11
Изобретениеотносится к автоматике и может быть использовано для управления процессом резания на металлорежущих станках с числовьш программным управлением (ЧПУ) в условиях гибкого автоматизированного производства.
Цель изобретения - повышение качества изготовления деталей и надежности системы управления путем распш рения частотного диапазона анализируемых сигналов виброакустической эмиссии.
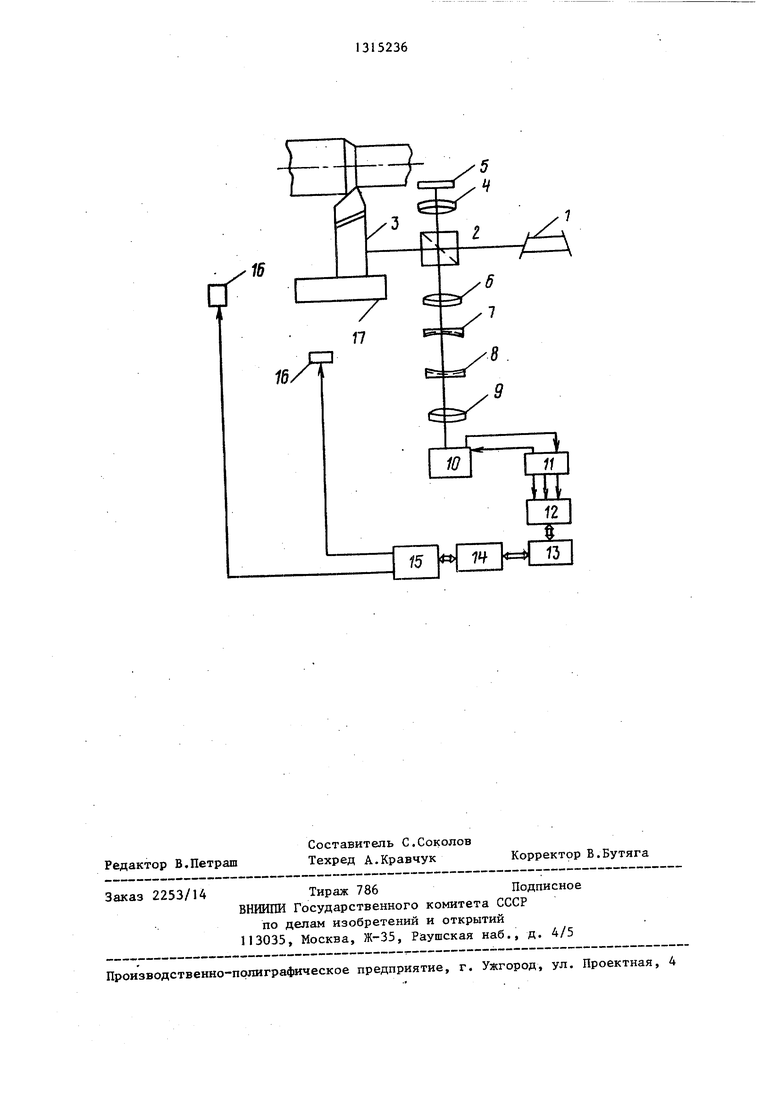
На чертеже приведена принципиальная схема устройства для программно- то управления металлорежущими станками.
Устройство для программного управления металлорежущими станками состоит из лазера 1 - источника когерентного излучения. Светоделитель (призма) 2 предназначен для разделения пучка в двух взаимоортогональных направлениях, в одном из которых расположен резец 3 ортогонально боковой поверхностью к оси подающего на него пучка, а в другом - подвижная вдоль оси линза 4 и отражательное зеркало 5. Зеркало 5 и линза 4 предназначены для формирования опорной сферической волны нд. выходе светоделительной призмы 2. Кроме того, устройство содержит последовательно установленные фокусирующую линзу 6, первое сферическое полупрозрачное зеркало 7, второе сферическое полупрозрачное зеркало .8, фурье-объектив 9, в плоскости фокусировки которого установлен приемник 10 с зарядовой связью (ПЗС). Зеркала 7 и 8 обращены друг к другу вогнутыми отражающими поверхностями и образуют пассивный оптический резонатор, плоскостью перетяжки которого сопряжена с помощью линзы 6 условием Гаусса с боковой поверхностью режущего инструмента, ПЗС-прием ник 10 подключен через блок 1 питания и формирования видеос -1гнала к аналого-цифровому преобразователю (АЦП) 12, выход которого стыкован через интерфейсный блок 13 (типаИ-3 прямого доступа в память с микроЭВМ 14, которая соединена через интерфейсный блок 15 (типа И-2) с сервоприводами 16 суппорта 17, в котором закреплен резец 3.
Устройство работает следующим образом.
15
0
5
5
О
:ю
35
40
45
50
55
Выходной пучок когерентного излучения, генерируемый лазером 1, частично проходит через светоделитель 2 и освещает боковую поверхность резца 3, а частично отражается ог светоделителя 2 в ортогональном направлении и проходит через линзу 4, и на выходе светоделителя 2 формируется сферическая волна. Отраженный боковой поверхностью резца 3 световой пучок также попадает на выход светоделителя 2 и затем поступает соосно с опорной волной на фокусирующую линзу 6, которая изображает их в плоскость перетяжки пассивного резонатора, образованного зеркалами 7 и 8, Прошед- щий через резонатор световой пучок фокусируется фурье-обьективом 9 на ПЗС-приемник 10, а пространственное распределение сфокусированного светового поля является суммой фурье- образа светового поля, отраженного резцом 3, и поля опорной волны, которая предназначена дпя предотвращения потери фазового спектра при регистрации спектра светового поля, отраженного резцом 3, ПЗС-приемни- ком 10.
Соответствующей установкой в продольном направлении линзы 4 достигается требуемый радиус кривизны фронта опорной волны, что обеспечивает равенство амплитуд опорной волны и фурье-образа сигнала и тем самым максимальную глубину их интерференци- алького взаимодействия на ПЗС-прием- нике 10,В процессе металлообработки ввиду износа резца 3, а также его вибраций по поверхности резцедержателя распространяются поверхностно-акустические волны, проявляющиеся в виде поверхностных деформаций материала. Поэтому отраженный поверхностью резца 3 световой пучок дифрагирует на его поверхностных акустических волнах, а распределение поля в дальней зоне, формируемое фокусирующей линзой 6, пассивным резонатором и фурье- объективом 9 на ПЗС-приемнике 10, является фурье-образом поверхностной акустической волнь резца 3,
Параметры пассивного резонатора - радиусы кривиз ны зеркал 7 и 8, расстояние между ними, угловой перекос зеркала 8 - выбраны таким образом, что при двойном обходе резонатора пучком на его выходе генерируется
. 3 1з
вторая мода излучения, описываемая полиномом Гаусса-Эрмита второй степени, содержащим слагаемые с нулевой и второй степенями, поэтому распределение поля на ПЗС-приемнике 10 является суммой Фурье-образа и второй частной производной фурье-образа поверхностной акустической волны в резце 3, которые, в свою очередь, пропорциональны соответственно математическому ожиданию и дисперсии амплитуды колебаний поверхностной акустической волны.
По мере износа резца 3 амплитуда этих колебаний увеличивается.
Выходной видеосигнал ПЗС-приемни- ка 0, запитываемого блоком 11 питания, поступает через АЦП 12, интерфейсный блок 13 в память микроЭВМ 14 Зависимость величины износа резца 3 от амплитуды видеосигнала, предварительно изученная в процессе наладки станка для каждого резца, занесена в виде таблицы также в память микро- ЭВМ 14. Б процессе работы осуществляется программная интерполяция фактической измеренной амплитуды видеосигнала к двум ближайшим табличным значениям амплитуд, записанных в память, вычисляется фактическая величина износа инструмента, формируется команда коррекции поперечной подачи инструмента. При этом команда через интерфейсный блок 15 поступает на сервоприводы 16 поперечной подачи суппорта 17.
Таким образом обеспечивается требуемый диаметр изготавливаемой детали.
64
Формула изобрет ения
Устройство для программного управления металлорежущими станками, содержащее источник когерентного излучення, ЭВМ, два сервопривода суппорта с режущим инструментом, соосно расположенные отражательное плоское зеркало, светоделнтельную приз1-1у, фурье-объектив и фоторегистратор светового потока, отличающее- с я тем, что, с целью повьшения на- дежности и качества изготовления деталей, в него дополнительно введены соосно расположенгше линза, фокусирующая линза, пассивный оптический резонатор, а также блок питания и формирования видеосигнала, аналого- цифровой преобразователь и два интерфейсных блока, при этом блок питания и формирования видеосигнала связан с фоторегистратором светового потока, в качестве которого используется приемник с зарядовой связью, и аналого-цифровым преобразователем.
выход которого через первый интерфейсный блок соединен с ЭВМ, второй интерфейсный блок установлен между ЭВМ и сервоприводами суппорта, линза соосно установлена между отражательным плоским зеркалом и светоделительной призмой, фокус ру;ощая линза и пассивный оптический резонатор соосно установлены между светоделительной призмой и Фурье-объективом, фокусирующая линза сопряжена условием фокусировки Гаусса с боковой поверхностью режущего инструмента и плоскостью перетяжки пассивного резонатора, а источник когерентного излучения установлен ортогонально по отношению к светоделительной призме и боковой поверхности режущего инструмента.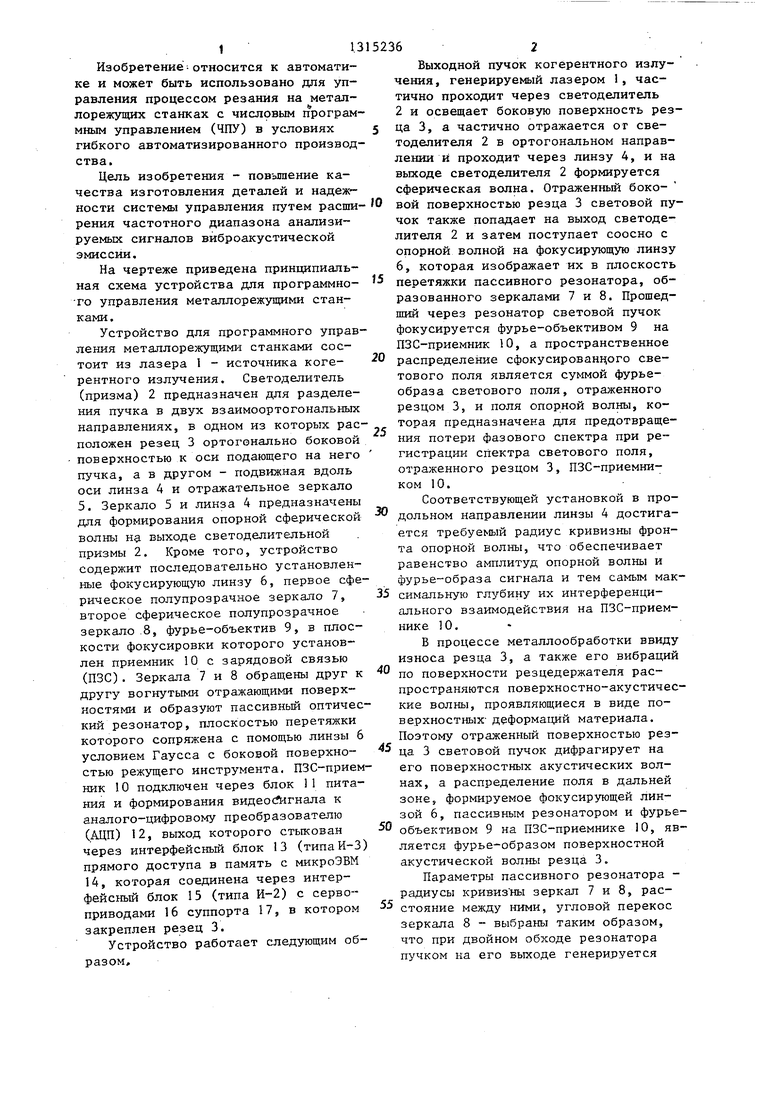
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство компенсации погрешностей обработки на металлорежущих станках | 1986 |
|
SU1706836A1 |
| Устройство управления процессом резания | 1987 |
|
SU1759603A1 |
| Устройство управления процессом резания | 1987 |
|
SU1759604A1 |
| Устройство для измерения скорости износа режущего инструмента | 1984 |
|
SU1188581A1 |
| Устройство управления процессом резания | 1983 |
|
SU1122430A1 |
| Устройство управления процессом резания | 1986 |
|
SU1393531A1 |
| Устройство компенсации погрешностей металлообработки | 1985 |
|
SU1349966A1 |
| Миниатюрный оптический микрофон с резонатором на модах шепчущей галереи | 2021 |
|
RU2771592C1 |
| СПОСОБ ИНТЕРФЕРЕНЦИОННОЙ МИКРОСКОПИИ | 2013 |
|
RU2536764C1 |
| Многоканальная система адаптивного управления металлорежущими станками | 1979 |
|
SU885973A1 |
Изобретение относится к области автоматики и может быть использовано для управления процессом реза131я на металлорежущих станках с числовым программным управлением (ЧПУ) в условиях гибкого автоматизированного производства. Цель изобретения - по- вьшение качества изготовления деталей. Устройство содержит источник когерентного излучения в виде гелий- неонового лазера, светоделительный кубик, за которым расположены подвижная вдоль оси линза и светоотража- тельное зеркало, соосно с которым с противоположной стороны кубика установлены фокусирующая линза и пассивный резонатор, образованный двумя сферическими зеркалами, обращенными друг к другу вогнутыми поверхностями. За резонатором установлен фурье-объ- ектив, в плоскости фокусировки которого расположен однокоординатный приемник с зарядовой связью, соединенный с процессором системы ЧПУ станка. 1 ил. (Л СП to ОО 0:5
Редактор В.Петраш
Составитель С.Соколов Техред А.Кравчук
Заказ 2253/14
Тираж 786Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В.Бутяга
| Устройство для программного управления металлорежущими станками | 1979 |
|
SU860009A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
