1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении высоких кольцевых изделий.
Цель изобретения - расширение технологических возможностей путем обеспечения раскатки заготовок, длина которых превышает длину рабочей части бойка более, чем в два раза.
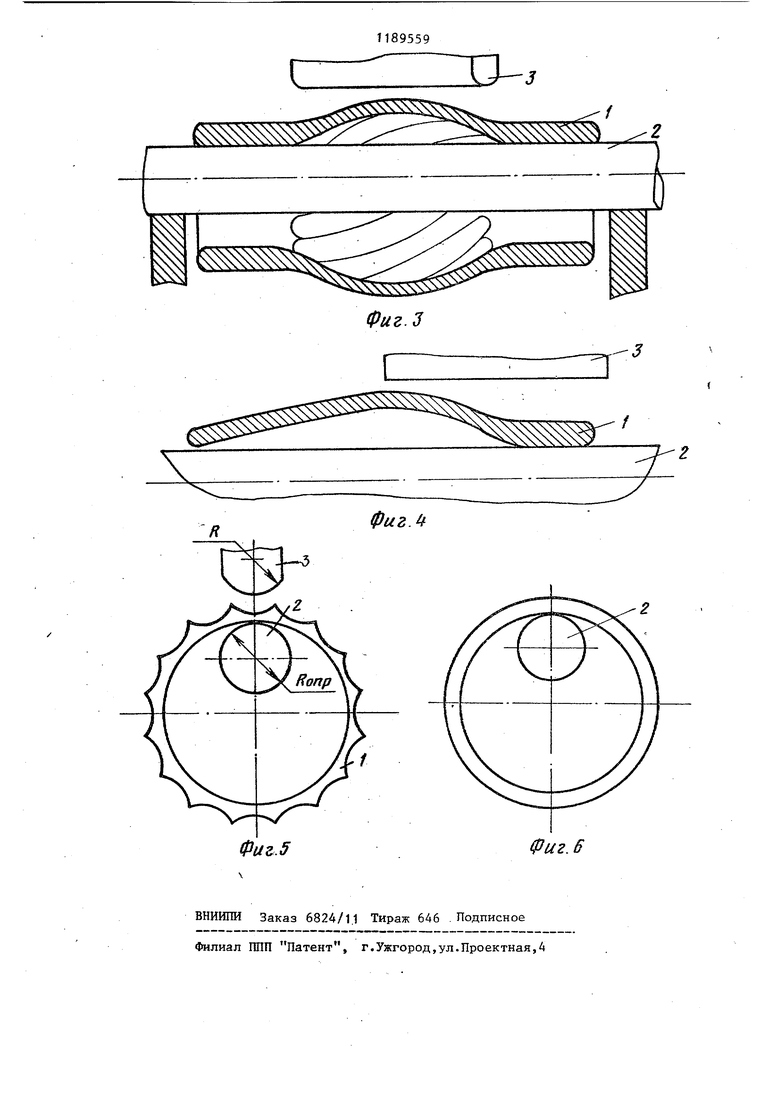
На фиг. 1 изображена полая заготовка в исходном положении, размещенная на оправке, и боек для раскатки средней части заготовки; на фиг.2 вид А на фиг, 1; на фиг. 3 - заготовка с раскатанным центральным участком на фиг, 4 - заготовка с раскатанными (одним концевым и центральным) участками; на фиг. 5 - полуфабрикат после раскатки выпуклыми бойками; на фиг. 6 - готовое изделие
Способ осуществляют следующим образом.
Полую заготовку 1, нагретую до температуры ковки, размещают на оправке 2 и раскатывают бойком 3 по центральному участку. При этом выпуклый боек 3 устанавливают относительно оправки 2 таким образом, что диагональ бойка 3 параллельна оси оправки. Данная установка инструмента обеспечивает плавный переход деформируемой зоны к недеформируемой.
Далее заготовку 1 раскатывают по концевым участкам бойком, установле ный параллельно оси оправки 2.
1895592
После раскатки полуфабрикат выглаживают.
Выпуклая (цилиндрическая) форма 5 рабочей поверхности бойка способствует снижению потребного усилия на раскатку.
Пример. Полую заготовку из стали 15Х2НМ1ФА наружным диаметром 3140 мм, толщиной стенки 320 мм, высотой 5950 мм нагревают до температуры ковки, устанавливают на оправке диаметром 1200 мм, раскатывают бойком с рабочей цилиндрической поверхностью, радиус которой 500 мм. Первоначально раскатывают заготовку по среднему участку бойком, установленным наклонно относительно оправки (диагональ бойка параллельна оси оправки). Затем раскатывают концевые участки заготовки бойком, установленным параллельно оси оправки. После раскатки полуфабрикат выглаживают секционным обжатием по выступам полученным в результате раскатки до размеров готового изделия, наружный диаметр которого 3950 мм, а толщина стенки 225 мм.
Предложенный способ изготовления полых изделий по сравнению с известным способом обеспечивает раскатку высоких заготовок с обеспечением качественной проработки центрального участка.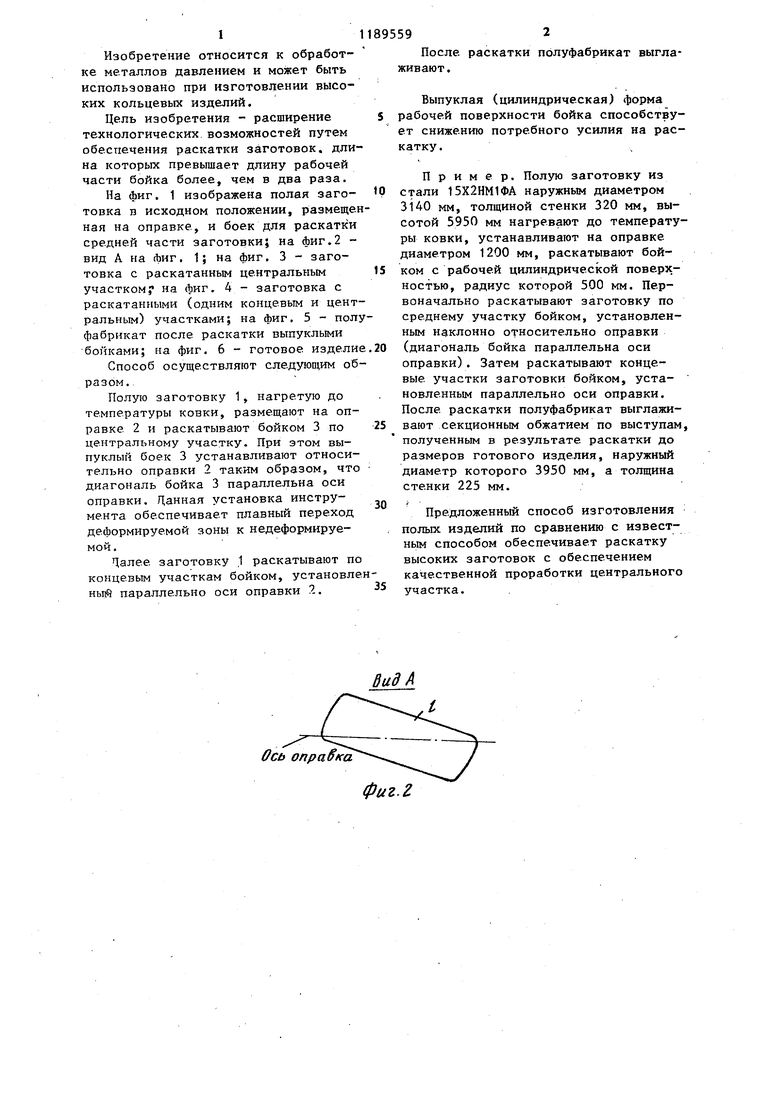
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскатки полых цилиндрических изделий | 1987 |
|
SU1447518A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПОЛЫХ ИЗДЕЛИЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ | 2015 |
|
RU2601842C2 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| Способ изготовления полых поковок | 1981 |
|
SU963662A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| Способ изготовления плоских изделий | 1988 |
|
SU1586837A1 |
| Способ получения заготовок колец П-образного поперечного сечения | 1991 |
|
SU1794586A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, при котором бойком на оправке раскатывают среднюю часть и концевые участки полой заготовки, при этом концевые участки раскатывают бойком, продольная ось рабочей поверхности которого параллельна оси оправки, отличающийся тем, что, с целью расширения технологических возможностей, первоначально раскатывают среднюю часть заготовки бойками с выпуклой рабочей поверхностью, диагональ поперечного сечения которого параллельна оси оправки, раскатку концевых участков осуществляют тем же бойком, а после раскатки заготовку выглаживают. 2. Способ по п. 1,отличающ и и с я тем, что раскатку осуществляют бойком, выпуклая рабочая поi верхность которого выполнена в виде части боковой поверхности цилиндра, (Л радиус которой не больше радиуса оправки. 00 г ел СП 
EU.
Ш:Ж
SS$$S$SS
Фиг.З
| Охрименко Я.М | |||
| Технология кузнечно-штамповочноро производства | |||
| М.: Машиностроение, 1966, с | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
| Прибор, автоматически записывающий пройденный путь | 1920 |
|
SU110A1 |
