Изобретение относится к устройствам для укладки штучных изделий в тару и может быть и.спользовано на предприятиях пищевой промышленности и в других отраслях народного хозяйства для укладки изделий в пачках и коробках в тару.
Целью изобретения является упрош,ение конструкции и повышение надежности работы.
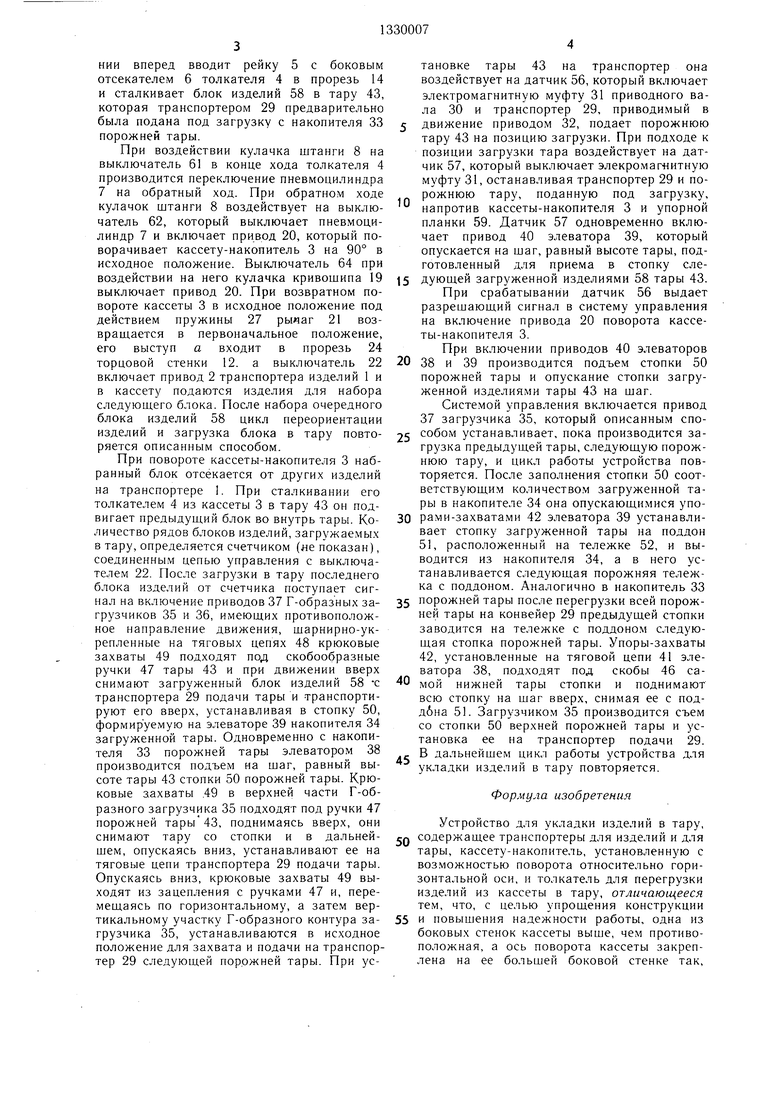
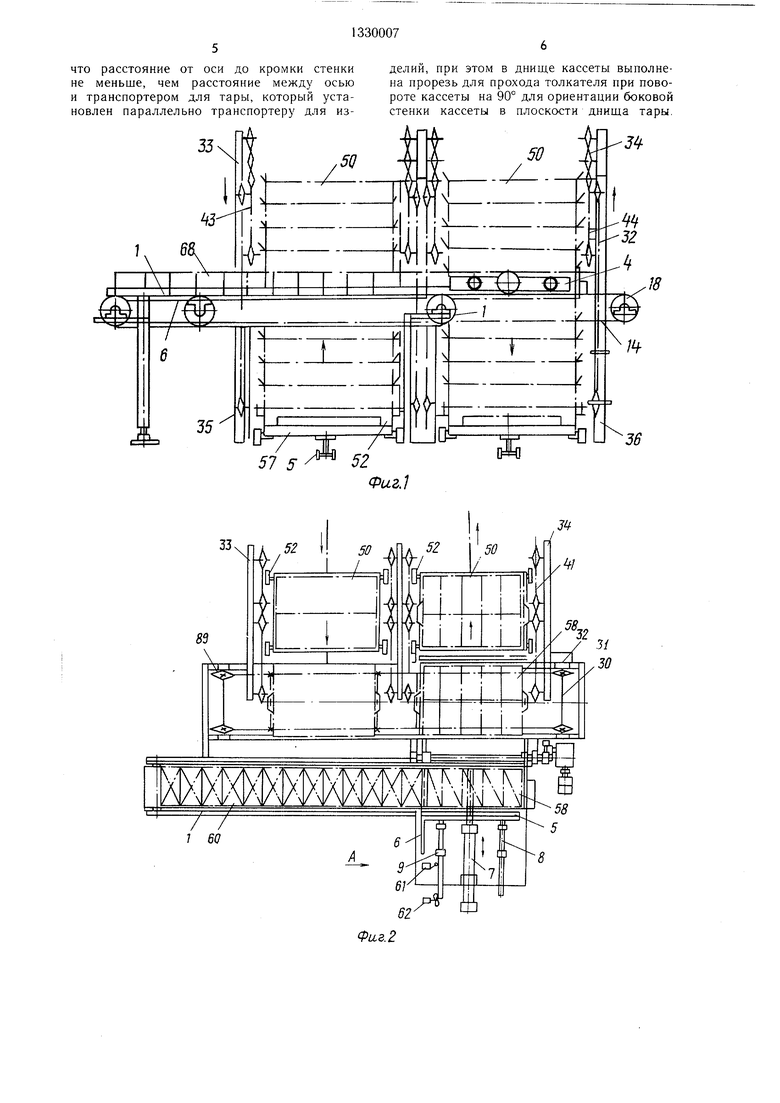
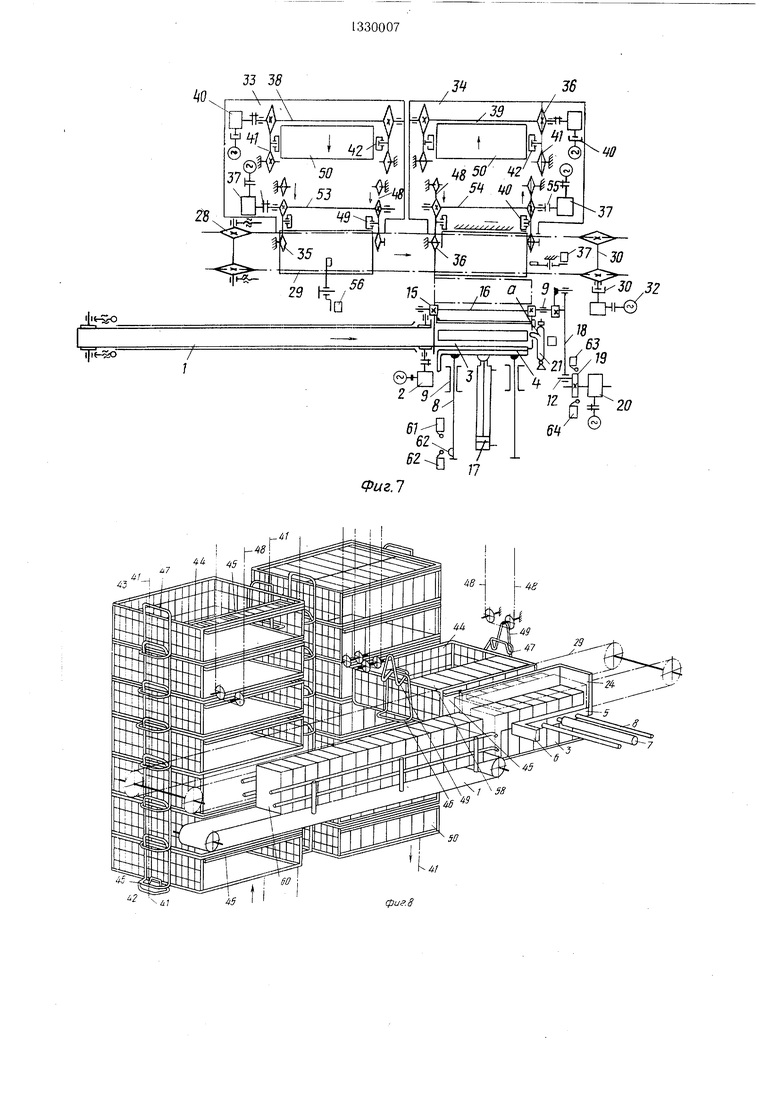
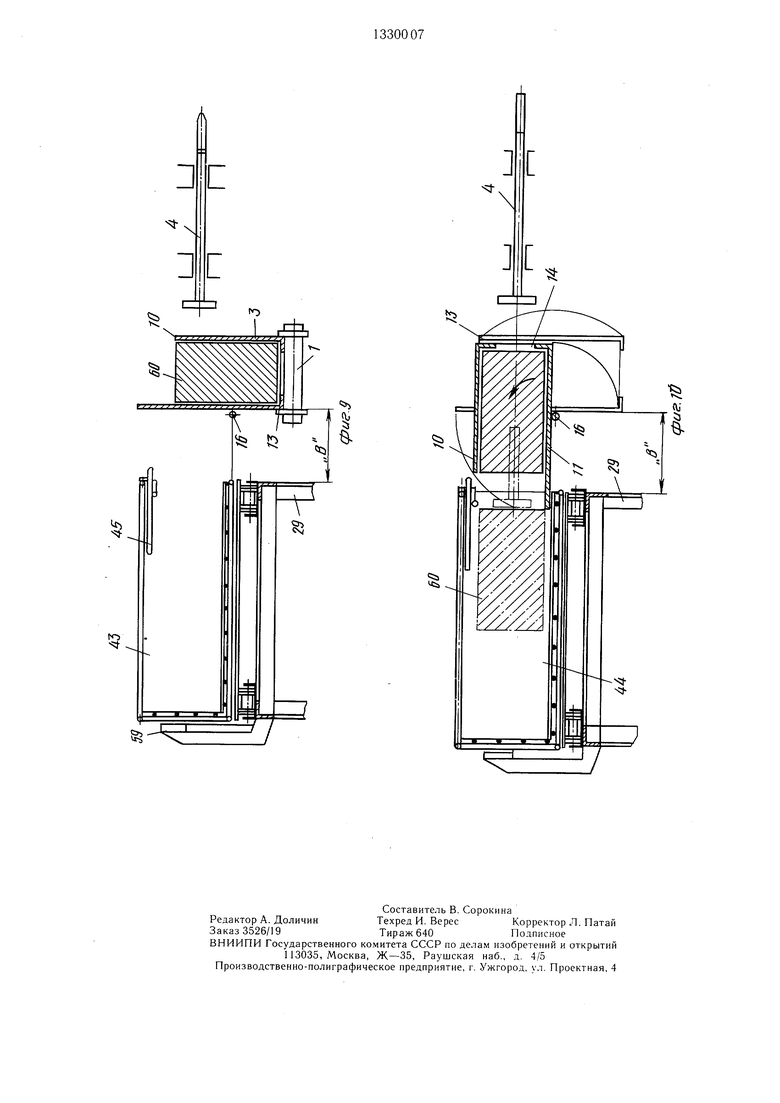
На фиг. 1 изображено устройство для укладки изделий в тару, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 вид А на фиг. 1; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - вид В на фиг. 1; на фиг. 6 - кассета-накопитель изделий в аксонометрии; на фиг. 7 - кинематическая схема устройства; на фиг. 8 - схема загрузки изделий в тару, аксонометрия; на фиг. 9 - схема расположения тары и кассеты-накопителя до загрузки изделия в тару; на фиг. 10 - схема расположения тары и кассеты-накопителя в момент загрузки изделий в тару.
Устройство состоит из транспортера 1 для изделии с приводом 2, кассеты-накопителя 3, сбоку которой расположен толкатель 4 для перегрузки изделий из кассеты в тару, состояний из рейки 5 с боковым отсе- кателем б, шарнирно соединенной с пневмо- цилиндром 7, имеющей штанги 8, движущиеся в направляющих 9.
Кассета-накопитель 3 состоит из двух боковых стенок 10 и И, торцовой стенки 12, днища 13 в котором по всей длине выполнена прорезь 14.
Боковая стенка 11 выполнена выше противоположной стенки 10. На боковой стенке 11 закреплен кронштейн 15, посредством которого кассета 3 жестко укреплена на валу 16. Вал 16 посредством рычага 17 через тягу 18 и кривошип 19 поворачивается от привода 20 на угол 90°.
На торцовой стенке 12 установлен рычаг 21, взаимодействующий с выключателем 22 набора блока изделий в коробках.
Рычаг 21 выступом а под действием пружины 23 входит в прорезь 24 торцовой стенки 12, на которой закреплен кулак 25, взаимодействующий с роликом 26 рычага 21, который поворачивается вокруг оси 27, закрепленной на раме 28.
Параллельно транспортеру для изделий 1 установлен транспортер 29 подачи тары, приводной вал 30 которого через электромагнитную муфту 31 приводится в движение от привода 32.
Ось вала 16 поворота кассеты 3 закреплена на ее большей боковой стенке 11 так, что расстояние от оси до верхней кромки стенки 11 не меньше, чем расстояние между осью и транспортером 29 подачи тары. Вдоль транспортера 29 подачи тары установлены параллельно накопители 33 и 34 порожней и загруженной тары, состоящие из
Г-образной формы загрузчиков 35 и 36 с приводами 37 и двух цепных э.теваторов 38 и 39 с приводами 40, на тяговых цепях 41 которых установлены упоры-захваты
42 тары 43, тара 43 состоит из корпуса 44 прямоугольной формы с днищем, а боковая стенка 45 ее Е ыгюлнена открывающейся. На корпусе 44 тары имеются ручки-фиксаторы, состоящие из скобы 46, расположенной у днища и отогнутой под углом скобообраной
О ручки 47. На тяговых цепях 48 загрузчиков 35 и 36 шарнирно закреплены крюковые захваты 49 под ручки 47 тары 43. Стопка 50 тары 43, установленная друг на друге на поддоне 51 и тележке 52, заводится в накопи5 тель 33 порожней тары.
Приводные валы 53 и 54 загрузчиков 35 и 36 посредством муфт 55 соединены с приводами 37.
На транспортере 29 подачи тары установлены датчики 56 и 57 установки тары 43
0 на транспортер и останова транспортера на позиции загрузки из кассеты 3 блока изделий 58. В зоне загрузки изделий 58 в тару 43 на каркасе транспортера 29 подачи тары уста новлена упорная планка 59 для фиксации тары в момент заталкивания в нее толкателем 4 блока изделий 58.
Изделия в коробках 60 с фасовочно- упаковочного устройства подаются транспортером 1 соориентированными вертикально, а в тару 43 загружаются посредство.м
Q кассеты 3 переориентированными на 90° на бок. Толкатель 4 содержит выключатели 61 и 62 переключения направления движения пневмоцилиндра 7, а привод 20 поворота кассеты 3 содержит выключатели 63 и 64 останова в крайних положениях.
r Устройство работает следующим образом. Изделия 58 в коробках с фасовочно-упа- ковочного устройства в вертикальном положении транспортером 1 подаются в кассету- накопитель 3. Перемещаясь по днищу 13 кассеты, первое изделие набираемого блока
0 изделий 58 воздействует на рычаг 21 выключателя 22, который включает привод 2 транспортера изделий 1 и выключает привод 20, который посредством кривошипа 19 через тягу 18 и рычаг 17 поворачивает вал 16 /. и жестко закрепленную на нем на кронщ- тейне 15 кассету-накопитель на угол 90°. При воздействии кулачка кривошипа 19 на выключатель 63 от него через систе.му управления производится выключение привода 20 и включение золотника управления пневмоци0 линдром 7 толкателя 4.
При повороте кассеты-накопителя 3 кулак 25 отжимает ролик 26 рычага 21, выводя его выступ а из прорези 24 торцовой стенки 12, рычаг 21 поворачивается вокруг оси 27, растягивая пружину 23. Днище 13 касеты 3 при
5 повороте ее на 90° устанавливается вертикально, а верхняя кромка большей боковой стенки 11 ложится на плоскость днища тары 43. Пневмоцилиндр 7 при движеНИИ вперед вводит рейку 5 с боковым отсекателем 6 толкателя 4 в прорезь 14 и сталкивает блок изделий 58 в тару 43, которая транспортером 29 предварительно была подана под загрузку с накопителя 33 порожней тары.
При воздействии кулачка штанги 8 на выключатель 61 в конце хода толкателя 4 производится переключение пневмоцилиндра 7 на обратный ход. При обратно.м ходе кулачок штанги 8 воздействует на выключатель 62, который выключает пневмоци- линдр 7 и включает привод 20, который поворачивает кассету-накопитель 3 на 90° в исходное положение. Выключатель 64 при воздействии на него кулачка кривошипа 19 выключает привод 20. При возвратном повороте кассеты 3 в исходное положение под действием пружины 27 рычаг 21 воз- враш,ается в первопачальное положение, его выступ а входит в прорезь 24 торцовой стенки 12. а выключатель 22 включает привод 2 транспортера изделий 1 и в кассету подаются изделия для набора следуюшего блока. После набора очередного блока изделий 58 цикл переориентации изделий и загрузка блока в тару повторяется описанным способом.
При повороте кассеты-накопителя 3 набранный блок отсекается от других изделий на транспортере 1. При сталкивании его толкателем 4 из кассеты 3 в тару 43 он подвигает предыдуший блок во внутрь тары. Количество рядов блоков изделий, загружаемых в тару,определяется счетчиком (не показан), соединенным цепью управления с выключателем 22. После загрузки в тару последнего блока изделий от счетчика поступает сигнал на включение приводов 37 Г-образных загрузчиков 35 и 36, имеющих противоположное направление движения, шарнирно-ук- репленные на тяговых цепях 48 крюковые захваты 49 подходят под скобообразные ручки 47 тары 43 и при движении вверх снимают загруженный блок изделий 58 -с транспортера 29 подачи тары и транспортируют его вверх, устанавливая в стопку 50, формируемую на элеваторе 39 накопителя 34 загруженной тары. Одновременно с накопителя 33 порожней тары элеватором 38 производится подъем на шаг, равный высоте тары 43 стопки 50 порожней тары. Крюковые захваты .49 в верхней части Г-об- разного загрузчика 35 подходят под ручки 47 порожней тары 43, поднимаясь вверх, они снимают тару со стопки и в дальнейшем, опускаясь вниз, устанавливают ее на тяговые цепи транспортера 29 подачи тары. Опускаясь вниз, крюковые захваты 49 выходят из зацепления с ручками 47 и, перемещаясь по горизонтальному, а затем вертикальному участку Г-образного контура загрузчика 35, устанавливаются в исходное положение для захвата и подачи на транспортер 29 следующей порожней тары. При установке тары 43 на транспортер она воздействует на датчик 56, который включает электромагнитную муфту 31 приводного вала 30 и транспортер 29, приводимый в
движение приводом 32, подает порожнюю тару 43 на позицию загрузки. При подходе к позиции загрузки тара воздействует на датчик 57, который выключает элекромагнитную муфту 31, останавливая транспортер 29 и порожнюю тару, поданную под загрузку, напротив кассеты-накопителя 3 и упорной планки 59. Датчик 57 одновременно включает привод 40 элеватора 39, который опускается на шаг, равный высоте тары, подготовленный для приема в стопку сле5 дующей загруженной изделиями 58 тары 43. При срабатывании датчик 56 выдает разрешающий сигнал в систему управления на включение привода 20 поворота кассеты-накопителя 3.
При включении приводов 40 элеваторов
0 38 и 39 производится подъем стопки 50 порожней тары и опускание стопки загруженной изделиями тары 43 на щаг.
Системой управления включается привод 37 загрузчика 35, который описанным спо5 собом устанавливает, пока производится загрузка предыдущей тары, следующую порожнюю тару, и цикл работы устройства повторяется. После заполнения стопки 50 соответствующим количеством загруженной тары в накопителе 34 она опускающимися упо0 рами-захватами 42 элеватора 39 устанавливает стопку загруженной тары на поддон 51, расположенный на тележке 52, и выводится из накопителя 34, а в него устанавливается следующая порожняя тележка с поддоном. Аналогично в накопитель 33
5 порожней тары после перегрузки всей порожней тары на конвейер 29 предыдущей стопки заводится на тележке с поддоном следующая стопка порожней тары. Упоры-захваты 42, установленные на тяговой цепи 41 элеватора 38, подходят под скобы 46 са0 мой нижней тары стопки и поднимают всю стопку на шаг вверх, снимая ее с под- дбна 51. Загрузчиком 35 производится съем со стопки 50 верхней порожней тары и установка ее на транспортер подачи 29. В дальнейшем цикл работы устройства для
5
укладки изделии в тару повторяется. Формула изобретения
Устройство для укладки изделий в тару, 5Q содержащее транспортеры для изделий и для тары, кассету-накопитель, установленную с возможностью поворота относительно горизонтальной оси, и толкатель для перегрузки изделий из кассеты в тару, отличающееся тем, что, с целью упрощения конструкции 55 и повышения надежности работы, одна из боковых стенок кассеты выше, чем противоположная, а ось поворота кассеты закреплена на ее большей боковой стенке так.
что расстояние от оси до кромки стенки не меньше, чем расстояние между осью и транспортером для тары, который установлен параллельно транспортеру для изделим, при этом в днище кассеты выполнена прорезь для прохода толкателя при повороте кассеты на 90° для ориентации боковой стенки кассеты в плоскости днища тары.
35
57 53
36
Фиг.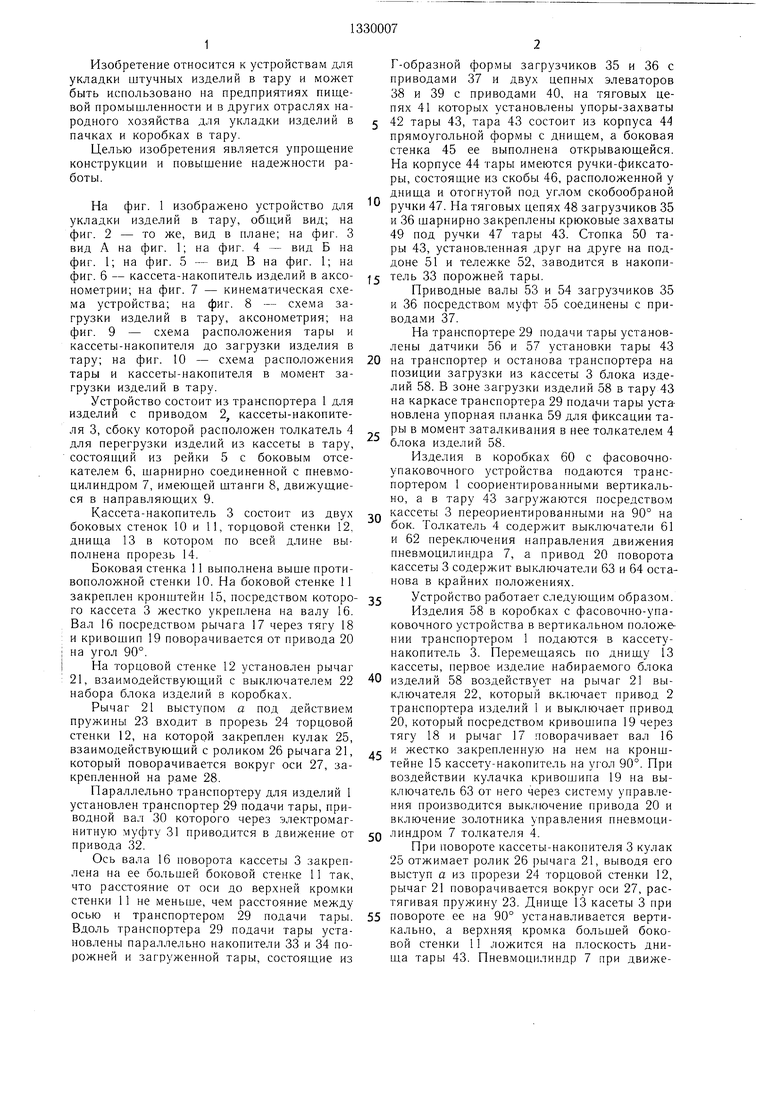
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия расфасовки штучных изделий | 1983 |
|
SU1209508A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для выдачи штучных изделий из штабеля | 1974 |
|
SU512145A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Контейнер для штучных грузов в таре | 1985 |
|
SU1294707A1 |
| УСТАНОВКА ДЛЯ ЗАРЯДКИ КАССЕТ СТРОИТЕЛЬНЫМИЭЛЕМЕНТАМИ | 1972 |
|
SU337481A1 |
| Устройство для укладки в тару штучных предметов | 1972 |
|
SU442109A1 |
| Садчик кирпича на печной конвейер | 1989 |
|
SU1726267A1 |
| СИСТЕМА ЗАГРУЗКИ ШТУЧНЫХ ГРУЗОВ В КОНТЕЙНЕР | 2008 |
|
RU2381166C2 |
| МОДУЛЬ ЗАГРУЗКИ И ВЫГРУЗКИ КОНТЕЙНЕРОВ ДЛЯ КАМЕРЫ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811536C1 |
Изобретение относится к устройствам для укладки штучных изделий в тару и может быть использовано в различных отраслях народного хозяйства для укладки изделий в пачках и коробках в тару. Цель изобретения - упрощение конструкции и повышение надежности. Изделия подаются транспортером 1 сориентированными вертикально, а в тару загружаются посредством кассеты .3 переориентированными на 90°. Боковая стенка 11 ка,ссеты выше, чем противоположная стенка 10, а в днище 13 кассеты выполнена прорезь 14 для прохода толкателя 4. В результате поворота кассеты 3 на 90° удлиненная боковая стенка 11 располагается в плоскости днища тары без зазора, после чего изделия толкателем 4 перегружаются в тару. 10 ил. Вид А (Л 61 SZ со со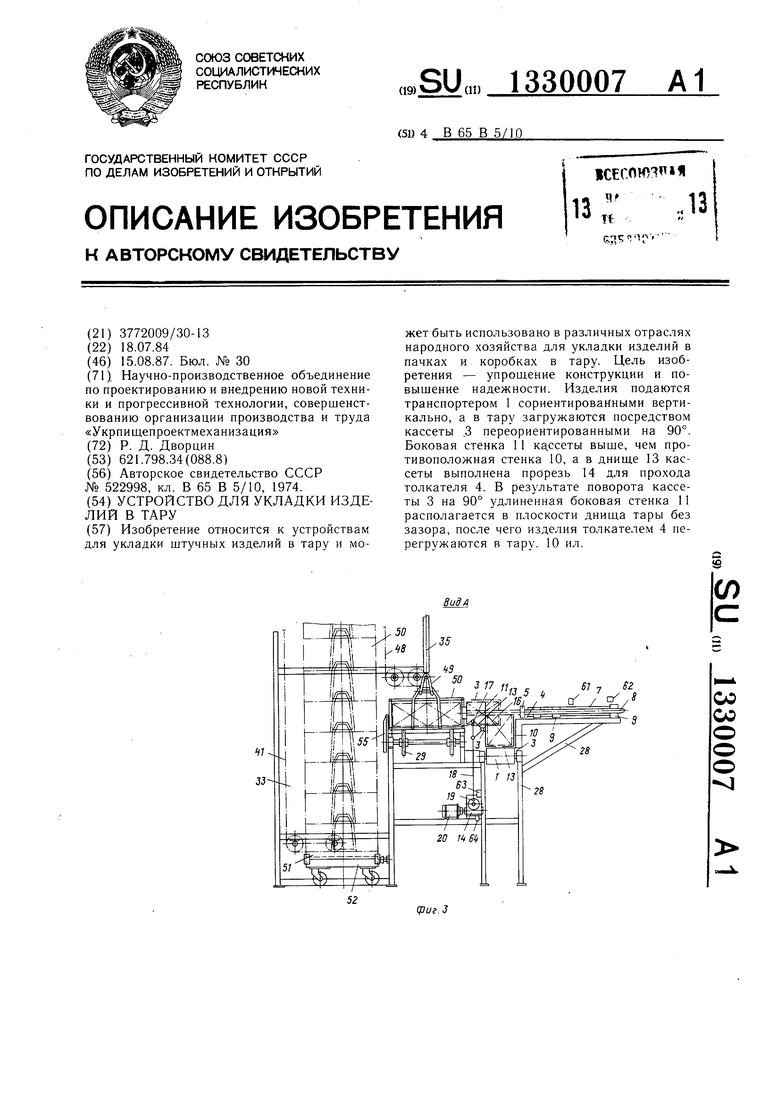
52
86
50
nf
аиж.р|
/
duS6
(pu.4
duff В x4
22 (fus-.S
58
/;
J
36
20
ФигЛ
-41
45 Н
50
I
4/
фиг. 8
3
D
1
| Устройство для укладки коробок в ящики | 1974 |
|
SU522998A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
