Изобретение относится к области металлургии, конкретно к технологии охлажде- ния металла после горячей листовой прокатки.
Цель изобретения -дестабилизация паровой пленки и этим путем интенсификация охлаждения и снижение расхода охладителя.
Изобретения поясняются чертежами, где на фиг.1 - фиг.10 изображены схемы:
фиг.1 - воздействия на поверхность раздела фаз воздушными струями;
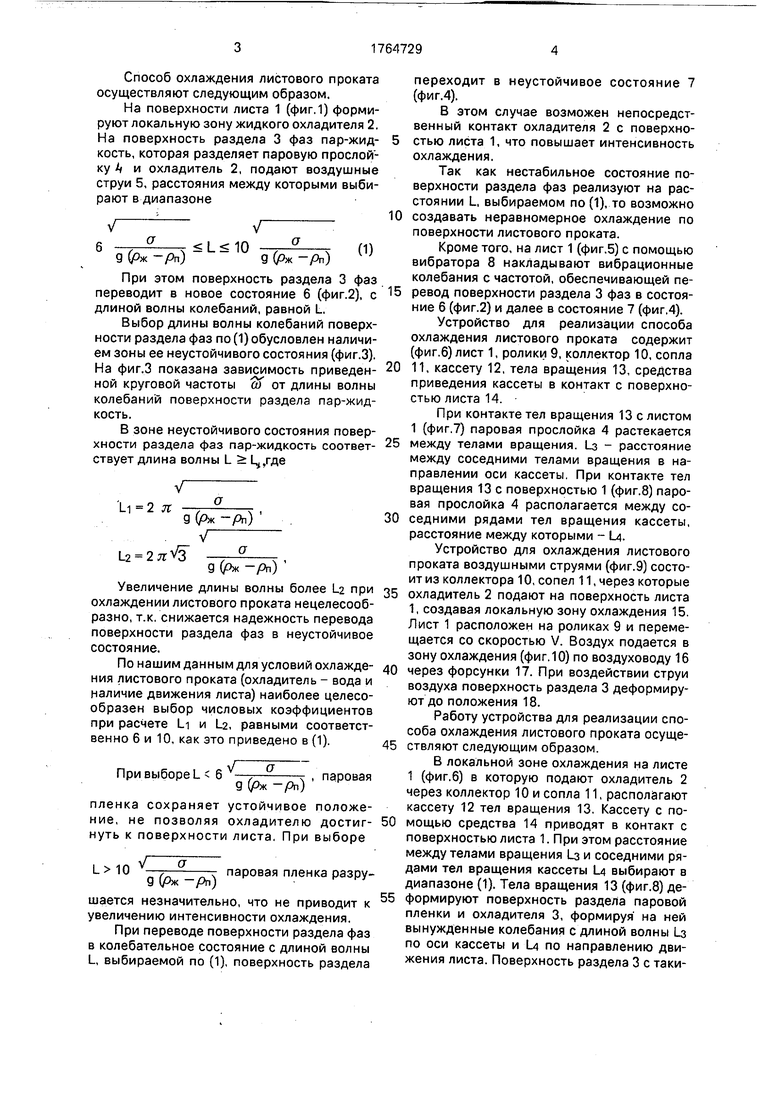
фиг.2 - деформированного состояния поверхности раздела фаз;
фиг.З -состояний поверхности раздела фаз от длины волны;
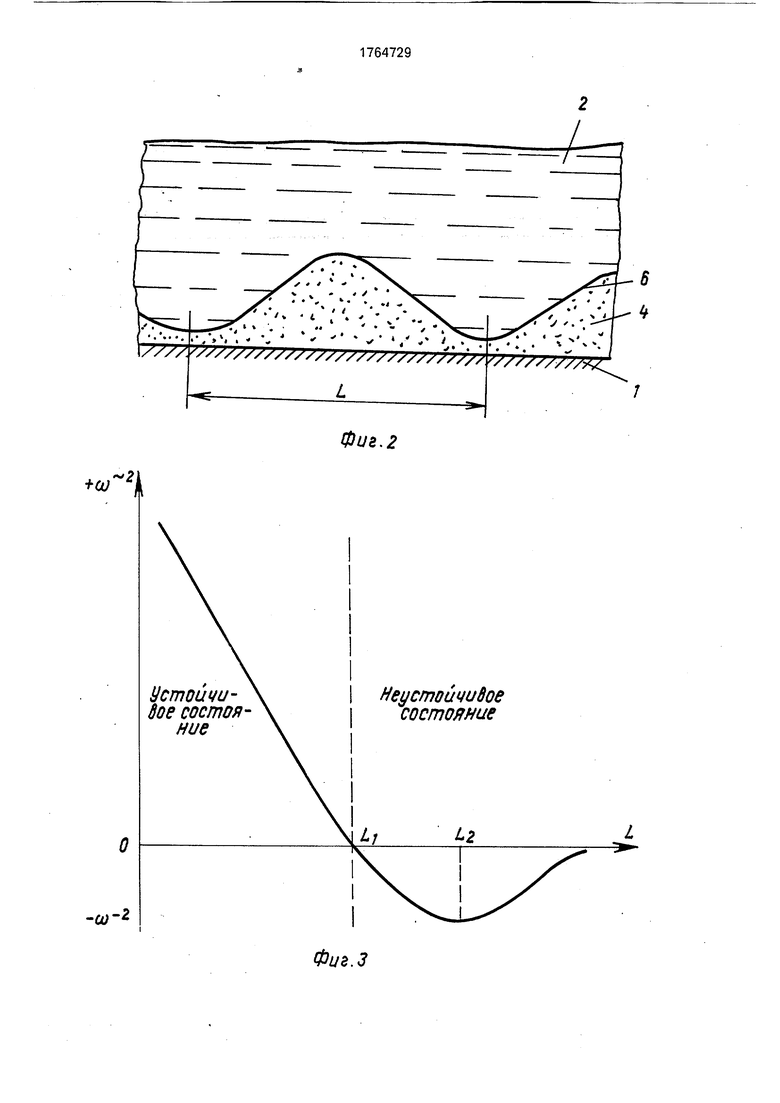
фиг.4 - неустойчивого состояния поверхности раздела фаз;
фиг.5 - воздействия на лист вибрационными колебаниями;
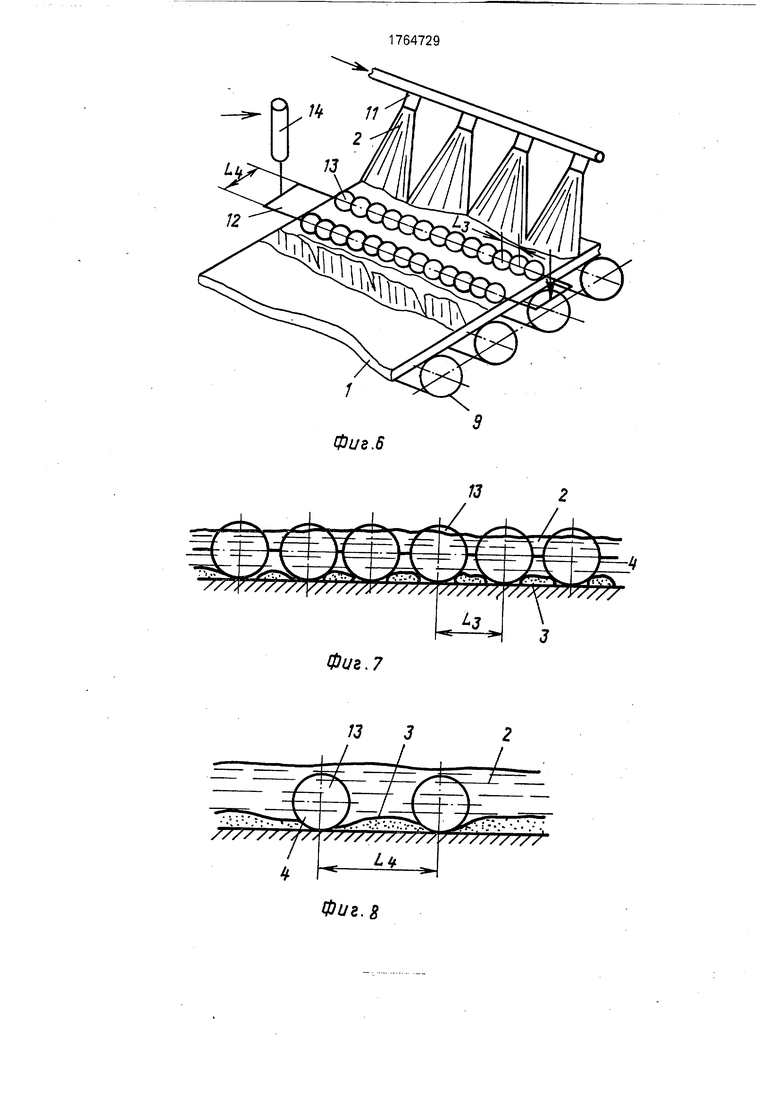
фиг.6 - устройства для охлаждения листа с кассетой тел вращения;
фйг.7 - деформированного состояния паровой пленки по оси кассеты;
фиг.8 - деформированного состояния паровой пленки в направлении движения листа;
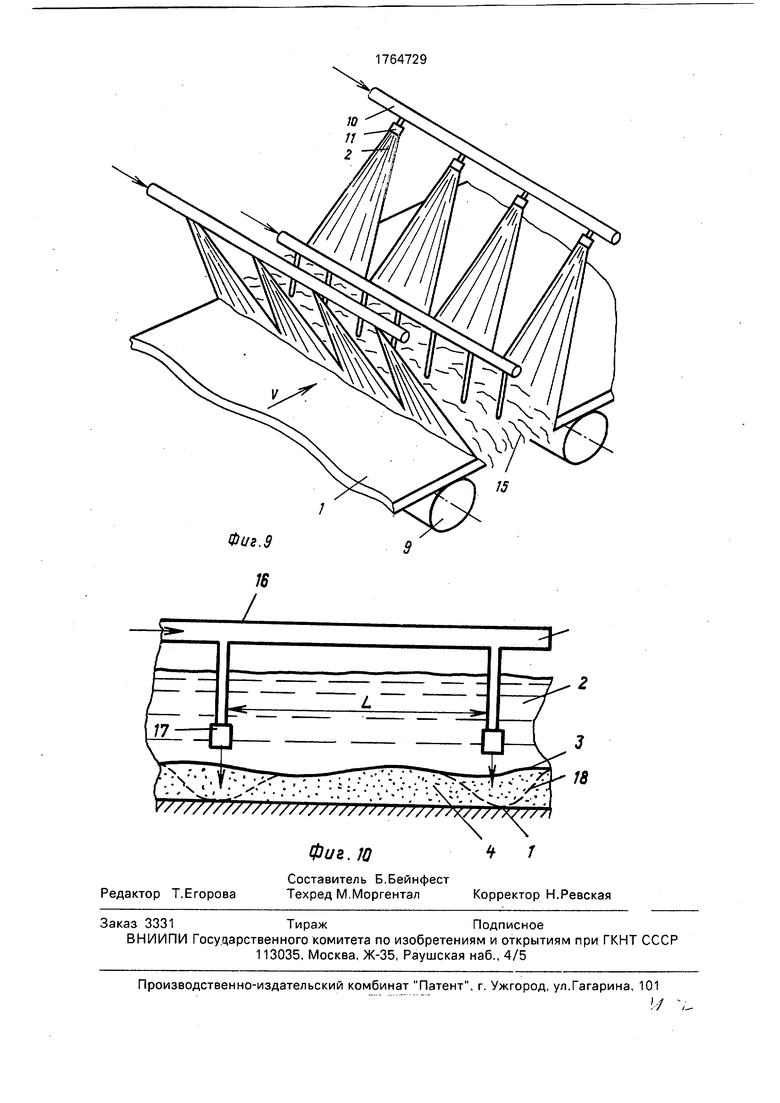
фиг.9 - устройство для охлаждения листа воздушными струями;
фиг.10 - зоны воздействия воздушных струй на поверхность разреза фаз.
VI о XI
hO
о
Способ охлаждения листового проката осуществляют следующим образом.
На поверхности листа 1 (фиг.1) формируют локальную зону жидкого охладителя 2. На поверхность раздела 3 фаз пар-жидкость, которая разделяет паровую прослойку 4 и охладитель 2, подают воздушные струи 5, расстояния между которыми выбирают в диапазоне
V
V
а
а
(1)
9 (рж -рп) - g fa -уОп)
При этом поверхность раздела 3 фаз переводит в новое состояние 6 (фиг.2), с длиной волны колебаний, равной L.
Выбор длины волны колебаний поверхности раздела фаз по (1) обусловлен наличием зоны ее неустойчивого состояния (фиг.З). На фиг.З показана зависимость приведенной круговой частоты uf от длины волны колебаний поверхности раздела пар-жидкость.
В зоне неустойчивого состояния поверхности раздела фаз пар-жидкость соответствует длина волны L Ц .где
V
1.1-2 л
а
g (рж РП)
V
о
g (рж -рп)
Увеличение длины волны более La при охлаждении листового проката нецелесообразно, т.к. снижается надежность перевода поверхности раздела фаз в неустойчивое состояние.
По нашим данным для условий охлаждения листового проката (охладитель - вода и наличие движения листа) наиболее целесообразен выбор числовых коэффициентов при расчете L-I и г, равными соответственно 6 и 10, как это приведено в (1).
При выборе L 6
V
а
g (рж -/Оп)
пленка сохраняет устойчивое положение, не позволяя охладителю достигнуть к поверхности листа. При выборе
V
а
д(р -рп)
паровая пленка разрушается незначительно, что не приводит к увеличению интенсивности охлаждения.
При переводе поверхности раздела фаз в колебательное состояние с длиной волны L, выбираемой по (1), поверхность раздела
переходит в неустойчивое состояние 7 (фиг.4).
В этом случае возможен непосредственный контакт охладителя 2 с поверхно5 стью листа 1, что повышает интенсивность охлаждения.
Так как нестабильное состояние поверхности раздела фаз реализуют на расстоянии L, выбираемом по (1), то возможно
10 создавать неравномерное охлаждение по поверхности листового проката.
Кроме того, на лист 1 (фиг.5) с помощью вибратора 8 накладывают вибрационные колебания с частотой, обеспечивающей пе15 ревод поверхности раздела 3 фаз в состояние 6 (фиг.2) и далее в состояние 7 (фиг.4).
Устройство для реализации способа охлаждения листового проката содержит (фиг.6) лист 1, ролики 9, коллектор 10, сопла
20 11, кассету 12, тела вращения 13, средства приведения кассеты в контакт с поверхностью листа 14.
При контакте тел вращения 13 с листом 1 (фиг.7) паровая прослойка 4 растекается
25 между телами вращения. з - расстояние между соседними телами вращения в направлении оси кассеты. При контакте тел вращения 13 с поверхностью 1 (фиг.З) паровая прослойка 4 располагается между со30 седними рядами тел вращения кассеты, расстояние между которыми - U.
Устройство для охлаждения листового проката воздушными струями (фиг.9) состоит из коллектора 10,сопел 11,через которые
35 охладитель 2 подают на поверхность листа 1, создавая локальную зону охлаждения 15. Лист 1 расположен на роликах 9 и перемещается со скоростью V. Воздух подается в зону охлаждения (фиг. 10) по воздуховоду 16
40 через форсунки 17. При воздействии струи воздуха поверхность раздела 3 деформируют до положения 18.
Работу устройства для реализации способа охлаждения листового проката осуще45 ствляют следующим образом.
В локальной зоне охлаждения на листе 1 (фиг.б) в которую подают охладитель 2 через коллектор 10 и сопла 11, располагают кассету 12 тел вращения 13. Кассету с по50 мощью средства 14 приводят в контакт с поверхностью листа 1. При этом расстояние между телами вращения з и соседними рядами тел вращения кассеты Ц выбирают в диапазоне (1). Тела вращения 13 (фиг.8) де55 формируют поверхность раздела паровой пленки и охладителя 3, формируя на ней вынужденные колебания с длиной волны по оси кассеты и U по направлению движения листа. Поверхность раздела 3 с такими колебаниями приходит в прямоугольнике l-з - Ц в нестабильное состояние, приводящее к доступу охладителя б к поверхности 1, тем самым увеличивают интенсивность охлаждения.
Пример. При охлаждении листового проката 1 (фиг.9) толщиной 20 мм на стане 2800 от 850 С до 250°С создают 10-12 локальных зон охлаждения 15 шириной 150 мм со средним расходом охладителя 1700 м3/час. Время охлаждения листа составляет 3 мин.20 сек.
При размещении в зоне охлаждения ряда воздушных форсунок 17 расстояние между которыми L 23 мм, а количество - 8, с расходом воздуха 7800 м3/час, давлением на выходе 2,3 атм, за такое же время охлаждения расход охладителя снижается до 1250м3/час.
При распределении воздушных сопел друг относительно друга менее Li
V
а
(выбираем расстояние Li
д (рж -#i)
11 мм) расход охладителя остается на уровне 1580 м3/час, а при увеличении расстояния между воздушными соплами более
12 10
V
а
(выбиралось расстояg (рж -рп)
ние 45 мм) расход охладителя снижался до 1630 м3/час.
При положении на лист обратную со стороны зоны охлаждения листа сторону вибрационных колебаний с частотой 20 Гц при скорости движения листа 0,4 м/с, за
5
указанное выше время охлаждения расход охладителя снижается до 1370 м3/час.
Использование предлагаемого способа охлаждения листового проката позволяет повысить интенсивность охлаждения (коэффициент теплоотдачи) в 1,5 - 2 раза и снизить расход охладителя в 1,3 - 1,7 раз.
Формула изобретения
1.Способ охлаждения листового прока- 0 та, включающий подачу и формирование на
охлаждаемой поверхности слоя жидкого охладителя и динамическую деформацию поверхности раздела фаз пар-жидкость, при взаимном перемещении зон динамической
5 деформации и охлаждаемой жидкости, отличающийся тем,что с целью дестабилизации паровой пленки и за счет этого интенсификации охлаждения и снижения расхода охладителя, динамическую дефор0 мацию осуществляют путем формирования, по меньшей мере, двух источников вынужденных колебаний, которые располагают в зоне раздела фаз пар-жидкость в узлах стоячей волны, возбуждаемой в охладителе.
2.Устройство для охлаждения листового проката, содержащее по меньшей мере два ряда сопл, направленных навстречу друг другу и под углом к поверхности охлаждения, подключенных к коллекторам, сред0 ства для транспортирования листового проката, отличающееся тем, что оно снабжено установленной между соседними рядами сопл, направленных навстречу друг другу, кассетой, содержащей по меньшей
5 мере два ряда тел вращения, оси которых параллельны охлаждаемой поверхности, причем кассета снабжена средствами ввода тел вращения в контакт с охлаждаемой поверхностью.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения горячекатаного листового проката | 1982 |
|
SU1123752A1 |
| Способ охлаждения горячекатаного листового проката | 1989 |
|
SU1761329A1 |
| Форсунка для охлаждения металла | 1981 |
|
SU981394A1 |
| Способ термической обработки прокатных изделий | 1976 |
|
SU739118A1 |
| Способ охлаждения движущегося листового проката | 1991 |
|
SU1838012A3 |
| Способ охлаждения движущегося горячего металла | 1986 |
|
SU1764730A1 |
| Коллектор для охлаждения проката | 1990 |
|
SU1768341A1 |
| Способ охлаждения горячего проката,преимущественно листового | 1974 |
|
SU509315A1 |
| Устройство для поверхностной обработки проката | 1981 |
|
SU1002371A1 |
| Устройство для охлаждения проката | 1986 |
|
SU1405915A1 |
Изобретение относится к металлургии, конкретно к технологии охлаждения металла после горячей листовой прокатки. Цель изобретения - дестабилизация паровой пленки и этим путем интенсификация охлаждения и снижение расхода охладителя. Для этого на поверхность раздела фаз пар- жидкость воздействуют импульсной подачей охладителя в определённом режиме, обеспечивающем разрушение паровой пленки. Последнее достигается расположением источников динамического воздействия на расстоянии длины стоячей волны, возбуждаемой в охладителе. Разрушение паровой пленки обеспечивает выступ к охлаждаемой поверхности новых порций охладителя, что интенсифицирует охлаждение. 2 с.п.ф-лы, 10 ил. СО
Фиг.
Фиг. 2
Устоичидое состоя
ние
-ш-
Фиг.З
Неустойчибое состояние
LZ
У N Г«3-CO ГСЧ1
о
|Л/
. - V
Ъ
«v 5j
в
I/
///Т///Х// /VvvVXr
Фиг, 7
Фиг. В
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для охлаждения полосового проката | 1978 |
|
SU774653A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Спосб ускоренного охлаждения мелкосортного проката | 1975 |
|
SU544490A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ охлаждения горячекатаного проката | 1981 |
|
SU997888A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
