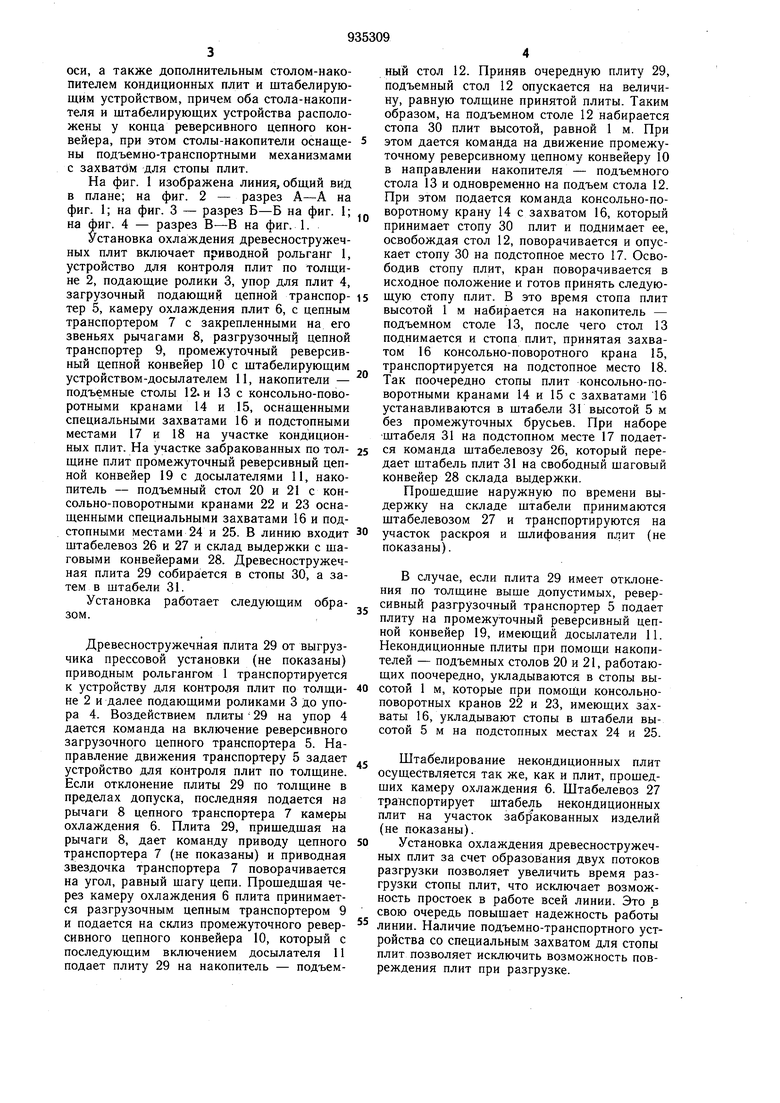
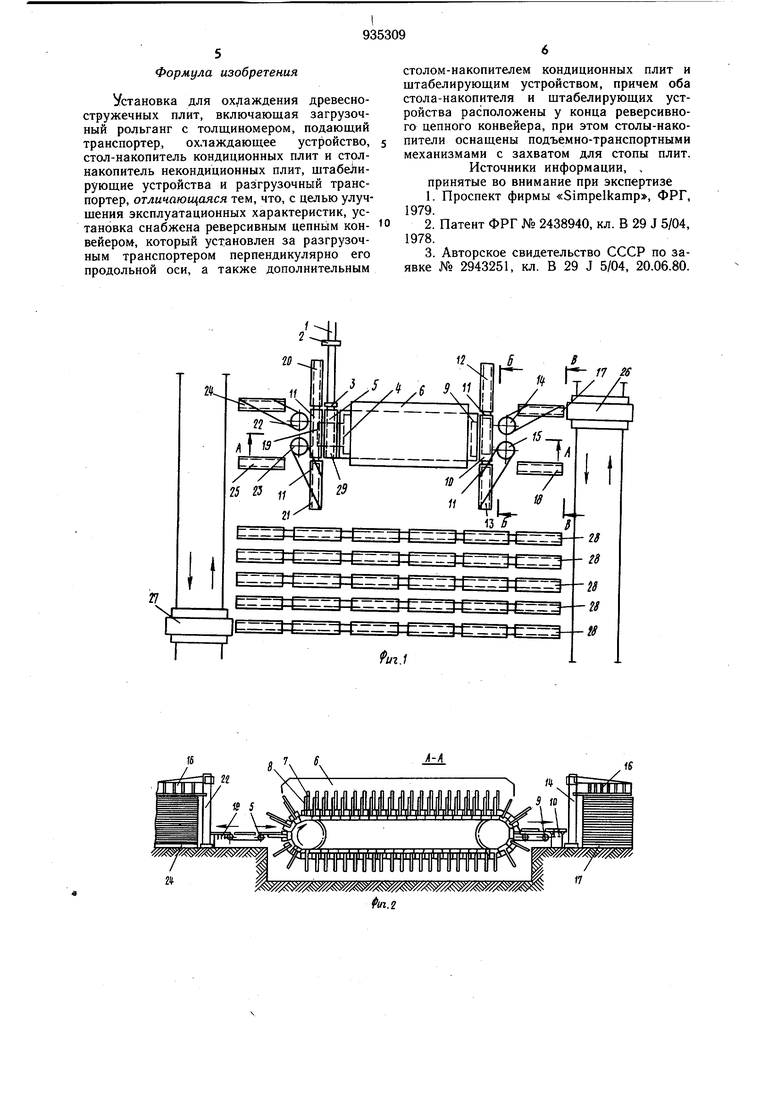
(54) УСТАНОВКА ДЛЯ ОХЛАЖДЕНИЯ ДРЕВЕСНОСТРУЖЕЧНБ1Х Изобретение относится к технологическому оборудованию для производства древесностружечньгх плит и предназначено для искусственного охлаждения плит после горячего прессования. Известна установка для охлаждения древесностружечных плит, включающая загрузочный транспортер, охлаждающее устройство, разгрузочный транспортер и щтабелирующее устройство 1 . Недостатком этой линии является то, что разгрузка охлажденных плит жестко связана с циклом прессования. При этом могут возникать простои последующего оборудования в связи с тем, чт( плиты штабелируются в одном месте, а последующее оборудовакие простаивает, пока накопится следующий пакет плит. Кроме того, пакеты плит высотой 1 м укладываются в щтабель высотой 5 м при помощи промежуточных прокладок, укладываемых вручную. Это увеличивает время штабелирования плит и исключает возможность автоматизации всего технологического процесса. Известна установка для охлаждения древесностружечных плит, включающая заПЛИТгрузочный транспортер, охлаждающее устройство, разгрузочный транспортер и столы-накопители 2. Наиболее близкой к предложенному является установка для охлаждения древесностружечных плит, включающая загрузочный рольганг с толщиномером, подающий транспортер, охлаждающее устройство, столнакопитель кондиционных плит и стол-накопитель некондиционных плит, щтабелирующее устройство и разгрузочный транспортер 3. Однако известной установке наличие одного штабелеукладчика (подъемного стола) заставляет работать подЪемно-транспортные механизмы, снимающие стопу плит, в жестком режиме работы прессовой установки (8-10 с) или приводит к остановке всего технологического оборудования на время съема и передачи стопы плит для складирования в щтабель высотой до 5 м. Цель изобретения - улучшение эксплуатационных характеристик. Цель достигается тем, что установка снабжена реверсивным цепным конвейером, который установлен за разгрузочным транспортером перпендикулярно его продольной оси, а также дополнительным столом-накопителем кондиционных плит и штабелирующим устройством, причем оба стола-накопителя и штабелирующих устройства расположены у конца реверсивного цепного конвейера, при этом столы-накопители оснащены подъемно-транспортными механизмами с захватом для стопы плит. На фиг. 1 изображена линия, общий вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1. Установка охлаждения древесностружечных плит включает приводной рольганг 1, устройство для контроля плит по толщине 2, подающие ролики 3, упор для плит 4, загрузочный подающий цепной транспортер 5, камеру охлаждения плит 6, с цепным транспортером 7 с закрепленными на его звеньях рычагами 8, разгрузочный цепной транспортер 9, промежуточный реверсивный цепной конвейер 10 с штабелирующим устройством-досылателем 11, накопители - подъемные столы 12. и 13 с консольно-поворотными кранами 14 и 15, оснащенными специальными захватами 16 и подстопными местами 17 и 18 на участке кондиционных плит. На участке забракованных по толщине плит промежуточный реверсивный цепной конвейер 19 с досылателями И, накопитель - подъемный стол 20 и 21 с консольно-поворотными кранами 22 и 23 оснащенными специальными захватами 16 и подстопными местами 24 и 25. В линию входит щтабелевоз 26 и 27 и склад выдержки с шаговыми конвейерами 28. Древесностружечная плита 29 собирается в стопы 30, а затем в штабели 31. Установка работает следующим образом. Древесностружечная плита 29 от выгрузчика прессовой установки (не показаны) приводным рольгангом 1 транспортируется к устройству для контроля плит по толщине 2 и далее подающими роликами 3 До упора 4. Воздействием 29 на упор 4 дается команда на включение реверсивного загрузочного цепного транспортера 5. Направление движения транспортеру 5 задает устройство для контроля плит по толщине. Если отклонение плиты 29 по толщине в пределах допуска, последняя подается на рычаги 8 цепного транспортера 7 камеры охлаждения 6. Плита 29, пришедшая на рычаги 8, дает команду приводу цепного транспортера 7 (не показаны) и приводная звездочка транспортера 7 поворачивается на угол, равный шагу цепи. Прошедшая через камеру охлаждения 6 плита принимается разгрузочным цепным транспортером 9 и подается на склиз промежуточного реверсивного цепного конвейера 10, который с последующим включением досылателя 11 подает плиту 29 на накопитель - подъемный стол 12. Приняв очередную плиту 29, подъемный стол 12 опускается на величину, равную толщине принятой плиты. Таким образом, на подъемном столе 12 набирается стопа 30 плит высотой, равной 1 м. При этом дается команда на движение промежуточному реверсивному цепному конвейеру 10 в направлении накопителя - подъемного стола 13 и одновременно на подъем стола 12. При этом подается команда консольно-поворотному крану 14 с захватом 16, который принимает стопу 30 плит и поднимает ее, освобождая стол 12, поворачивается и опускает стопу 30 на подстопное место 17. Освободив стопу плит, кран поворачивается в исходное положение и готов принять следующую стопу плит. В это время стопа плит высотой 1 м набирается на накопитель - подъемном столе 13, после чего стол 13 поднимается и стопа плит, принятая захватом 16 консольно-поворотного крана 15, транспортируется на подстопное место 18. Так поочередно стопы плит консольно-поворотиыми кранами 14 и 15 с захватами 16 устанавливаются в штабели 3Г высотой 5 м без промежуточных брусьев. При наборе штабеля 31 на подстопном месте 17 подается команда штабелевозу 26, который передает штабель плит 31 на свободный шаговый конвейер 28 склада выдержки. Прошедшие наружную по времени выдержку на складе штабели принимаются штабелевозом 27 и транспортируются на участок раскроя и шлифования плит (не показаны). В случае, если плита 29 имеет отклонения по толщине выше допустимых, реверсивный разгрузочный транспортер 5 подает плиту на промежуточный реверсивный цепной конвейер 19, имеющий досылатели 11. Некондиционные плиты при помощи накопителей - подъемных столов 20 и 21, работающих поочередно, укладываются в стопы высотой 1 м, которые при помощи консольноповоротных кранов 22 и 23, имеющих захваты 16, укладывают стопы в штабели высотой 5 м на подстопных местах 24 и 25. Штабелирование некондиционных плит осуществляется так же, как и плит, прощедщих камеру охлаждения 6. Штабелевоз 27 транспортирует штабель некондиционных плит на участок забракованных изделий (не показаны). Установка охлаждения древесностружечных плит за счет образования двух потоков разгрузки позволяет увеличить время разгрузки стопы плит, что исключает возможность простоек в работе всей линии. Это в свою очередь повышает надежность работы линии. Наличие подъемно-транспортного устройства со специальным захватом для стопы плит позволяет исключить возможность повреждения плит при разгрузке.
Формула изобретения
Установка для охлаждения древесностружечных плит, включающая загрузочный рольганг с толщиномером, подающий транспортер, охлаждающее устройство, стол-накопитель кондиционных плит и столнакопитель некондиционных плит, штабелирующие устройства и разгрузочный транспортер, отличающаяся тем, что, с целью улучщения эксплуатационных характеристик, установка снабжена реверсивным цепным конвейером, который установлен за разгрузочным транспортером перпендикулярно его продольной оси, а также дополнительным
столом-накопителем кондиционных плит и штабелирующим устройством, причем оба стол а-накопителя и штабелирующих устройства расположены у конца реверсивного цепного конвейера, при этом столы-накопители оснащены подъемно-транспортными механизмами с захватом для стопы плит.
Источники информации, , принятые во внимание при экспертизе
1.Проспект фирмы «Simpelkamp, ФРГ, 1979.
2.Патент ФРГ № 2438940, кл. В 29 J 5/04, 1978.
3.Авторское свидетельство СССР по заявке № 2943251, кл. В 29 J 5/04, 20.06.80.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия охлаждения древесных плит | 1980 |
|
SU889474A1 |
| Линия для производства древесно-стружечных плит | 1982 |
|
SU1070024A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| Линия бесподдонного изготовления древесностружечных плит | 1980 |
|
SU897580A1 |
| ШТАБЕЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ГИБКИХ ЛИСТОВ | 1972 |
|
SU342332A1 |
| ЛИНИЯ ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ РАБОТВ ЭКСПЕДИЦИЯХ И ХЛЕБОХРАНИЛИЩАХХЛЕБОЗАВОДОВ | 1972 |
|
SU427688A1 |
| Линия для производства древесностружечных плит | 1982 |
|
SU1092048A1 |
| Линия по обогащению древесно-стружечных плит | 1990 |
|
SU1771994A1 |
/ a i
5-S повернуто
/ФигЛ
18
- повернуто
/
17
