1
Изобрефение относится к металлообработке и может быть использовано в устройствах для закрепления деталей.
Цель изобретения - автоматизация загрузки деталей посредством перемещения цанги на позицию загрузки
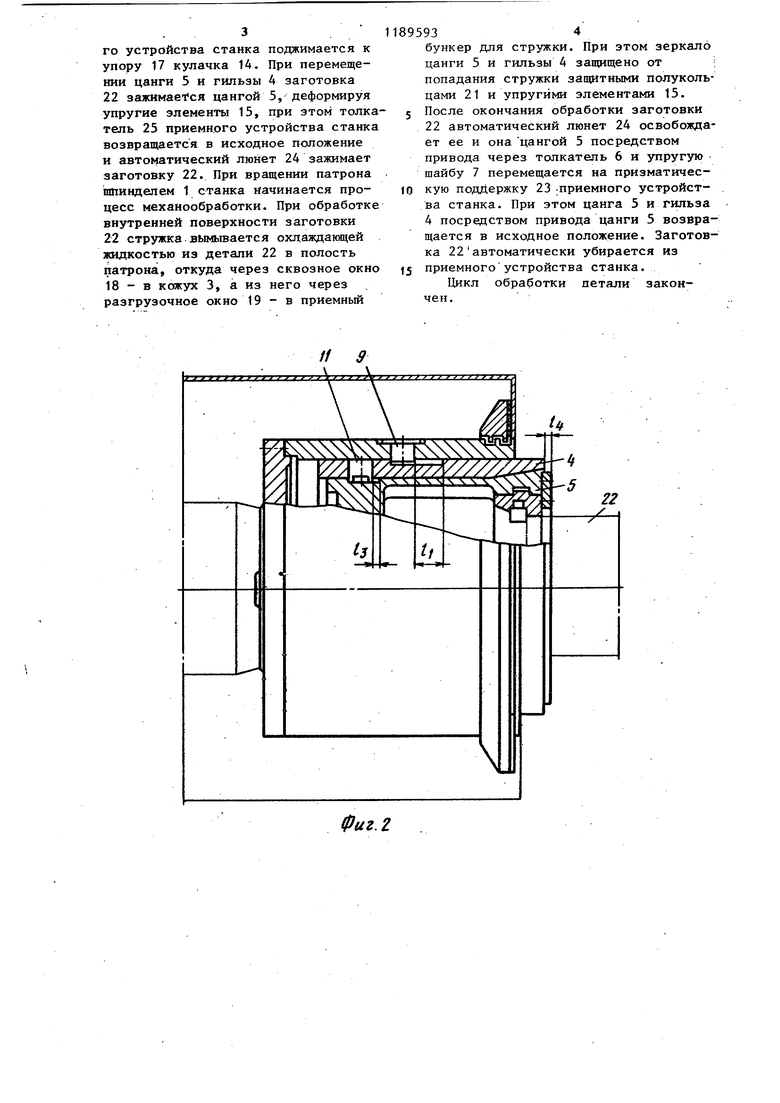
На фиг. 1 представлен цанговьм патрон; на фиг. 2 - положение гильзы и цанги в корпусе цангового патрона при наведении гильзы на обрабатываемую деталь; на фиг. 3 - то же, при зажиме цангой обрабатываемой детали.
Цанговый патрон содержит закрепленный на шпинделе 1 станка корпус 2, расположенный в неподвижном разъемном кожухе 3. В корпусе 2 установлены подвижная гильзы А и цанга 5 с возможностью перемещения посредством толкателя 6, связанного через упорную шайбу 7 и втулку 8. Кроме того, в радиальном отверстии корпу.са 2 закреплена шпонка 9, контактирующая со стенками паза 10, вьшолненного на поверхности гильзы 4, длина которого больше длины шпонки 9 на ве:шчину хода гильзы 4, а в радиальном отверстии гйпьзы 4 закреплена шпонка 11, контактирующая со стенками паза 12, выполненного на поверхности цанги 5), длина которого больше длины шпонки 11 на величину хода цанги 5. Цанга 5 содержит прикрепленные к ней планками 13 кулачки 14 и упругие элементы 15, расположенные равномерно по окружности в прорезях 16 цанги 5 меж,цу кулачками 14. На одном кулачке 14 закреплен упор 17. Корпус 2, гильза 4 и цанга 5 выполнены с расположенными по окружности сквозными окнами 18 для удаления стружки, а разъемньй кожух - с разгрузочным окном 19, обеспечивающим удаление стружки. Кроме того, корпус 2 выполнен с кольцевыми пазами 20, образующими с защитными полукольцами 21, закрепленными на кожухе 3, лабиринтное уплотнение. .Упругие элементы 15 совместно с защитными полукольцами 21 предохраняют цангу 5 и гильзу 4 от попадания стружки заготовки 22.
Кроме того, при вьшолнении паза 10 необходимо учитывать соотношение 7 2 , где - размер, определяемый разностью длин паза 10 и шпонки 9, 2 размер, определяемый
932
расстоянием от упора 17 до обрабатываемой заготовки 22, а при выполнении паза 12 необходимо учитывать
соотношение РЗ 4 3 размер, определяемый разностью длин паза 12 и шпонки 11, 4- размер, определяемый расстоянием от торца гильзы 4 до торцов планок 13.
В процессе работы цанговый патрон занимает определенные положения. ПоложениеJ - исходное (фиг.1). Заготовка 22 (например, гильза цилиндра) отсутствует. Гильза 4 находится в крайнем левом положении и упирается в корпус 2. Цанга 5
разжата и находится в промежуточном положении. Торцы корпуса 2 и гильзы 4 расположены заподлицо, а торец цанги 5 смещен относительно торцов 2 и гильзы 4 на величину рабочего хода цанги 5.
Положение ij - захват детали (фиг.2).
Заготовку 22 доводят до упора 17. Гильза 4 находится в крайнем правом положении и упирается в шпонку 9. Цанга 5 разжата и упирается в шпонку 1 1 . Торец гильзы 4 выступает за торец корпуса 2 на величину рабочего хода гильзы 4, ограниченного длиною паза 10 гильзы 4, а торец цанги 5 смещен относительно торца гильзы 4 на величину рабочего хода цанги 5, ограниченного длиною паза 12 цанги 5,
Положение Ш - рабочее (фиг.З). Заготовка 22 зажата цангой 5 посредством привода цанги (например, гидроцилиндра) через, толкатель 6 и втулку 8. Гильза 4 находится в крайнем левом положении.
Цанговьш патрон работает в автоматическом цикле.
Заготовка 22 подается в приемное устройство станка, содержащее призматическую поддержку 23, автомати- ческий люнет 24 и толкатель 25.
При включении привода цанги 5 толкателем 6 и упорной шайбой 7 цанга 5 и гильза 4 одновременно перемещаются до касания торца заготовки 22 упора 17 кулачка 14, после чего заготовка 22 устанавливается торцами на кулачок 14 цанги 5 и ролики автоматического люнета 24. Включается реверс привода цанги 5 и заготовка 22 посредством толкателя 6 и втулки 8, а также толкателя 25 приемного устройства станка поджимается к упору 17 кулачка 14, При перемещении цанги 5 и гильзы А заготовка 22 зажимаемся цангой 5, деформируя упругие элементы 15, при этом толкатель 25 приемного устройства станка возвращается в исходное положение и автоматический люнет 24 зажимает заготовку 22. При вращении патрона шпинделем 1 станка начинается процесс механообработки. При обработке внутренней поверхности заготовки 22 стружка вымывается охл.аждающей жидкостью из детали 22 в полость патрона, откуда через сквозное окно 18 - в кожух 3, а из него через разгрузочное окно 19 - в приемный
1895934
бункер для стружки. При этом зеркало цанги 5 и гильзы 4 защищено от -; попадания стружки защитными полукольцами 21 и упругими элементами 15. 5 После окончания обработки заготовки 22 автоматический люнет 24 освобождает ее и она цангой 5 посредством привода через толкатель 6 и упругую шайбу 7 перемещается на призматичес-
10 кую поддержку 23 -приемного устройства станка. При этом цанга 5 и гнльза 4 посредством привода цанги 5 возвращается в исходное положение. Заготовка 22автоматически убирается из
5 приемного устройства станка.
Цикл обработки петапи закончен.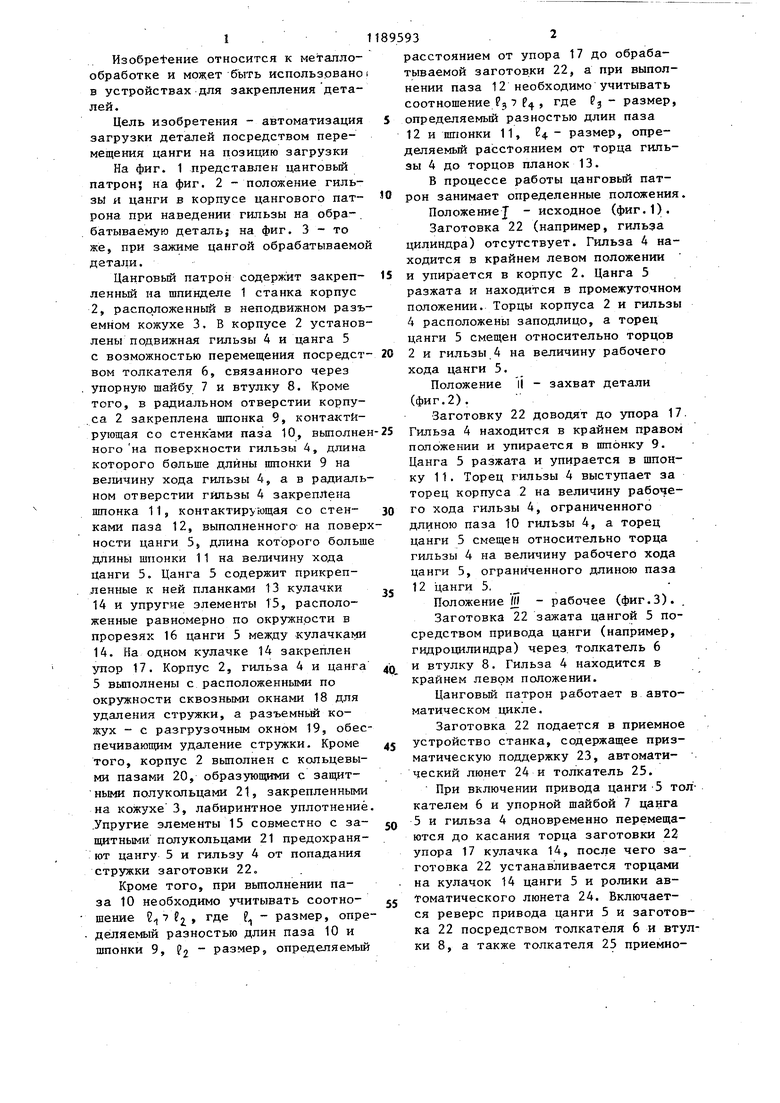
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| ТОКАРНЫЙ АВТОМАТ ПРОДОЛЬНОГО ТОЧЕНИЯ | 1999 |
|
RU2167032C2 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| ЦАНГОВЫЙ ПАТРОН | 1968 |
|
SU207633A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Цанговый патрон (его варианты) | 1979 |
|
SU784104A1 |
| СТАНОК-АВТОМАТ ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШТУЧНЫХ ЗАГОТОВОК | 1973 |
|
SU395182A1 |
| Цанговый патрон | 1978 |
|
SU700291A1 |
| Цанговый патрон | 1985 |
|
SU1266671A1 |
| Универсальный цанговый патрон | 1991 |
|
SU1816549A1 |
ЦАНГОВЫЙ ПАТРОН, содержащий расположенный в кожухе корпус с установленной в нем с возможностью осевого перемещения гильзой, внуфри которой размещена цанга с прорезями, и привод, отличающийся тем, что, с целью автоматизации загрузки деталей, на наружных поверхностях цанги и гильзы выполнены пазы разной длины, предназначенные для взаимодействия с введенными в устройство шпонками, закрепленными в вьтолненных отверстиях гильзы и корпуса. (Л оо со ел со со 3 f5Z3 Фиг.1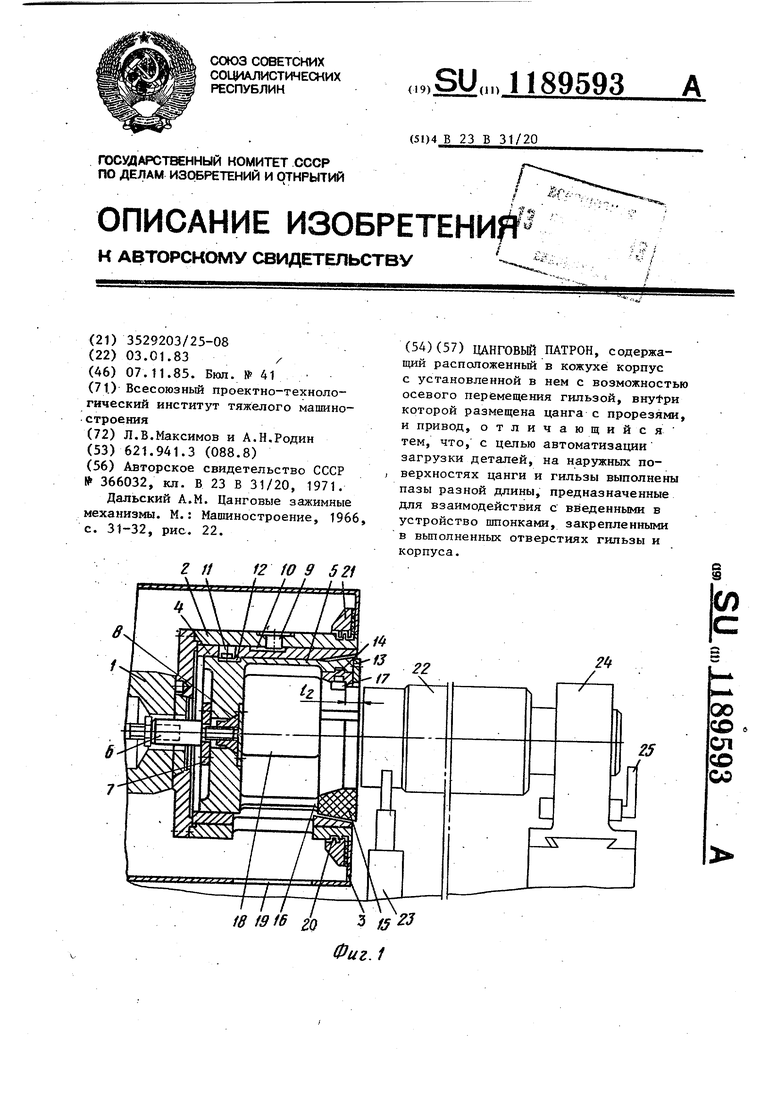
Фиг. г
Фиг 3
| ЦАНГОВЫЙ ПАТРОН | 0 |
|
SU366032A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дальский A.M | |||
| Цанговые зажимные механизмы | |||
| М.: Машиностроение, 1966, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ,,,fffrffi mM7i,,,m,m,H, 18 1916 ZQ | |||
