Изобретение относится к техническим средствам информационных систем и может быть использовано для учета изделий, перемещаемых по секционированному рольгангу прокатных станов.
Цель изобретения - повышение точности устройства за счет контроля снятия изделия на промежуточной позиции транспортной линии
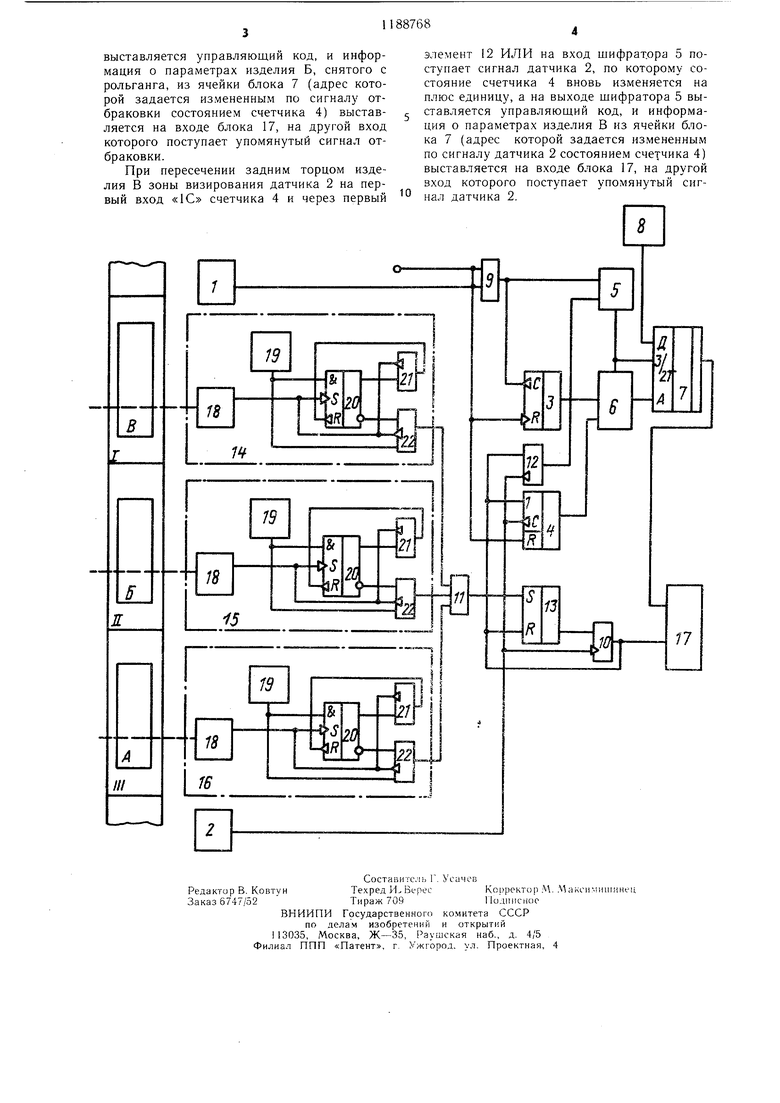
На чертеже приведена блок-схема устройства.
Устройство содержит первый и второй датчики 1 и 2 положений изделий, первый и второй счетчики 3 и 4, шифратор 5, коммутатор 6, блок 7 памяти, датчик 8 параметров изделий, первый и второй элементы 9 и 10 И, второй и первый элементы 11 и 12 ИЛИ, триггер 13, блоки 14, 15 и 16 контроля изделий и блок 17 индикации.
Каждый из блоков 14, 15 и 16 содержит датчик 18 положения изделий, датчик 19 скорости изделий, триггер 20, первый и второй элементы 21 и 22 И.
Блок 14, 15 и 16 контроля изделий предназначен для формирования сигнала в случае снятия изделия с соответствующей секции рольганга (конвейера) с помощью, например, подъемного крана.
Блоки 14, 15 и 16 функционируют следующим образом.
При выключенном приводе секции, например II, элемент 22 И открыт по первому и второму входам, и потому в момент снятия изделия Б сигнал «Задний фронт сигнала датчика 18, сформированный на входе элемента 22 И, поступает на выход блока 15 как сигнал снятия изделия Б.
В случае ложного срабатывания от посторонних предметов датчика 18, принадлежащего, например, секции III, которая остановлена и освобождена от изделия А, формируемый на первом входе «&S триггера 20 сигнал «Передний фронт сигнала помехи переводит триггер в единичное состояние по одному выходу и в нулевое состояние по другому выходу. В результате сигнал «Передний фронт не поступает на выход блока 16, а через элемент 21 И переводит триггер 20 в исходное состояние.
Следует заметить, что сигналы «Передний фронт и «Задний фронт сигнала датчика 18, возникающие, например, в процессе транспортирования изделий по рольгангу, не вызывают срабатывания соответственно триггера 20 и блока 14(15, 16) так как пока привод не остановлен на выходе датчика 19 постоянно присутствует нуль. Таким образом, блоки 14 (15, 16) срабатывают только при снятии изделия с рольганга.
Устройство применительно, например, к подающему рольгангу, состоящему из нескольких секций и предназначенному для подачи изделий (слябов, блюмсов) на загрузочный рольганг перед методическими нагревательными печами прокатного стана, функционирует следующим образом.
При отсутствии изделий на подающем рольганге по сигналу «Запуск устройства 5 счетчики 3 и 4 устанавливают в исходное нулевое состояние.
Поступление первого изделия на первую секцию подающего рольганга мимо датчика
Iвызывает изменение состояния счетчика 3 (элемент 9 И открыт сигналом «Запуск
устройства) на плюс единицу и срабатывание щифратора 5, на выходе которого выставляется управляющий код, по которому из датчика 8 в ячейку блока 7 (адрес которой задается единичным состоянием счетчика 3) записывается информация о параметрах первого изделия. По мере поступления на первую секцию рольганга последующих изделий информация об их параметрах переписывается в ячейки блока 7 с возрастающими на единицу номерами в соответствии с состоянием счетчика 3. При выходе первого и последующих изделий с подающего рольганга срабатывает датчик 2. При этом с выходом каждого изделия увеличивается на единицу состояние
5 счетчика 4. Из блока 7 в блок 17 по адресу, определяемому состоянием счетчика 4, передается информация по соответствующему изделию.
В случае снятия, например, с секции
IIизделия Б на выходе блока 15 формиру0 ется сигнал о факте снятия этого изделия,
который поступает на один из входов элемента 11 ИЛИ и переводит триггер 13 в единичное состояние. В момент пересечения передним торцом изделия В зоны визирования датчика 2 на выходе элемента 10 И выделяется сигнал «Передний фронт сигнала датчика 2 как сигнал отбраковки изделия Б, если секция III освобождена от изделия А до момента снятия изделия Б с секции IL
Применительно к подающему рольгангу требование освобождения от изделий секций рольганга (по направлению движения), примыкающих к секции, с которой снимают изделие с помощью подъемного крана, практически выполнимо, так как подготовительные работы (например, транспортирование крана к месту снятия изделия, центровка подъемного механизма и др.), связанные с операцией снятия изделия, занимают достаточное время для освобождения указанных секций подающего рольганга от изделий путем транспортирования их на загрузочный рольганг перед печами для дальнейшей обработки.
Полученный на выходе элемента 10 И сигнал отбраковки поступает на второй вход
5 «1C счетчика 4 и через элемент 12 ИЛИ на вход шифратора 5, по которому соответственно состояние счетчика 4 изменяется на плюс единицу, а на выходе шифратора 5
выставляется управляющий код, и информация о параметрах изделия Б, снятого с рольганга, из ячейки блока 7 (адрес которой задается измененным по сигналу отбраковки состоянием счетчика 4) выставляется на входе блока 17, на другой вход которого поступает упомянутый сигнал отбраковки.
При пересечении задним торцом изделия В зоны визирования датчика 2 на первый вход «1C счетчика 4 и через первый
элемент 12 ИЛИ на вход шифратора 5 поступает сигнал датчика 2, по которому состояние счетчика 4 вновь изменяется на плюс единицу, а на выходе шифратора 5 выставляется управляющий код, и информация о параметрах изделия В из ячейки блока 7 (адрес которой задается измененным по сигналу датчика 2 состоянием счетчика 4) выставляется на входе блока 17, на другой вход которого поступает упомянутый сигнал датчика 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для учета перемещаемых изделий | 1985 |
|
SU1292022A1 |
| Устройство для учета перемещаемых изделий | 1984 |
|
SU1231523A1 |
| Устройство для учета изделий,переносимых конвейером | 1985 |
|
SU1282171A1 |
| Устройство для счета изделий,переносимых конвейером | 1984 |
|
SU1233195A1 |
| Устройство для сопряжения абонентов с ЭВМ | 1986 |
|
SU1410041A1 |
| Устройство для учета перемещаемых изделий | 1985 |
|
SU1324045A1 |
| Устройство для ввода информации от двухпозиционных датчиков | 1984 |
|
SU1156053A1 |
| Устройство для учета перемещаемых изделий | 1983 |
|
SU1096671A1 |
| УСТРОЙСТВО ДЛЯ ВВОДА В МИКРОЭВМ ДИСКРЕТНЫХ СИГНАЛОВ | 1990 |
|
RU2007751C1 |
| Устройство для измерения временных параметров станции | 1987 |
|
SU1429119A1 |
1. УСТРОЙСТВО ДЛЯ СЧЕТА ИЗДЕЛИЙ, ПЕРЕНОСИМЫХ КОНВЕЙЕРОМ, содержащее первый и второй счетчики, выходы которых подключены к первому и второму входам коммутатора, первый и второй датчики положения изделий, выход второго датчика соединен с первым входом второго счетчика, датчик параметров изделия, первый и второй элементы И, выход второго элемента И соединен с первым входом блока индикации, и блок памяти, отличающееся тем, что, с целью повышения точности устройства в него введены блоки контроля изделий, шифратор, триггер и элементы ИЛИ, выход первого датчика положения изделий соединен с вторым входом второго.счетчика и с первым входом первого элемента И, выход которого подключен к первому входу первого счетчика и к первому входу шифратора, выход которого соединен с первым входом блока памяти и с третьим входом коммутатора, выход которого подключен к второму входу блока памяти, выход которого соединен с вторым входом блока индикации, выход датчика параметров изделия подключен к третьему входу блока памяти, выход второго датчика положения изделий соединен с первыми входами первого элемента ИЛИ и второго элемента И, выход которого подключен к первому входу триггера, к третьему входу второго счетчика и к второму входу первого элемента ИЛИ, выход которого соединен с вторым входом шифратора, выходы блоков контроля изделий через второй элемент ИЛИ подключены к второму входу триггера, выход которого соединен с вторым входом второго элемента И, объединенные вторые входы первого элеi мента И и счетчиков являются входом запуска устройства. (Л 2. Устройство по п. 1, отличающееся тем, что блок контроля изделий содержит установленные в зоне снятия изделий датчик положения изделий и датчик скорости изделий, триггер и элементы И, выход датчика положения изделий соединен с первыми входами триггера и элементов И, выход первого из которых подключен к второму входу триггера, СХ) первый и второй выходы которого соедиСХ) нены с вторыми входами соответственно первого и второго элементов И, выход поОд следнего из которых является выходом блока контроля изделий, выход датчика 00 скорости изделий подключен к третьим входам триггера и второго элемента И.
| Устройство для определения местоположения прокатываемых изделий | 1975 |
|
SU531180A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для учета изделий, перемещающихся по конвейру | 1973 |
|
SU474826A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
