Изобретение относится к технике прессования, в частности к устройствам двухстороннего прессования. Оно может быть использовано при прессовании порошков, но преимущественно пористых материалов с малой насыпной плотностью, типа терморасширенного графита, для получения прутков, стержней различного диаметра и композиции, содержащей металлическую втулку с уплотненным в ней терморасширенным графитом для получения электрода.
Известно устройство для прессования порошков (патент РФ №2460642 от 17.06.2011 г.), содержащее камеру давления цилиндрической формы, оболочку, размещенную в камере давления, пуансон, подставку, используемую при одностороннем прессовании, выполненную в сечении в виде толстостенного Ш-образного элемента, жестко охватывающего нижнюю торцевую часть камеры давления и одновременно входящего своей центральной вертикальной составляющей в полость оболочки. В качестве оболочки используют полимерную втулку, имеющую толщину и жесткость, обеспечивающую постоянство ее исходной формы в процессе прессования порошка, и гладкую внутреннюю поверхность, например, силиконовую втулку, а пуансоны имеют цилиндрическую форму и диаметр, равный внутреннему диаметру полимерной оболочки.
К недостаткам известного устройства относится то, что оно не позволяет получить монолитные изделия, без расслоений, из порошка, обладающего малой насыпной плотностью, типа терморасширенного графита (ТРГ), вследствие того, что для заполнения спрессованной массой полости камеры давления требуется неоднократное введение порций порошка с подпрессовкой каждой порции пуансонами.
Кроме того, для получения электропроводящего композита, содержащего металлическую оболочку, наполненную порошком (например, получение электродов), устройство не может быть реализовано, так как оболочка полимерная и с полимерной оболочкой нет адгезионной связи, а без оболочки камера давления - ее металлическая составляющая не может качественно образовывать композицию с прессуемым порошком, при этом камера давления является одноразовой, не полностью заполняемой электропроводным порошком, что снижает эксплуатационные свойства изделия.
Наиболее близким устройством того же назначения к заявленному изобретению по совокупности признаков является устройство для прессования порошков в виде пресс-формы для мундштучного формования прутков, содержащее обойму с мундштуком переменного сечения: коническую часть, переходящую в цилиндрическую, матрицу цилиндрической формы, закрепленную на обойме, пуансон, диаметр которого равен внутреннему диаметру матрицы. В обойме установлена звездочка с ввинченной иглой в ней (В.Н. Анциферов и др. Порошковая металлургия и напыленные покрытия. М.: "Металлургия", 1987 г., с. 218, рис. 100). Данное устройство выбрано в качестве прототипа.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения: пресс-форма мундштучного формования прутков, содержащая обойму со сквозным отверстием переменного сечения с конической частью, переходящей в цилиндрическую часть; матрицу цилиндрической формы, закрепленную с обоймой; пуансон.
К недостаткам известного устройства, принятого за прототип, относится то, что оно функционально ограничено, т.к. прессование с формированием изделия происходит за счет одностороннего выдавливания металлического прутка из матрицы и мундштука обоймы за пределы устройства. При этом получаемое изделие имеет неравномерное распределение физико-механических свойств по его длине. В случае прессования порошков с малой насыпной плотностью, типа терморасширенного графита (ТРГ), изделие получают слоистым, расслаивающимся по границам неоднократных подпрессовок массы порошка. Прессование, например, терморасширенного графита, имеющего малую насыпную плотность, не позволяет ввести всю необходимую массу за один ход пуансона в матрицу, а неоднократное введение порошка и его подпрессовка в матрице до ее заполнения перед формированием изделия приводит к расслоению спрессованной в матрице массы и нарушению сплошности выдавливаемого изделия. Чтобы улучшить свойства получаемых изделий, порошок прессуют с пластификатором, затем нагревают и упрочняют, что усложняет технологический процесс формования и требует привлечения дополнительных материалов (пластификаторов) и оборудования (печь).
Задачей изобретения является разработка устройства для прессования, способного получить монолитное электропроводящее изделие в виде прутка из терморасширенного графита (ТРГ) или электропроводящую композицию, содержащую ТРГ в металлической оболочке с равномерным распределением свойств и повышенной адгезионной связью между компонентами композиции; расширение технологических возможностей устройства.
Поставленная задача была решена за счет того, что известное устройство для прессования порошков, включающее пресс-форму мундштучного формования прутков, содержащую обойму со сквозным отверстием переменного сечения с конической частью, переходящей в цилиндрическую часть, матрицу цилиндрической формы, закрепленную с обоймой, и пуансон, согласно изобретению дополнительно снабжено второй аналогичной пресс-формой, при этом пресс-формы расположены соосно и соединены металлической втулкой, размещенной в отверстиях цилиндрических частей обойм, и направляющими стержнями, плотно установленными с возможностью замены в пазах, выполненных в сопрягаемых поверхностях обойм, причем пресс-формы соединены между собой вплотную или с зазором, в качестве металлической втулки использована электропроводная трубка толщиной, обеспечивающей устойчивое состояние ее в процессе деформирования, при этом обоймы выполнены разъемными и дополнительно имеют полости цилиндрической формы для размещения в них матриц, сопряженные с большим основанием конусной части отверстий обойм, пуансоны снабжены съемными ограничителями перемещения в обоймах, граница перехода конической части сквозного отверстия в цилиндрическую в обоймах служит упором для втулки, причем ширина упора равна толщине стенок втулки, а внутренний диаметр втулки равен диаметру меньшего основания конусной части отверстий обойм, при этом втулка, как элемент композиции для получения электрода, выполнена с внутренней шероховатой поверхностью в направлении от торцов к центральной части под углом, а втулка, как элемент устройства, выполнена с гладкой внутренней поверхностью.
Целесообразно выполнение направляющих стержней в виде набора стержней различных длин.
Целесообразно выполнение втулки в виде набора втулок различных длин с гладкой или шероховатой внутренними поверхностями.
Признаки заявляемого изобретения, отличительные от прототипа: снабжено второй аналогичной пресс-формой; пресс-формы расположены соосно и соединены металлической втулкой, размещенной в отверстиях цилиндрических частей обойм, и направляющими стержнями, плотно установленными с возможностью замены в пазах, выполненных в сопрягаемых поверхностях обойм; пресс-формы соединены между собой вплотную или с зазором; в качестве металлической втулки использована электропроводная трубка толщиной, обеспечивающей устойчивое состояние ее в процессе деформирования; обоймы выполнены разъемными; обоймы имеют полости цилиндрической формы для размещения в них матриц, сопряженные с большим основанием конусной части отверстий обойм; пуансоны снабжены съемными ограничителями перемещения в обоймах; граница перехода конической части сквозного отверстия в цилиндрическую в обоймах служит упором для втулки; ширина упора равна толщине стенок втулки; внутренний диаметр втулки равен диаметру меньшего основания конусной части отверстий обойм; втулка, как элемент композиции для получения электрода, выполнена с внутренней шероховатой поверхностью в направлении от торцов к центральной части под углом; втулка, как элемент устройства, выполнена с гладкой внутренней поверхностью; направляющие стержни выполнены в виде набора различных длин; втулка выполнена в виде набора из втулок различных длин с гладкой или шероховатой внутренними поверхностями.
Наличие второй аналогичной пресс-формы, расположенной соосно с первой пресс-формой и соединенной с ней металлической втулкой, размещенной в отверстиях цилиндрических частей обойм, и направляющими стержнями, позволяет за один ход каждого пуансона реализовывать процесс двустороннего прессования порошкового материала с малой насыпной плотностью равномерно по всей длине оболочки-втулки, и получить гантелеобразной формы в сечении прессуемый материал, что позволяет избежать многоразовую подпрессовку во втулке и, следовательно, не иметь границу раздела по слоям. При этом достигается повышение качества монолитного электропроводящего изделия в виде прутка за счет непрерывности связей электропроводящего ТРГ и расширяются технологические возможности устройства.
Выполнение пазов в сопрягаемых поверхностях обойм позволяет закреплять направляющие стержни плотно, но с возможностью замены стержней в пазах в случае изменения длины металлической втулки.
Направляющие стержни, размещенные в пазах, выполненных в сопрягаемых поверхностях обойм, обеспечивают единство устройства, повышают надежность соосности размещения пресс-форм, жесткость конструкции, расширяют возможность использования втулок различной длины.
Использование в качестве металлической втулки электропроводной трубки толщиной, обеспечивающей устойчивое состояние ее в процессе деформирования, позволяет получить монолитное электропроводящее изделие в виде прутка из терморасширенного графита (ТРГ) или электропроводящую композицию, содержащую ТРГ в металлической оболочке.
Выполнение обойм разъемными обеспечивает устойчивость размещения втулки в процессе прессования, легкость извлечения втулки из устройства.
Соединение пресс-форм между собой вплотную или с зазором позволяет регулировать зазор между пресс-формами и, следовательно, вставлять различные втулки по длине в устройство, что также расширяет его технологические возможности.
Наличие в обоймах полости цилиндрической формы для размещения в них матриц обеспечивает надежную связь между обоймой и матрицей, что позволяет за один ход пуансонов получить качественное монолитное изделие.
Наличие у пуансонов съемных ограничителей перемещения в обоймах позволяет предотвратить деформирование, проникновение в конические части обойм и обеспечить гантелеобразную форму прессуемого материала при прессовании.
Граница перехода конической части сквозного отверстия в цилиндрическую в обоймах служит упором для втулки, позволяющим удерживать втулку в цилиндрической части без выхода в конус и обеспечить устойчивое положение втулки в устройстве.
Толщина стенок втулки, равная ширине упора, обеспечивает плотную посадку в отверстия цилиндрических частей обойм.
Внутренний диаметр втулки, равный диаметру меньшего основания конусной части отверстий обойм, позволяет плавно реализовать процесс прессования без увеличения давления на границе раздела, сохранить сплошность и целостность изделия, что повышает качество изделия.
Выполнение втулки с гладкой внутренней поверхностью позволяет получить монолитное электропроводящее изделие в виде прутка из терморасширенного графита (ТРГ).
Выполнение втулки с шероховатой внутренней поверхностью позволяет получить электропроводящую композицию, содержащую ТРГ в металлической оболочке с равномерным распределением свойств и повышенной адгезионной связью между компонентами композиции. Шероховатость в направлении от торцов к центральной части под углом позволяет лучше проходить порошку во втулку в пресс-форму, увеличить адгезионную прочность сцепления порошка с поверхностью втулки и соответственно получить прочный композит.
Наличие набора направляющих стержней, имеющих различные длины, и набора втулок с гладкой и шероховатой внутренними поверхностями, имеющих различные длины, позволяет расширить технологические возможности устройства.
Предлагаемое устройство иллюстрируется чертежами, представленными на фиг. 1-7.
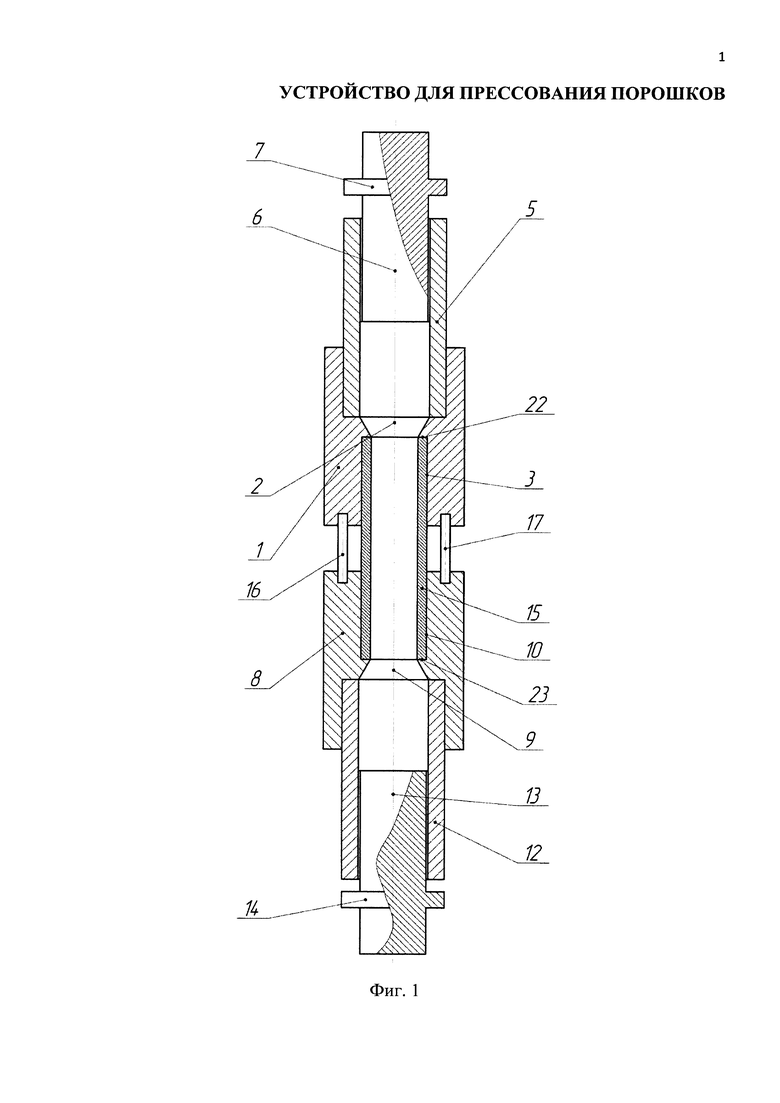
На фиг. 1 схематически показано устройство, разрез.
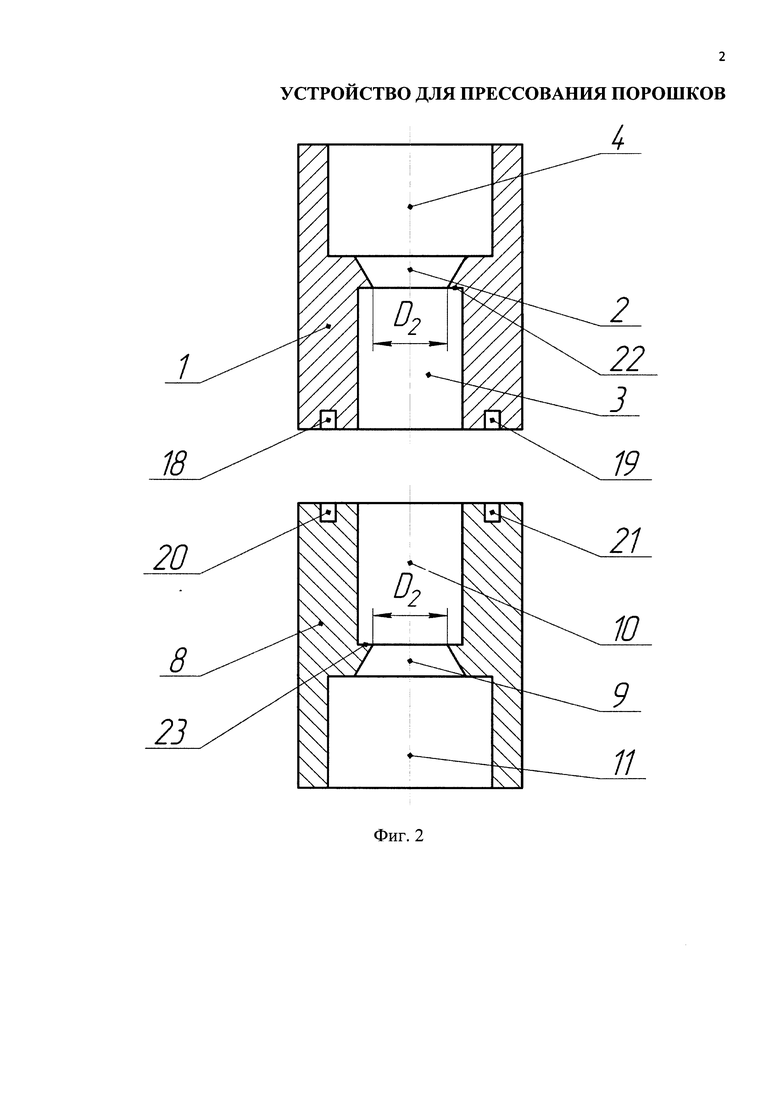
На фиг. 2 схематически показаны обоймы, разрез.
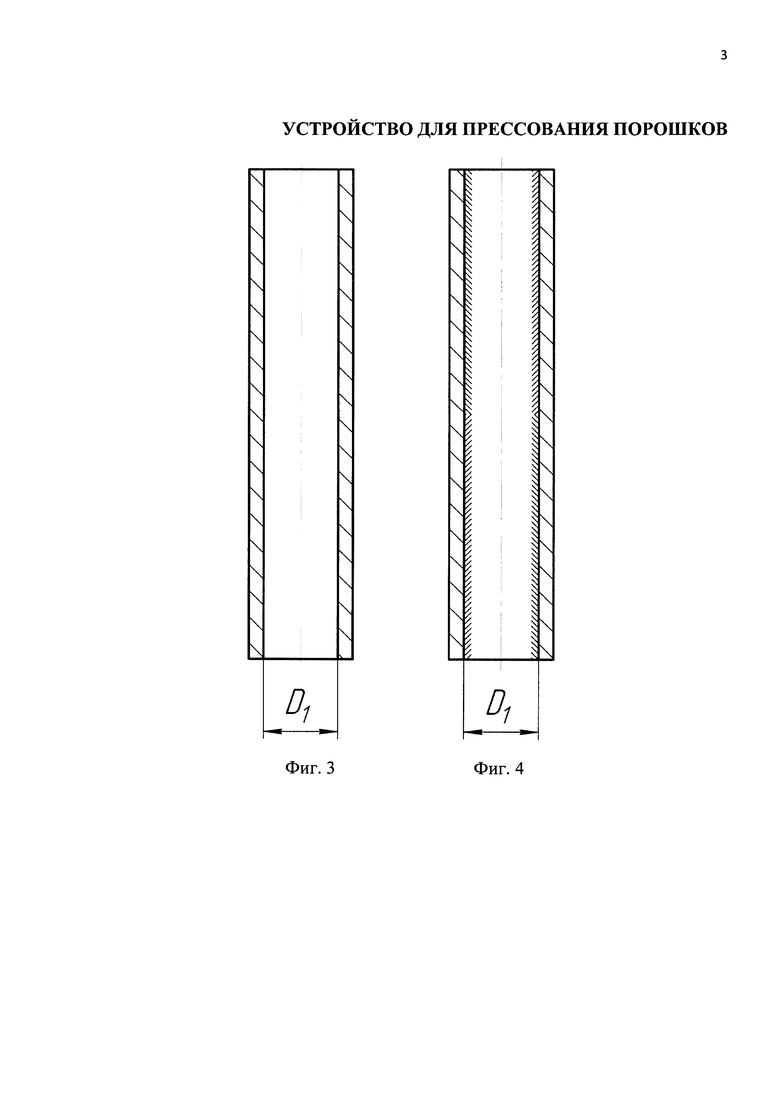
На фиг. 3, 4 схематично показаны втулки с внутренней гладкой и шероховатой поверхностью соответственно.
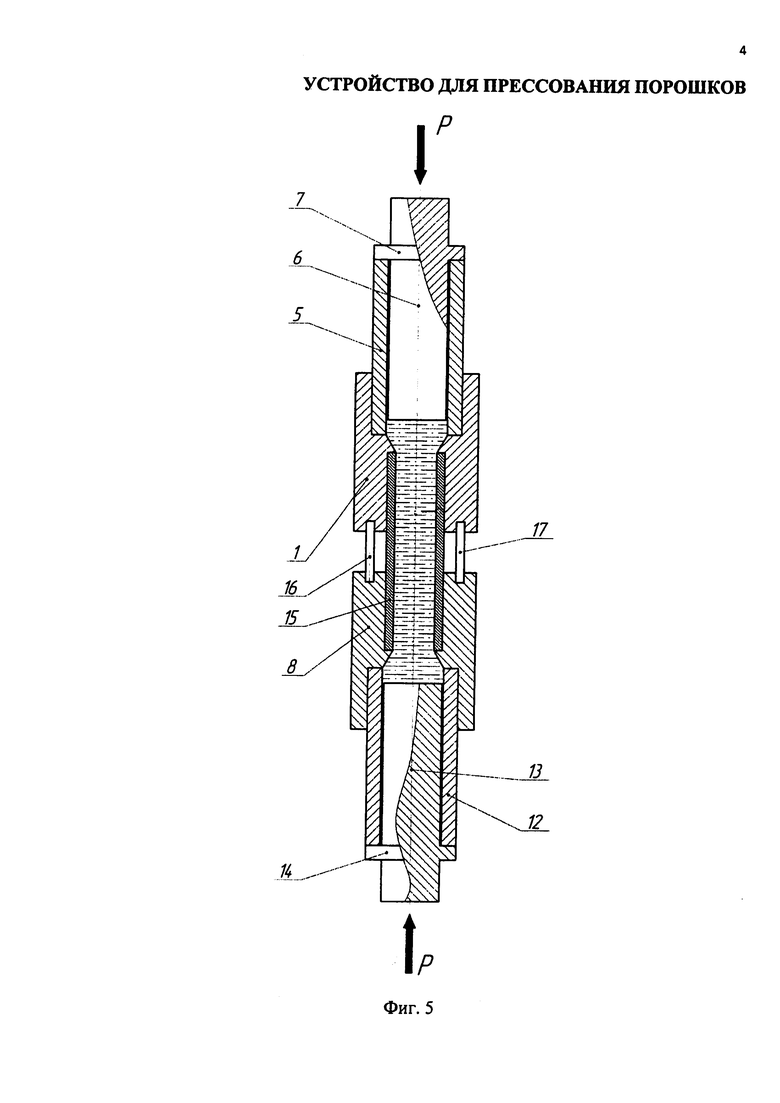
На фиг. 5 схематически показан завершающий момент заполнения втулки и пространства за пределами втулки в процессе прессования, разрез.
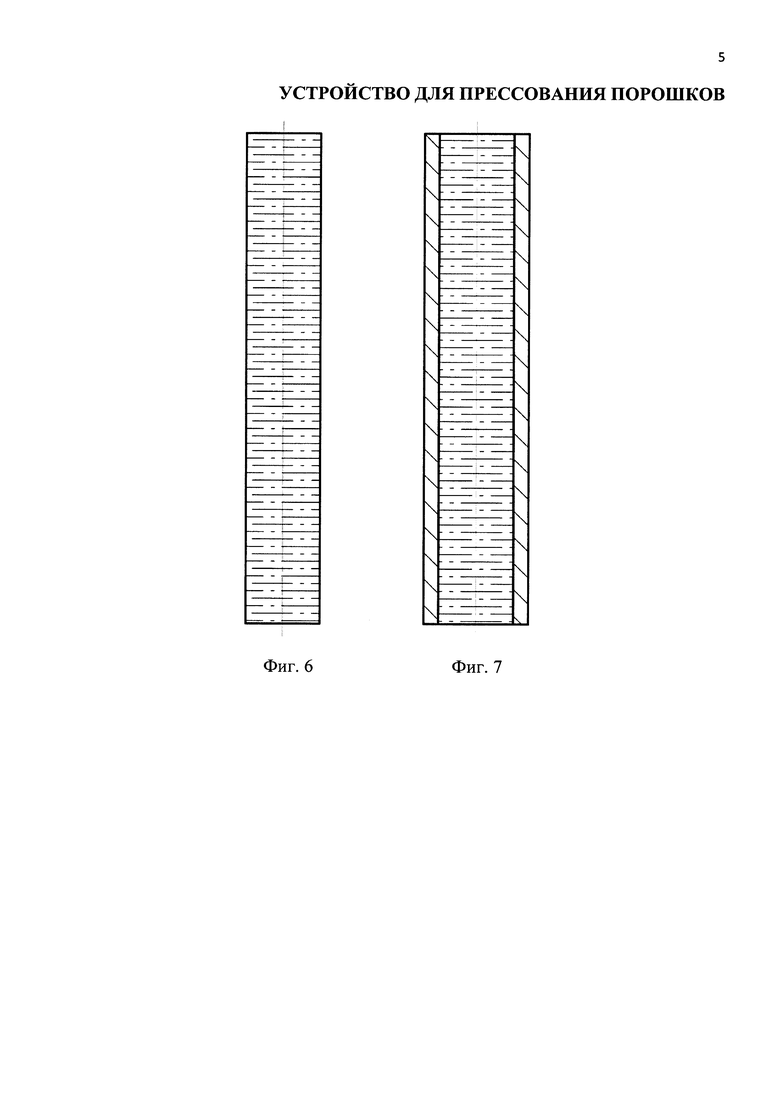
На фиг. 6 показан пруток, извлекаемый из втулки, разрез.
На фиг. 7 показан электрод, где втулка - оболочка изделия из композита, разрез.
Устройство для прессования порошков (фиг. 1) включает две пресс-формы мундштучного формования прутков. Первая пресс-форма содержит обойму 1 со сквозным отверстием переменного сечения: коническая часть 2 переходит в цилиндрическую часть 3. В обойме 1 (фиг. 2) выполнена полость 4 цилиндрической формы, в которой закреплена матрица 5 цилиндрической формы плотной посадкой (не показано). Полость 4 сопряжена с большим основанием конусной части 2 отверстия обоймы 1. В матрице 5 размещен пуансон 6 с ограничителем перемещения 7. Вторая пресс-форма, аналогичная первой, содержит обойму 8 со сквозным отверстием переменного сечения: коническая часть 9 переходит в цилиндрическую часть 10. В обойме 8 (фиг. 2) выполнена полость 11 цилиндрической формы, в которой закреплена матрица 12 цилиндрической формы плотной посадкой (не показано). Полость 11 сопряжена с большим основанием конусной части 9 отверстия обоймы 8. В матрице 12 размещен пуансон 13 с ограничителем перемещения 14. Пресс-формы расположены соосно и соединены по центру металлической втулкой 15, размещенной в отверстиях цилиндрических частей 3, 10 обойм 1, 8, и направляющими стержнями 16, 17, плотно размещенными в пазах 18, 19, 20, 21 (фиг. 2) с возможностью замены стержнями другой длины. Пазы 18, 19, 20, 21 выполнены в сопрягаемых поверхностях обойм 1, 8.
Пресс-формы соединены между собой вплотную или с зазором. В качестве металлической втулки 15 использована электропроводная трубка толщиной, обеспечивающей устойчивое состояние ее в процессе деформирования. Обе обоймы 1, 8 выполнены разъемными (не показаны). Граница перехода конической части 2 сквозного отверстия в цилиндрическую 3 в обойме 1 служит упором 22 для втулки 15. Граница перехода конической части 9 сквозного отверстия в цилиндрическую 10 в обойме 8 служит упором 23 для втулки 15. Ширина упоров 22, 23 равна толщине стенок втулки 15. Внутренний диаметр D1 втулки 15 (фиг. 3, 4) равен диаметру D2 меньшего основания конусных частей 2 и 9 (фиг. 2).
Внутренняя поверхность втулки 15 выполнена гладкой (фиг. 3) при получении спрессованного извлекаемого изделия из терморасширенного графита. При получении электрода внутренняя поверхность втулки 15 выполнена шероховатой (фиг. 4) в направлении от торцов к центральной части втулки под углом (фиг. 4) - для обеспечения неизвлекаемости прессуемого в ней терморасширенного графита. Устройство снабжено набором направляющих стержней, имеющих различные длины, и набором втулок с гладкой и шероховатой внутренними поверхностями, имеющих различные длины.
Устройство работает следующим образом.
Устройство компонуют (фиг. 1, 2) в соответствии с длиной стержней 16, 17 и толщиной втулки 15 (фиг. 4, 5), обеспечив соосность пресс-форм. При этом диаметр втулки внутренний D1 должен совпадать с диаметром D2 меньшего основания конусной части 2 и 9 (фиг. 2).
Матрицы 5 и 12 заполняют порошком (фиг. 5) в количестве, обеспечивающем за один ход каждого пуансона 6, 13 получение спрессованного материала во втулке 15 и над ней - в зазоре, образующемся при заданном уровне прессования до упора пуансонов 6, 13 с обеих сторон. Вставляют пуансоны 6 и 13 в матрицы 5, 12 и прикладывают к ним усилие - Р. Проводят прессование с одним и тем же усилием на пуансоны 6, 13, обеспечивая равномерность распределения массы в пресс-формах и втулке 15 и одинаковую ее плотность, а также прочность по всей длине втулки 15. При прессовании ограничителями 7, 14 перемещения пуансонов 6, 13 задают уровень прессования порошка в пресс-формах (фиг. 5.), обеспечивая, прежде всего, в полном объеме заполняемость металлической втулки и гантелеобразность прессуемого материала. За счет того, что втулка 15 упирается в упоры 22, 23, гарантируется ее устойчивое положение в устройстве, исключается перемещение втулки 15 в процессе прессования в конусные части 2, 9 обойм 1, 8. Наличие массы за пределами втулки 15, в конусных частях 2, 9 и частично в матрицах 5, 12, обеспечивает полное заполнение спрессованным материалом для последующего использования металлической втулки 15 с гладкой внутренней поверхностью (фиг. 6) или с шероховатой внутренней поверхностью (фиг. 7).
После разъема частей обойм 1, 8 из устройства извлекают втулку 15 с гантелеобразной спрессованной массой (фиг. 5).
Заявляемое устройство по сравнению с прототипом имеет преимущества:
- позволяет за один ход каждого пуансона в матрице спрессовать порошок, имеющий малую насыпную плотность, типа терморасширенного графита, тем самым, обеспечивается сплошность получаемого изделия, равномерность распределения физико-механических свойств по длине, высоте изделия, а соответственно и лучшая воспроизводимость результатов;
- позволяет впервые использовать сдвоенные пресс-форм мундштучного формообразования, что расширяет технологические возможности устройства;
- позволяет применять втулку как один из элементов устройства для прессования порошка в ней с получением извлекаемого из нее прутка, так и один из элементов композиции в качестве оболочки, содержащей в ней неизвлекаемую спрессованную массу из терморасширенного графита, что обеспечивает безискровую работу полученного электрода, снижает металлоемкость готового изделия (электрода) и его себестоимость;
- позволяет впервые реализовать схему качественного двустороннего прессования порошков с малой насыпной плотностью за один ход пуансона за счет возможности заведения одновременно по одной порции порошка в обойму и матрицу с двух сторон и гарантированного заполнения втулки спрессованной массой при любом давлении на нее, так как предусмотрены излишки, которые всегда остаются в конических частях обойм и матриц;
- позволяет получить изделия различных размеров и материалов и, следовательно, расширить области использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МУНДШТУЧНОГО ФОРМОВАНИЯ | 2012 |
|
RU2486056C1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ КОМПОЗИЦИИ ИЗ ПОЛИМЕРА И ГРАФИТА | 2015 |
|
RU2595679C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 2011 |
|
RU2460642C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2011 |
|
RU2469859C1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| Пуансон пресс-формы для горячего прессования | 1989 |
|
SU1622083A1 |
| Устройство для дискретно-непрерывного формования труб из порошка | 1986 |
|
SU1404176A1 |
| Пресс- форма для изготовления изделий типа втулки из металлических порошков | 1986 |
|
SU1447571A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1981 |
|
SU975203A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОКОНТАКТНОЙ ПРОКЛАДКИ (ВАРИАНТЫ) | 2007 |
|
RU2343112C1 |
Изобретение относится к технике прессования, в частности к устройствам двухстороннего прессования порошков, но преимущественно пористых материалов с малой насыпной плотностью, типа терморасширенного графита, для получения прутков, стержней различного диаметра и композиции, содержащей металлическую втулку с уплотненным в ней терморасширенным графитом для получения электрода. Устройство для прессования порошков включает пресс-форму мундштучного формования прутков, матрицу цилиндрической формы, закрепленную с обоймой, и пуансон. Дополнительно оно снабжено второй аналогичной пресс-формой, при этом пресс-формы расположены соосно и соединены металлической втулкой и направляющими стержнями. В качестве металлической втулки использована электропроводная трубка. Обоймы выполнены разъемными и дополнительно имеют полости цилиндрической формы для размещения в них матриц, сопряженные с большим основанием конусной части отверстий обойм. Пуансоны снабжены съемными ограничителями перемещения в обоймах в направлении от торцов к центральной части под углом, а втулка, как элемент устройства, выполнена с гладкой внутренней поверхностью. Технический результат, достигаемый при использовании изобретения, заключается в возможности получения монолитного электропроводящего изделия в виде прутка из терморасширенного графита (ТРГ) или электропроводящей композиции, содержащей ТРГ в металлической оболочке с равномерным распределением свойств, и повышения адгезионной связи между компонентами композиции; а также расширения технологических возможностей устройства. 2 з.п. ф-лы, 7 ил.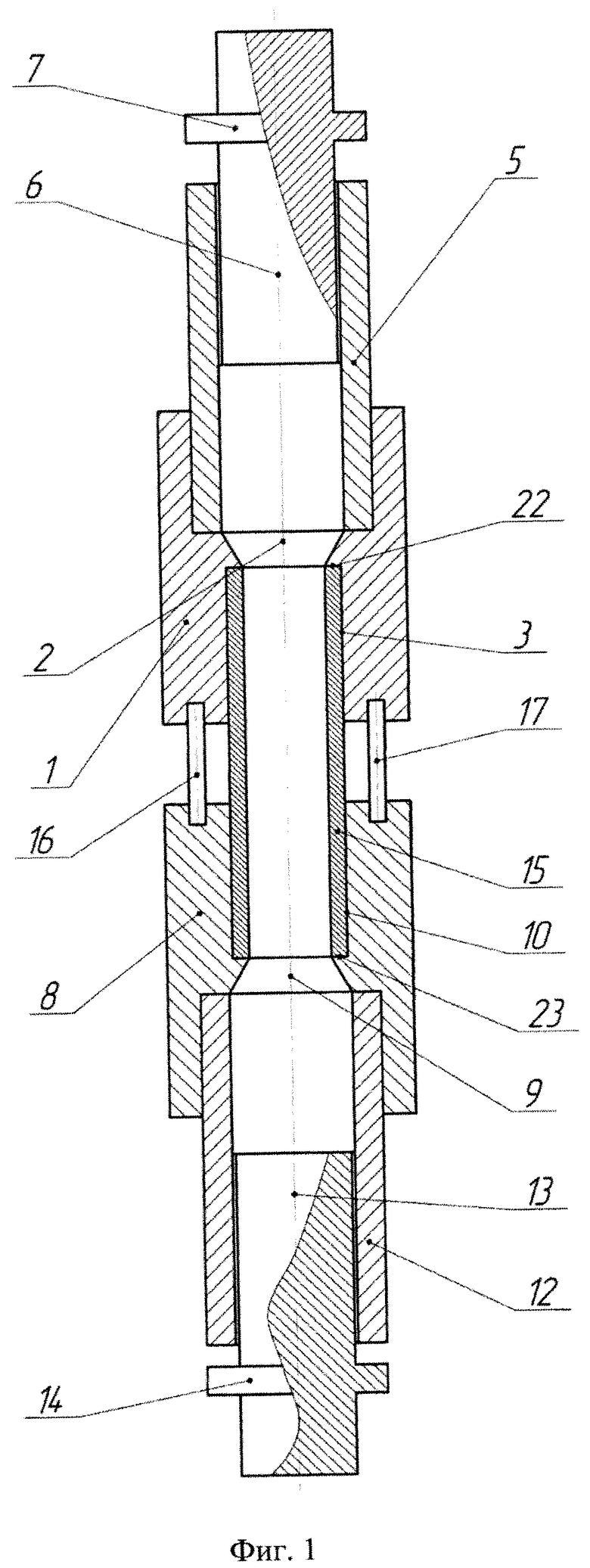
1. Устройство для прессования порошков, включающее пресс-форму мундштучного формования прутков, содержащую обойму со сквозным отверстием переменного сечения с конической частью, переходящей в цилиндрическую часть, матрицу цилиндрической формы, закрепленную с обоймой, и пуансон, отличающееся тем, что оно дополнительно снабжено второй аналогичной пресс-формой, при этом пресс-формы расположены соосно и соединены металлической втулкой, размещенной в отверстиях цилиндрических частей обойм, и направляющими стержнями, плотно установленными с возможностью замены в пазах, выполненных в сопрягаемых поверхностях обойм, причем пресс-формы соединены между собой вплотную или с зазором, в качестве металлической втулки использована электропроводная трубка толщиной, обеспечивающей устойчивое состояние ее в процессе деформирования, при этом обоймы выполнены разъемными и дополнительно имеют полости цилиндрической формы для размещения в них матриц, сопряженные с большим основанием конусной части отверстий обойм, пуансоны снабжены съемными ограничителями перемещения в обоймах, граница перехода конической части сквозного отверстия в цилиндрическую в обоймах служит упором для втулки, причем ширина упора равна толщине стенок втулки, а внутренний диаметр втулки равен диаметру меньшего основания конусной части отверстий обойм, при этом втулка, как элемент композиции для получения электрода, выполнена с внутренней шероховатой поверхностью в направлении от торцов к центральной части под углом, а втулка, как элемент устройства, выполнена с гладкой внутренней поверхностью.
2. Устройство по п. 1, отличающееся тем, что направляющие стержни выполнены в виде набора стержней различных длин.
3. Устройство по п. 1, отличающееся тем, что втулка выполнена в виде набора втулок различных длин с гладкой или шероховатой внутренними поверхностями.
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 2011 |
|
RU2460642C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ переработки вулканизованной резины | 1961 |
|
SU144986A1 |
| US 20050214396 A1, 29.09.2005 | |||
| WO 1995000311 A1, 05.01.1995 | |||
| US 2010028478 A1, 04.02.2010. | |||

