1
Изобретение относится к области металлургии и может быть использова- . но для ускоренного охлаждения проката на холодильниках листовых станов.
На современных листовых станах лист толщиной 5-50 мм охлаждают на холодильнике ца воздухе, с интенсифшсацией процесса подачей воздуха в приямок под холодильник.
При таком способе охлаждения не обеспечивается соответствие пропускной способности холодильника и производительности стана. При этом листохлаждается от начальной температуры 750 до конечной температуры не ниже 150-100 С, что не позволяет транспортировать лист непосредственно на участок визуального контроля и выборочной абразивной зачистки. Применяемое в ряде случаев для понижения температуры листов доохлаждение водой снижает температуру листа до .50-60°С, но при этом нарушается неоообходимая планшетность листа, что приводит к браку.
со
Известен способ охлаждения прока
4 та, включающий обдув полосы струей водовоздушной смеси, отраженной от транспортируемого ролика и распылен ной в результате удара в него. Стру
направляют под углом 10-25° к верти кальной плоскости, проходящей через ось ролика со скоростью истечения 5-30 м/с.
Этот способ требует больших расходов воды и установки устройства оборотного цикла водоснабженияi не исключает температурной деформации
в процессе охлаждения толстолистового проката; из-за емкости рольганга меньшей емкости холодильников, пропускная способность участка охлаждения листов значительно ниже пропускной способности холодильника.
Наиболее близким по технической сущности к заявленному является способ охлаждения проката, включающий обдувку струями воздуха снизу. Причем подача воздуха осуществляется с постоянным расходом и каждый участок охлаждается отдельной воздуходувкой.
Однако этот способ обладает следующими недостатками, делающими его малоэффективным при охлаждении листового проката.
По мере удаления от начальной зоны холодильника интенсивность охлаждения снижается вследствие уменьшения перепада температур полосы и охладителя при его неизменном расходе; не предусмотрена возможность, регулирования охлаждения в зависимости от сортамента; на полосе имеют место участки с пониженной теплоотдачей, так как зоны охлаждения не перекрываются, что создает неравномерность температурной деформации и может привести к нарушению планшетности листа; невозможно достичь требуемой конечной температуры проката на выходе из холодильника при повьшзенной температуре охлаждающего воздуха (в теплое время года).
Цель изобретения - улучшение планшетности листов путем повьш1ения равномерности и интенсивности охлаждени
Цель достигается тем, что в способе принудительного воздушного охлаждения проката на холодильнике, включающем обдувку струями воздуха снизу, согласно изобретению, регулируемые струи воздуха подают в направлении движения листа под углом 45-60° к его поверхности с перекрытием соседних струй и скорость воздуха в струях увеличивают по мере удаления от начальной зоны-охлаждения.
Помимо этого воздух перед подачей обрабатывают диспергированной водой.
Указанные отличия позволяют повы,сить интенсивность процесса охлаждения, что дает возможность сократить длину холодильника, а также достичь равномерного охлаждения по всей поверхности листа, за счет чего улучшается планшетность листа.
Процесс охлаждения происходит следующим образом. При высоких температурах охлаждение листов на воздухе происходит быстро, а при низких температурах охлаждение замедляется. При температурах порядка 50-60 С охлаждение в основном происходит за счет отдачи тепла конвекцией.
Учитывая что, чем вьше скорость у охлаждаемой поверхности, тем вьш1е величина коэффициента теплоотдачи конвекцией, скорость воздуха в конце холодильника, где температура охлаждаемого металла минимальна, должна быть наибольшей. Так как охлаждаемые листы образз т на холодильнике практически сплошную поверхность, то, подавая струи воздуха снизу в направлении движения листа под углом 45-60 к его поверхности, будет обеспечиваться нарастание расхода воздуха, а следовательно и скорости, вдоль поверхности листов по мере . пополнения его последующими струями. К концу холодильника с понижением температуры листа понизится интенсивность излучения, но зато при нарастании расхода воздуха, а, следователно, и скорости у поверхности листа, будет увеличиваться отдача тепла конвекцией.
При такой подаче струи воздзтса, учитьшая наличие крьш1и из охлаждаемых листов, перекрывающих приямок по холодильником, образуют нарастающий регулируемьй поток воздуха вдоль поверхности листов от начальной зоны охлаждения к концу холодильника. При этом выравнивается общая теплоотдача листов по мере их транспортировки к концу холодильника, что способствует повьш1ению качества продукции за счет улучшения Ш1а:ншетности листов. Вьфавниванию общей теплоотдачи способствует также перекрытие зон охлаждения соседних струй воздуха что достигают взаимньм расположением патрубков подачи струй воздуха. Наиболее эффективное охлаждение обеспечивают при подаче струй воздуха по углом 45-60
к поверхности листа,
учитывая организацию течения
потока воздуха вдоль поверхности листо в направлении дв1жения листа.
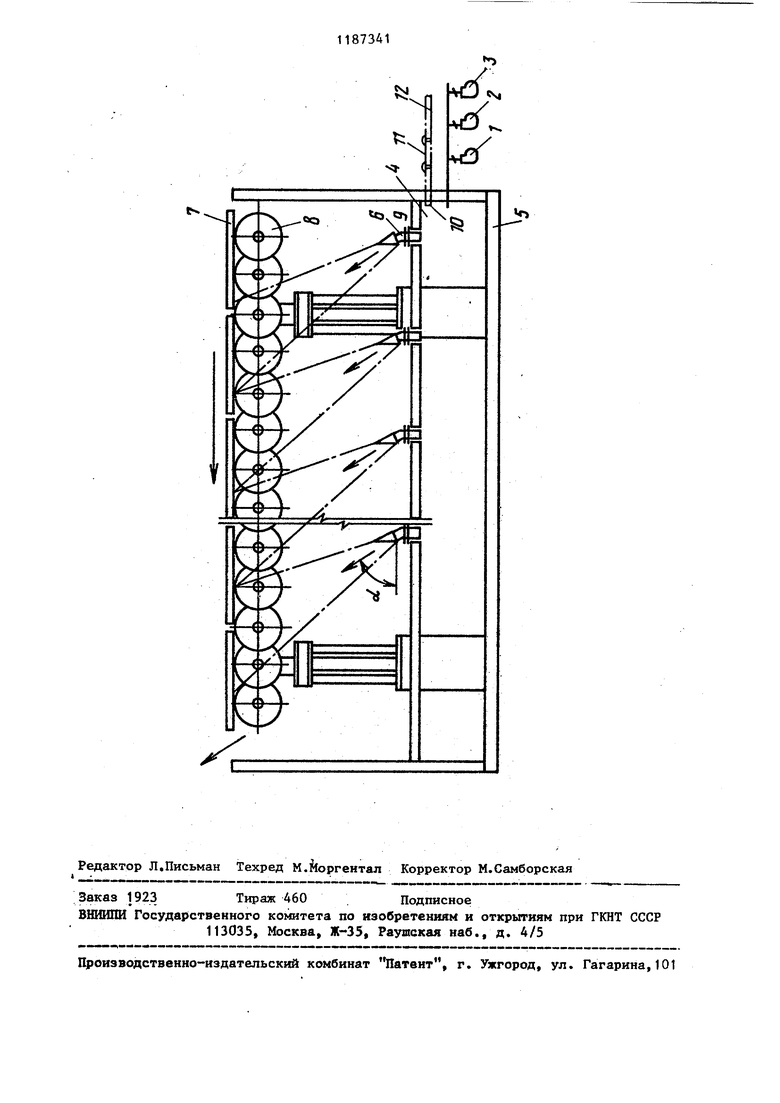
При подаче струй под углом ы i 45 увеличивается длина струй и их рассеяние, а, следовательно, уменьшается скорость возцука у по51верхности листа. Снижение скорости приводит к снижению теплоотдачи конвекцией, определяющей время охлаждення, в частности, в зоне низких температур. ПриоС бО уменьшается скорость течения потока воздуха вдоль поверхности листов, появляются застойные зоны, снижающие эффективность охлаждения. Кроме того, возникает опас- . ность попадания окалины через,патруб ки подающие воздз, в техническое подполье. Увеличение расхода и скорости воздуха в струях по мере vsi удаления от начальной зоны охлаждения холодильника способствует дальнейшей интенсификации охлаждения, так как увеличивая расход и скорость выхода воздуха, а,следовательно, и скорость воздзгха у поверхности листо повышают температуру конвекцией, определяющую время охлаждения в зоне низких температур (в конце холодильника). Диспергируя (распьшяя) в техничёс ком подполье воду, воздух охлаждают и увлажняют перед подачей в струи, обдувающие листы. При распылении воды обеспечивается снижение температу ры наружного воздуха в летний период на 5-15 С. На чертеже изображена схема, пояс няющая предложенньй способ охлаждения .. Атмосферньй (наружньй).воздух, забираемьй вблизи цеха, нагнетают вентиляторами 1-3 в специально пре-дусмотренное техническое подполье 4 над днищем 5 холодильника по всей его площади. Из технического подполья струи воздуха подают через nat рубки 6 на листы 7, движущиеся по дискам 8 холодильника, причем струи воздуха подают в направлении движения листа под углом 45-60 к .ег-о поверхности, с одновременным обдувомсоседнимИ струями граничных зон листа. Расход воздуха, в струях изменяют подбором соответствующих диаметров патрубков или регулированием сечения проемов в перекрытии технического А1 подполья ,в месте подключения пат1 ков шиберами 9. Учитывая различный сортамент ( щину) охлаждаемых листов, регулир суммарное количество, а, следоват но, и скорость подаваемого воздух за счет изменения числа одновреме работающих вентиляторов 1-3, кото нагнетают воздух в техническое по полье. .Техничеким подпольем защшц днище холодильника от температ5фньк деформаций -и улучшают условия эксплуатации технологического дования. Вентиляторы работают пар iлельно, выход из строя одного из щх позволяет продолжать охлаждение о тальными, нагнетающими воздух в TI ническое подполье. Охлаждение и у лажнение подаваемого воздуха осзтц ствляют форсунками 10, к которым i трубопроводам 11 н 12 подают воду сжатый воздух (пар). Форсунки подг ют диспергированную воду непосредвенно в техническое подполье, где и происходит процесс адиабатическс го -охлаяедения воздуха, которьй нагнетают вентиляторы. Использование способа принудительного воздушного охлаждения листового проката в про цессе его транспортировки на холодильнике обеспечивает по сравнению с сущес твующими способами следующи преимущества: возможность интенсиФикации процесса охлаждения листов го проката, и тем самым сокращение площади холодильника-, повьш1ение пр пускной способности холодильников соответственно производительности станов;, улучшение планшетности лис тов, что повьш1ает качество продукц: и исключает необходимость установк за холодильником правильной машины для восстановления планшетности ЛИ1 тов после их доохлаждения водой. . Регулирование расхода воздуха изменении сортамента (толщины) лис тов позволяет рассчитать оптимальн; расход электроэнергии и обеспечить эффективное охлаждение продукции щ высоких температурах наружного BOS духа в летний период года.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения толстолистового проката | 1991 |
|
SU1817714A3 |
| Способ охлаждения полосы в камере термической печи и устройство для его осуществления | 1981 |
|
SU1027237A1 |
| Способ охлаждения движущегося листового проката | 1989 |
|
SU1713947A1 |
| СПОСОБ ОХЛАЖДЕНИЯ САДКИ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1994 |
|
RU2061766C1 |
| Способ охлаждения движущегося листового проката | 1991 |
|
SU1838012A3 |
| Способ охлаждения листового проката и устройство для его осуществления | 1986 |
|
SU1764729A1 |
| Способ производства рулонной полосы на широкополосном прокатном стане | 2018 |
|
RU2686504C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К65 | 2012 |
|
RU2492250C1 |
| Способ охлаждения листа | 1988 |
|
SU1666552A1 |
| Способ изготовления листового проката | 1981 |
|
SU1011712A1 |
1 .СПОСОБ ПРИНУДИТЕЛЬНОГО Б( ДУШНОГО ОХЛАЖДЕНИЯ ПРОКАТА НА ХОЛО ДИЛЬНИКЕ, включающий обдувку струя воздзтса снизу, отличающий е я тем, что, с целью улучшения планшетности листов путем повышени равномерности и интенсивности охла; дения, регулируемые струи воздуха подают в на:правлении движения лист, под углом 45-60 к его поверхности с перекрытием соседних струй, при этом скорость воздуха в струях уве личивают по мере удаления от начал: ной зоны охлаждения. 2; Способ по п. 1, отличак i ш; и и с я тем, что воздух перед по дачей обрабатывают диспергированной (Л водой.
| Способ охлаждения проката | 1975 |
|
SU624675A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Борисенко Г.Г и др | |||
| Развитие производства катанки на современных проволочных станах за рубежом | |||
| - Обзор | |||
| Черметинформация | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
