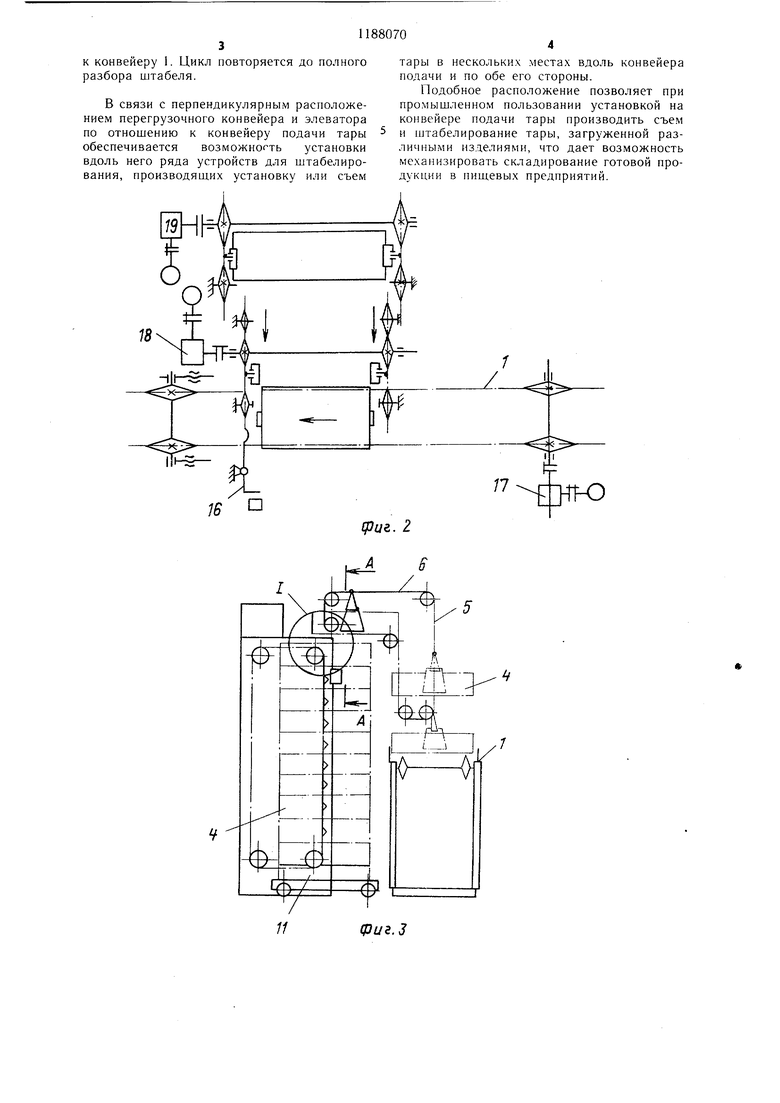
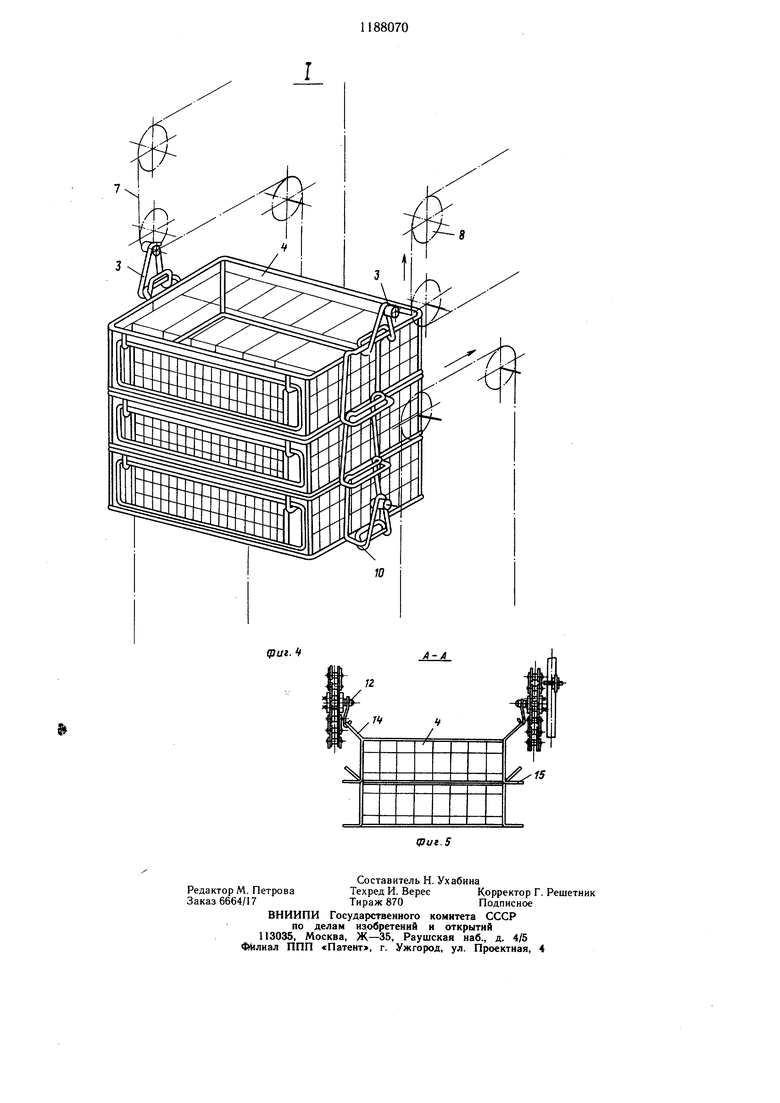
Изобретение относится к пищевой промышленности, но может быть использовано и в других отраслях, где необходимо обеспечить штабелирование и разборку штабеля, преимуш,ественно тары с боковыми ручками. Цель изобретения - расширение технологических возможностей путем обеспечения разборки штабеля и повышение удобства эксплуатации. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - узел I на фиг. 3 (в аксонометрии); на фиг. 5 сечение А-А на фиг. 3. Устройство для штабелирования изделий, преимущественно тары с ручками, содержит подающий конвейер 1, промежуточный конвейер 2 с щарнирно закрепленными на нем захватами 3 для тары 4, имеющий два .параллельно расположенных вертикальных замкнутых цепных контура 5. Последние расположены над подаюшим конвейером 1 перпендикулярно его продольной оси и выполнены с Г-образными ответвлениями в верхней части, включающими в себя горизонтальные 6 и вертикальные 7 участки, огибающие звездочки 8. Горизонтальные участки 6 Г-образных ответвлений подаю1цего конвейера 2 расположены перпендикулярно к продольной оси подающего конвейера 1 и под ними расположен накопитель 9 для тары 4. Накопитель 9 представляет собой элеватор, на тяговых цепях которого закреплены упоры 10 для удержания тары 4 или поддонов 11. Захваты 3 для тары выполнены в виде крюков, шарнирно установленных на цепях конвейера 2 посредством осей 12. Боковые стенки тары 4 имеют ручки 13, верхняя часть 14 которых отогнута под острым углом к боковой стороне тары 4, а нижняя часть 15 выполнена в виде скобы. Для обеспечения захвата ручек тары 4 или вывода захватов 3 из ручек тары 4 длина горизонтальных участков 6 Г-образных ответвлений подающего конвейера 2 должны быть по крайней мере больше половины длины тары 4. Устройство содержит также датчик 16, включенный в цепь управления приводом 17 подающего конвейера 1, и приводы 18 и 19 промежуточного конвейера 2 и накопителя 9 соответственно. Устройство для штабелирования изделий, преимущественно тары с ручками, работает следующим образом. Тара 4 подается конвейером 1 под вертикальный контур 5 промежуточного конвейера 2. После срабатывания датчика 16 привод 17 конвейера 1 останавливается и включается Привод 18 промежуточного конвейера 2. Крюковые захваты 3, шарнирно закрепленные на цепях промежуточного конвейера 2, подходят на участке огибающих звездочек под верхнюю отогнутую часть 14 ручек 13 тары 4 и при перемещении вверх входят в зацепление с ручками 13 и поднимают тару 4, снимая ее с подающего конвейера 1. Г1ри огибании горизонтального участка 6 тара 4 устанавливается на поддон 11 установленного на упоры 10 накопителя 9, а захваты 3 продолжают опускаться вниз и, огибая звездочки 8, выходят из зацепления с ручками 13 и перемещаются в нижней ветви горизонтального участка 6 в направлении к конвейеру 1. После того, как захваты выйдут из зоны габарита тары 4, включается привод 19 накопителя 9 и тара 4 совместно с поддоном 11 перемещается на один шаг вниз. К этому моменту следующая пара захватов 3 снимает с конвейера I следующую тару 4 и перемещает ее в направлении к накопителю 9. При прохождении горизонтального участка 6 нижняя часть 15 ручки 13, выполненная в виде скобы, верхней тары 4 входит в зацепление с верхней отогнутой частью 14 ручки 13 нижней тары 4, расположенной на поддоне 1. Захваты 3 выходят из зацепления с ручками 13 верхней тары, после чего включается привод 19 накопителя 9 и обе тары опускаются на один щаг вниз. Цикл повторяется до набора штабеля из заданного количества тары, которая затем выгружается из накопителя. Захваты 3 расположены на промежуточном конвейере 2 с определенным шагом, исключающим столкновение предыдущей и последующей тары при огибании звездочек 8. Разбор щтабеля тары осуществляется следующим образом. На упоры 10 накопителя 9 устанавливают штабель тары 4. Включают привод 18 промежуточного конвейера 2 и захваты 3 проходят между верхней отогнутой частью 14 и нижней частью 15 ручки 13 тары 4, после чего, поднимаясь вверх, при огибании звездочек 8 входят в зацепление с верхней отогнутой частью 14 ручки 13 и снимают верхнюю тару 4 со штабеля, перемещая ее сначала по горизонтальному участку 6, а потом по вертикальному контуру конвейера 2 в направлении конвейера 1. После того, как тара 4 установится на конвейере 1, захваты 3 продолжают движение вниз и выходят из зацепления с ручкой 13. Включается привод 17 и подающий конвейер 1 перемещает тару на дальнейшие технологические операции. В это время включается привод 19 накопителя 9 и штабель тары поднимается на один шаг, следующая пара захватов 3 захватывает следующую верхнюю тару со штабеля и перемещает ее
к конвейеру 1. Цикл повторяется до полного разбора штабеля.
В связи с перпендикулярным расположением перегрузочного конвейера и элеватора по отношению к конвейеру подачи тары обеспечивается возможность установки вдоль него ряда устройств для штабелирования, производяш.их установку или съем 16 а
тары в нескольких местах вдоль конвейера подачи и по обе его стороны.
Подобное расположение позволяет при промышленном пользовании установкой на конвейере подачи тары производить съем и 1итабелирование тары, загруженной различными изделиями, что дает возможность механизировать складирование готовой продукции в пишевых предприятий. ipuz. Z J4fO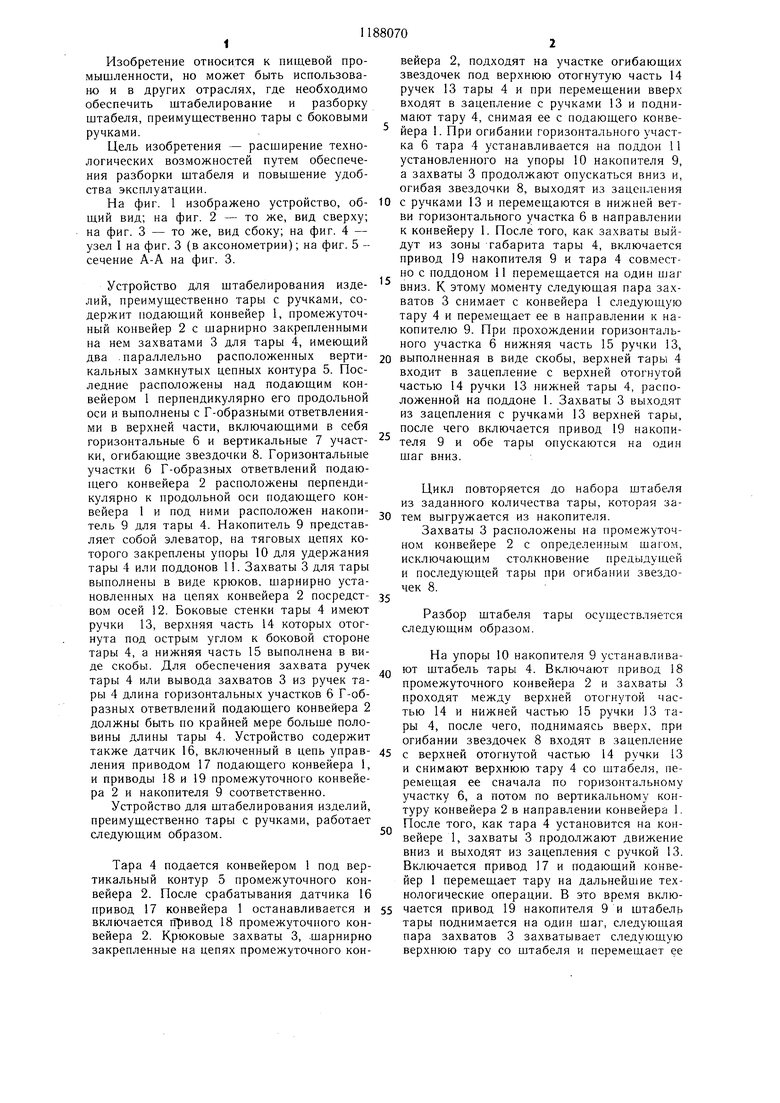
| название | год | авторы | номер документа |
|---|---|---|---|
| Тара для штучных изделий | 1980 |
|
SU1008091A1 |
| Линия расфасовки штучных изделий | 1983 |
|
SU1209508A1 |
| Устройство для укладки изделий в тару | 1984 |
|
SU1330007A1 |
| Устройство для укладки изделий в тару | 1977 |
|
SU713771A1 |
| Установка для охлаждения древесностружечных плит | 1980 |
|
SU935309A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ШТАБЕЛЯ | 1968 |
|
SU212817A1 |
| Машина для штабелирования прутковых ящиков | 1960 |
|
SU133403A1 |
| Устройство для подачи досок к обрезным станкам | 1987 |
|
SU1565690A1 |
| ВСТАВЛЯЕМЫЙ ЯЧЕИСТЫЙ ЯЩИК (ВАРИАНТЫ) | 1995 |
|
RU2138431C1 |
| Тара для штучных изделий | 1973 |
|
SU448989A1 |
УСТРОЙСТВО ДЛЯ ШТАБЕЛИРОВАНИЯ ИЗДЕЛИЙ, преимущественно тары с боковыми ручками, содержащее подающий конвейер, промежуточный конвейер с шарнирно закрепленными на нем захватами для изделий, имеющий два параллельно расположенных вертикальных замкнутых цепных контура, и накопитель, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения разборки щтабеля и повышения удобства эксплуатации, контуры промежуточного конвейера расположены над подающим конвейером перпендикулярно его продольной.оси и выполнены с Г-образными ответвлениями в верхней части, а нанопитель размещен под последними с возможностью перемещения в вертикальной плоскости. S 00 00
| УСТРОЙСТВО для УКЛАДКИ ПЛООКИХ ИЗДЕЛИЙв СТОПУ | 0 |
|
SU263853A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
