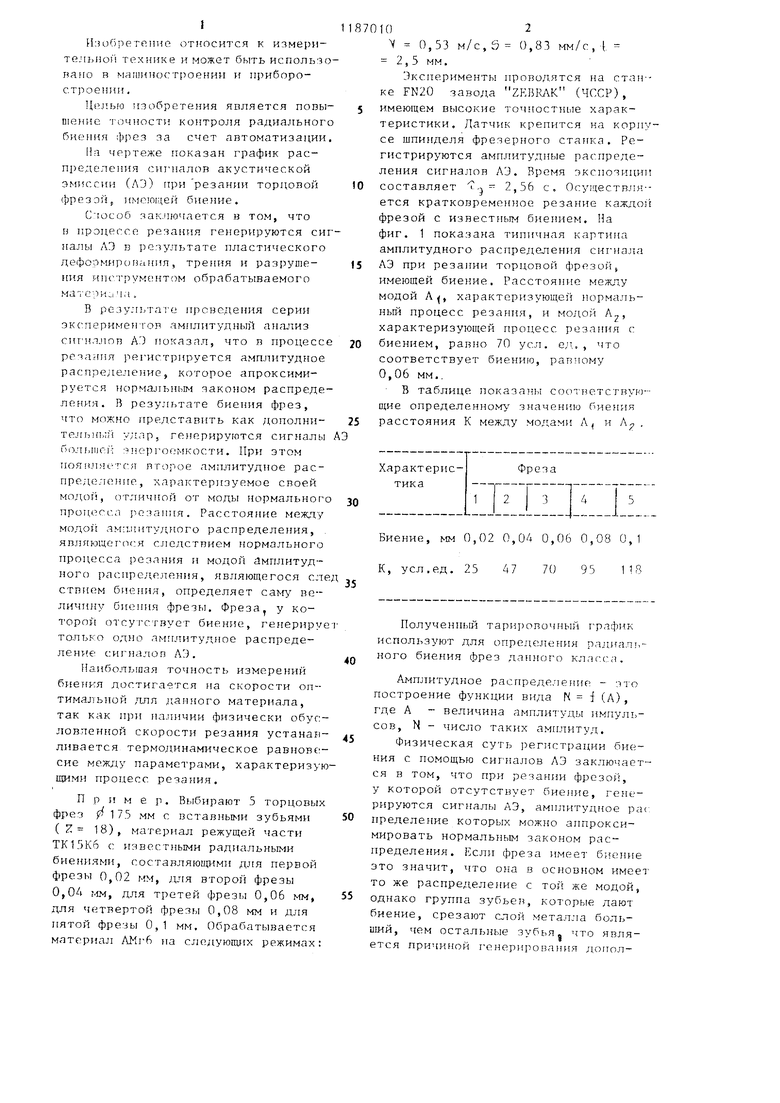
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оптимизации процесса механической обработки | 1983 |
|
SU1098674A1 |
| Способ прогнозирования стойкости режущего инструмента | 1984 |
|
SU1232380A1 |
| Способ контроля износа режущего инструмента и устройство для его осуществления | 1982 |
|
SU1038083A1 |
| Способ контроля процесса резания | 1984 |
|
SU1210994A1 |
| Способ оценки обрабатываемости материалов | 1985 |
|
SU1377675A1 |
| Способ оптимизации процесса механической обработки | 1987 |
|
SU1445861A1 |
| Способ контроля режущей способности фрезы | 1984 |
|
SU1254352A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ИСТОЧНИКОВ АКУСТИЧЕСКОЙ ЭМИССИИ В ТРУБОПРОВОДАХ | 1990 |
|
RU2010227C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ | 2013 |
|
RU2564043C2 |
| Способ обнаружения усталостных трещин образца материала | 1989 |
|
SU1741012A1 |
СПОСОБ КОНТРОШ РАДИАЛЬНОГО БЯЕНИЯ ФРЕЗ В ПРОЦЕССЕ ОБРАБОТКИ ОБРАЗЦА, заключающийся в том, что при обработке образца регистрируют параметры резания, сравнивая их с параметрами резания при обработке эталонной фрезой, отличающийс я тем, что, с целью повышения точности, образец обрабатывают на оптимальной скорости резания, регистрируют амплитудные распределения сигналов акустической эмиссии, вызванных процессом резания без биения фрезы и резанием с биением фрезы, а искомый параметр определяют по расстоянию между точками с максимальными значениями амплитуд с учетом тарировочной зависимости для эталонной фрезы.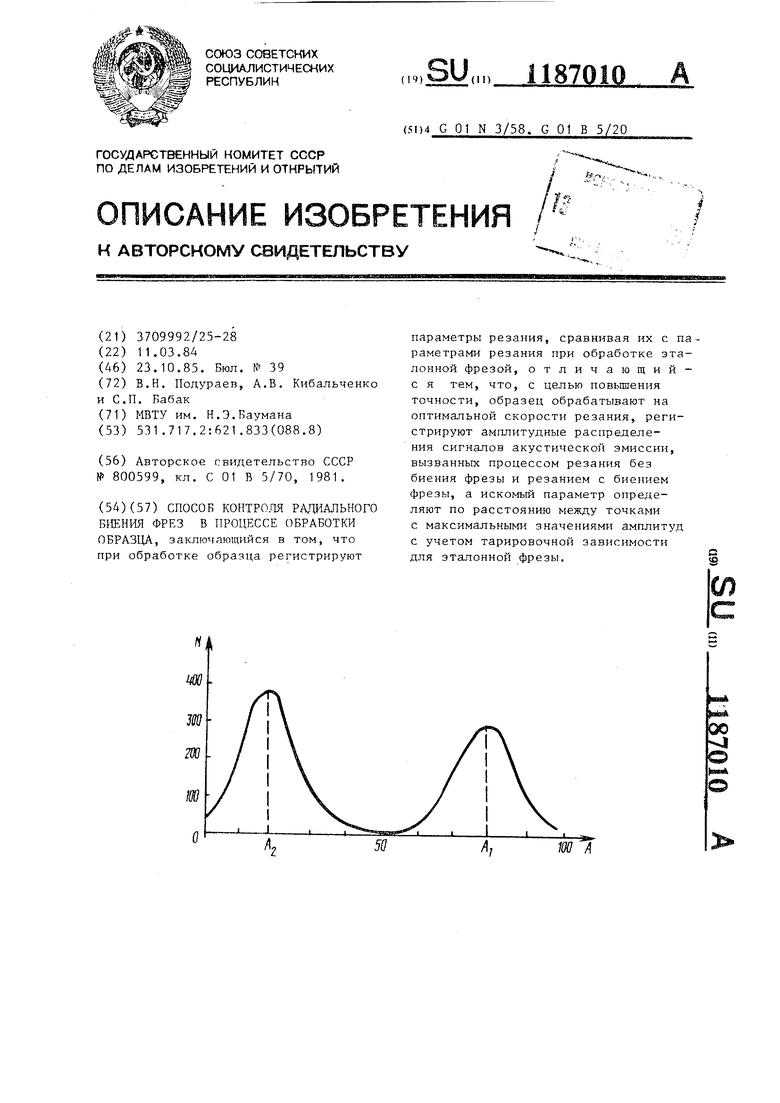
| Прибор для контроля радиальногобиЕНия фРЕз | 1979 |
|
SU800599A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
