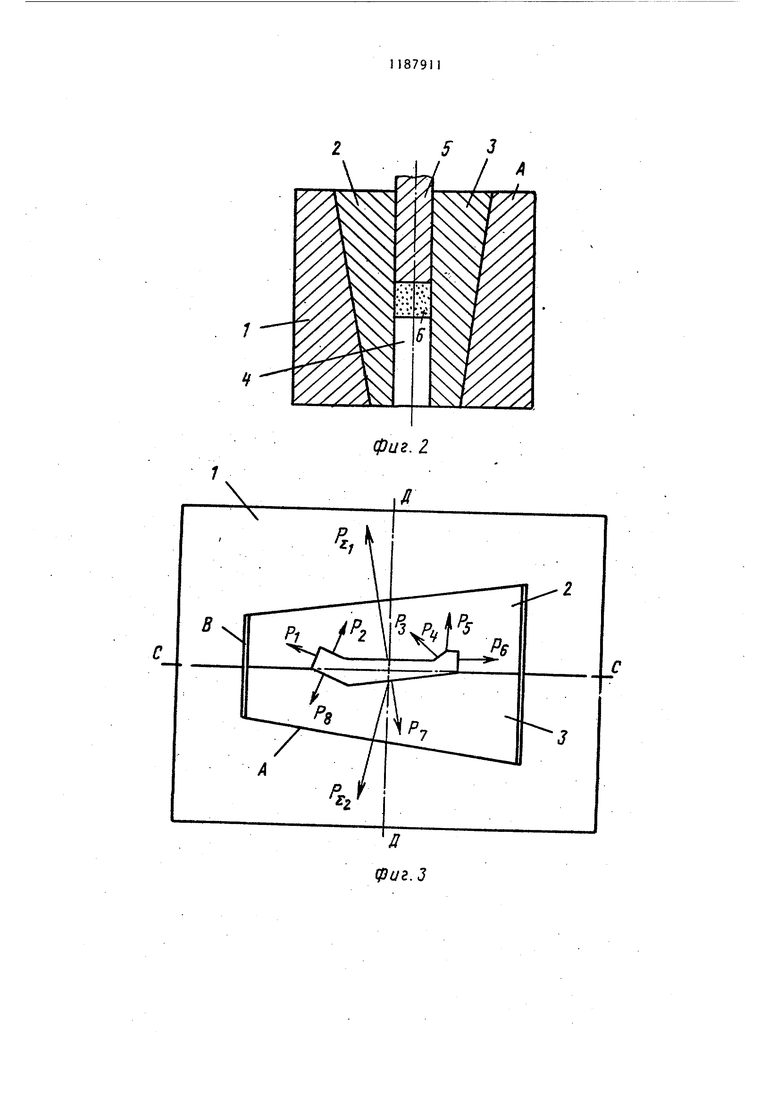
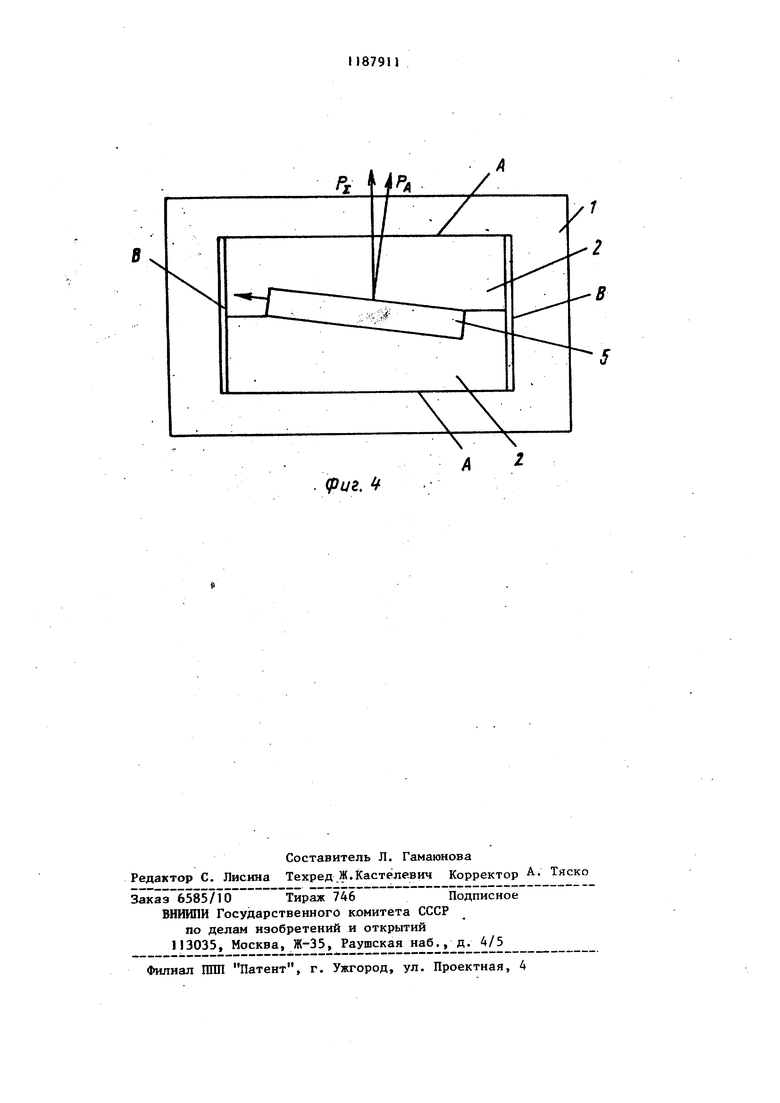
Изобретение относится к порошковой металлургии и может быть использовано для формования деталей из металлических порошков, преимущественно прямоугольных и продолговатых в плане, с большим отношением длины к ширине, например образцов для определения физико-механических характеристик материала. На фиг. 1 схематически представлена предлагаемая пресс-форма, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху;/на фиг. 4 - пресс-форма для пре сования прямоугольных в плане нздеЛИЙ, вид сверху. Пресс-форма состоит из обоймы 1 с трапециевидной полостью, имеющей клиновидной формы большие стороны А и п{)ямоугольной формы меньсЬие сторо ны В. В обойме установлены элементы 2 и 3. Пресс-форма содержит также нижний 4 и верхний 5 пуансоны Pg - вектора .бокового усилия; Рр - результирующие вектора. Конструирование устройства и рас чёт плоскости сопряжения элементов матрицы и обоймы осуществляется в несколько этапов. Из конструктивных или технологических соображений, а также из соображений удобства обработки внутренних полостей выбирают линию разъема матрицы. Периметр вну ренней полости элемента матрицы раз бивается на отдельные прямоугольные згчастки в соответствии с ее формой, на каждом участке строится вектор бокового усилия, модуль которого оп ределяется по формуле i где Р - модуль вектора рокового усилия на i-M участке; 4лр - напряжение прессования; -j - коэффициент бокового дав ления;, . h - длина и высота i-ro учас ка. Направление вектора перпендикулярно направлению FI . Определяют векторную сумму всех векторов, действующих на элемент пресс-формы, пользуясь правилом параллелограмма либо другими приемами сложения векторов. После построения перпендикуляра к результирующему вектору определяют линию сопряжения. Работа пресс-формы осуществляется следующим образом. К верхнему пуансону 5 прикладьшают .давление, которое передается на прессуемый порошок 6. Давление прессования вызьшает появление в прессуемом порошке бокового давления, которое в свою Очередь действует на составные элементы 2 и 3 матрицы. Ввиду того, что линия сечения поверхности сопряжения элемента матрицы с обоймой плоскостями, перпендикулярными направлению прессования, перпендикулярна равнодействующей сил бокового давления, действующих на внутреннюю стенку элемента матрицы, не возникают силы, стремящиеся сместить элементы матрицы друг относительно друга, в результате чего упрощается конструкция пресс-формы, так как отпадает необходимость применять детали, препятствующие такому смещению. Пресс-форма состоит из обоймы 1 с Прямоугольной полостью, являющейся частным случаем трапециевидной формы. В обойме также установлены составные элементы 2 и 3 матрицы. Прессформа также снабжена нижним 4 и верхним 5 пуансонами. Ввиду того, что силы бокового давления взаимно уравновешиваются в направлении смещения элементов матрицы, Исключаются все детали, предназначенные для их удержания от смещения, а остающиеся детали - элементы разъемной матрицы и обойма упрощаются конструктивно, имея вследствие этого меньшую массу.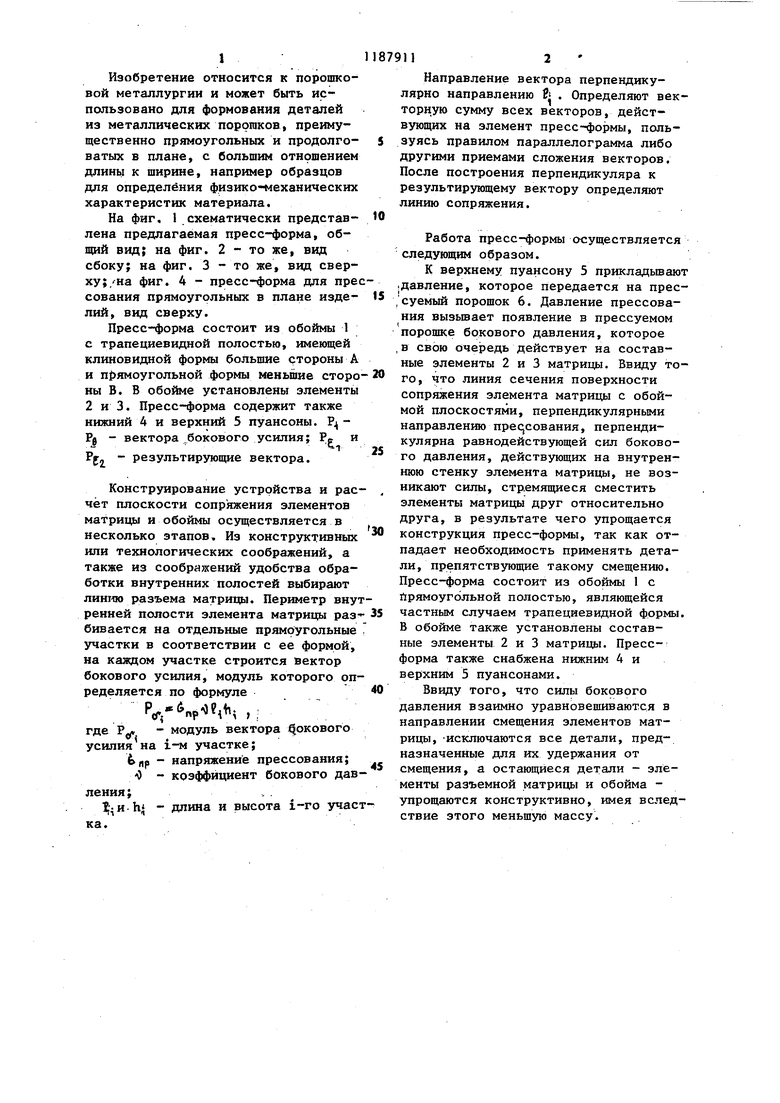
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2225280C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛУСФЕРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2012435C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1997 |
|
RU2131790C1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 2015 |
|
RU2614279C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1988 |
|
RU2038920C1 |
| СПОСОБ ОБЪЕМНОГО ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2572268C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХИЗДЕЛИЙ | 1970 |
|
SU284662A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2140355C1 |
1. ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛРШ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА, преимущественно изделий продолговатой в плане формы, содержащая обойму с трапециевидной полостью и разъемную матрицу, вьшолненную из отдельных элементов, отличающаяся тем, что, с целью снижения трудоемкости из гоговления, упрои ения конструкции В (fiU.I и работы с ней, элементы матрицы и обойма выполнены с линиями сечения поверхности сопряжения каждого элемента матрицы с обоймой плоскостями, перпендикулярными направлению прессования, ортогональными равнодействующей сил бокового давления на внутреннюю стенку каждого из элементов. 2. Пресс-форма по п. 1, преимущественно для формования прямоугольной в плане детали, отличающаяся тем, что линии сечения i поверхности сопряжения каждого элемента матрицы с обоймой плоскостя(Л ми, перпендикулярными направлению С прессования, выполнены параллельными диагонали прямоугольника.
| Устройство для формования длинномерных изделий из порошка | 1979 |
|
SU859031A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма | 1979 |
|
SU818748A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
