А
УТ/Т/Т/////
(Л
1
Изобретение относится к обработк металлов давлением и может быть использовано в листовой штамповке.
Цель изобретения - повышение надежности штампа и повышение качеств гибки деталей.
На фиг. 1 схематически изображен предлагаемый штамп, разрез; на фиг. 2 - расчетная схема для определения минимального угла конусности ловителя.
Штамп содержит смонтированные в его нижней части гибочную матрицу 1, в которой размещены выталкиватель 2, подпружиненный пружиной 3, конусные ловители 4 с углом наклона образующей к оси ловителя об, установленные в направляющих отверстиях матрицы 1 и подпружиненные пружинами 5. В верхней части штампа установлены пуансоны 6 и съемник 7.
Минимальный угол cL ловителей 4 определяется из условия отсутствия заклинивания между конической поверхностью ловителей и поверхностью отверстия в момент конца контакта между ними.
L oii.p - -oi-| C(rct + «resinтА.где - угол трения:
d. - угол между зеркалом матрицы и деталью;
f - коэффициент трения скольжения, соприкасаемых поверхностей;
h -заданная (принятая) высот конца контакта между деталью и конической поверхностью ловителя над.зеркалом матриц в верхнем положении ловителя, превышающая допустимую кривизну детали; А - расстояние от оси отверстия
детали до линии гиба; d - диаметр отверстия на отгибаемой полке.
При таком угле ловителей обеспечивается наибольшая точность фиксации деталей перед началом гиба.
895402
При угле конуса 1еньше указанного будет происходить заклинивание детали на ловителях.
Максимальный угол ловителей 5 не имеет четко выраженной границы. Его можно принять 30. Такой угол стандартные центры (), обеспечивающие высокую точность центрирования .
О Штамп работает следующим образом.. Заготовка 8 подается в зону штампа и устанавливается на конические рабочие части ловителей 4 с зазором между верхней плоскостью матрицы, 5 превьш1ающем допустимую кривизну заготовки.
При ходе пуансона 6 в нижнее положение, он, нажимая на заготовку детали, сжимает пружины ловителей, 0 опускает их и прижимает ее к матрице 1 и выталкивателю 2.
При этом заготовка точно зафйкси5 рована на конических рабочих поверхностях ловителей и в моменте начала гиба не может сдвинуться. При даль- нейшем ходе пуансона 6 вниз осуществ.ляется гибка заготовки 8. При подъеме пуансона 6 в верхнее положение согнутая деталь выталкивается выталкивателем 2, а с пуансона 6 снимается съёмником 7.
Усилие пружин 5 ловителей 4 должно быть таким, чтобы при нажатии пуансона на деталь она не пригибалась, т.е., чтобы ловители углублялись в отверстиях матрицы до соприкосновения детали с матрицей.
Применение предлагаемой конструкции штампа позволит увеличить его стойкость и упростить конструкцию благодаря тому, что в нем отсутствуют окна в матрице под траверсы, узел осевого перемещения толкателей и узел осевого перемещения фиксаторов. Повьш1ается точность согнутьпс деталей, так как до момента начала
гибки конические рабочие поверхности контактируют с отверстием детали.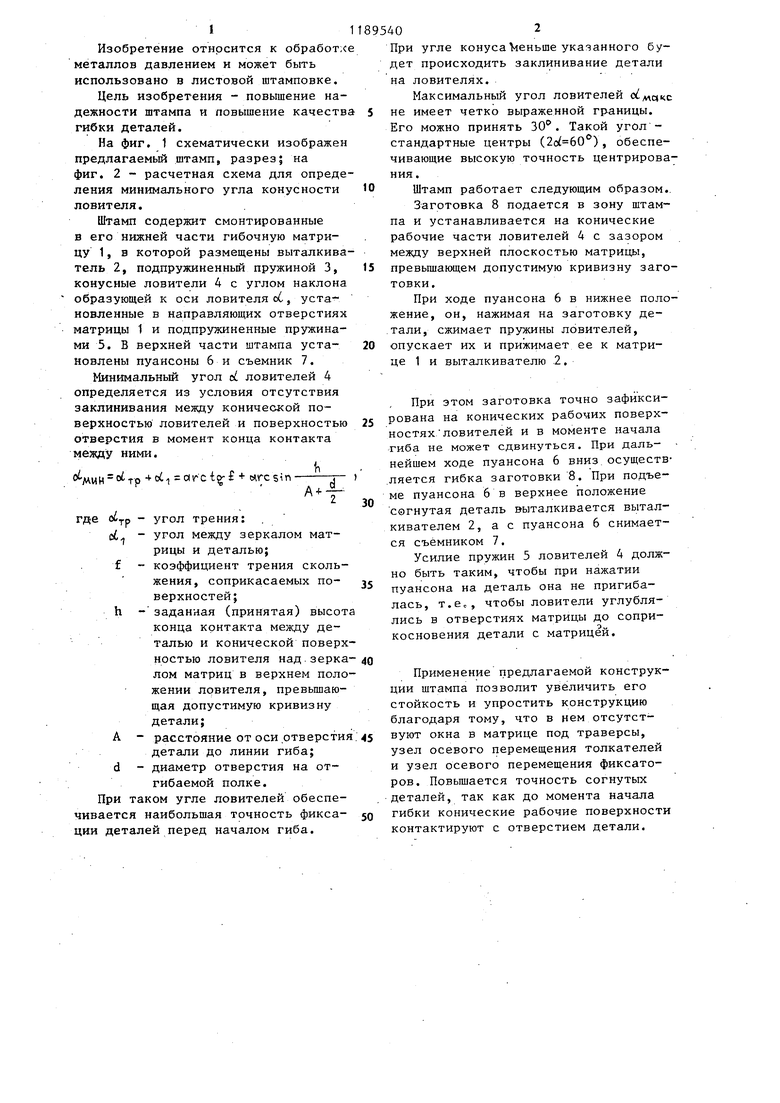
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел фиксации заготовки с отверстием в гибочном штампе | 1982 |
|
SU1061886A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Совмещенный штамп для получения из ленты деталей с одним углом гиба | 1986 |
|
SU1349842A1 |
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Штамп для гибки заготовок с отверстия-Ми HA ОТгибАЕМыХ пОлКАХ | 1979 |
|
SU829261A1 |
| Гибочный штамп для изготовления @ -образных деталей из полосового материала | 1980 |
|
SU904832A1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
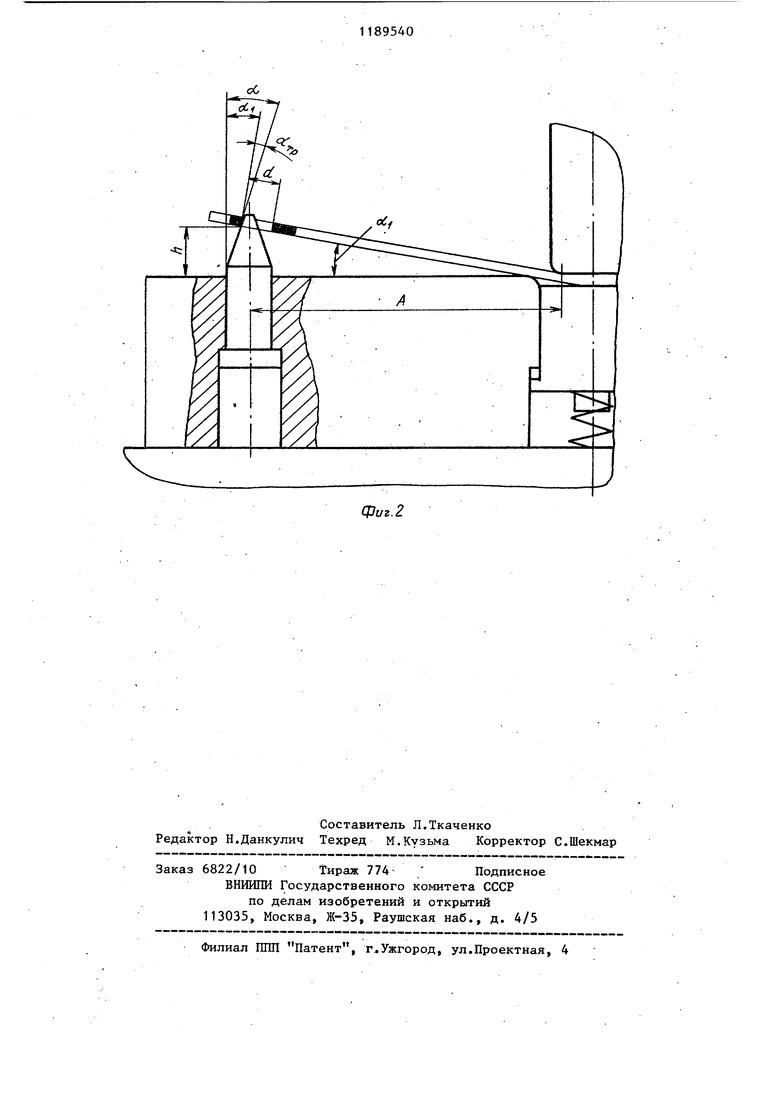
ШТАМП ДЛЯ ГИБКИ ЗАГОТОВОК С ОТВЕРСТИЯМИ НА ОТГИБАЕМЫХ ПОЛКАХ, содержащий пуансон, закрепленный в верхней части штампа, и смонтированную на нижней плите матрицу с подпружиненными ловителями и выталкивателем, отличающийся тем, что, с целью повышения качества изделий и надежности штампа, рабочая часть каждого ловителя выполнена конической с углом наклона образующей к оси ловителя .
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| Маишностроение | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| с | |||
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |
| АППАРАТ ДЛЯ ОБОГАЩЕНИЯ РУД ПО МЕТОДУ ВСПЛЫВАНИЯ | 1915 |
|
SU279A1 |
| Гибочный штамп для изготовления П-образных деталей с отверстиями в полках | 1980 |
|
SU1009566A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
