Изобретение относится к электрохимической обработке и касается элек троабразивной обработки токопроводяПЦ1Х деталей, которая может быть использована, например, при изготовлеНИИ турбинных лопаток. Цель изобретения - повышение каче чества обработанной поверхности путе снижения ее шероховатости и исключения зон растравливания, копирующих схему расположения отверстир на опор ном элементе катоде, достигаемая пре рывистым пбкрытием при отношении дли ны свободных участков к длине абрази ных 3-10, На чертеже изображен предлагаемы инструмент о Инструмент представляет собой абр зивную ленту, режущая поверхность которой выполнена в виде чередующихс участков 1 и 2, покрытых абразивным материалом 1 и свободньос от абразивного материала. На участках 2, свобо ных от абразивного материала, перфорированы отверстия 3 j схема их расположения - произвольная, в частност в шахматном порядке. Длина участка поверхности ленты, свободная от абразивного материала, составляет 3-10 длины участка, покры того абразивным материалом. Использование ленты с прерывистым абразивным покрытием с указанным диа пазоном длин участков при электроабразивной обработке позволяет исключить зоны растравливания и тем самым обеспечить повышение качества обработки. Это достигается за счет доставки лентой и удержания в зоне обработки максимального количества электролита, а следовательно, равномерности удаления припуска. Одновременно снижается и величина R шероховатости обработанной поверхности. При отношении длин меньше чем 3 изза уменьшения пространства свободного участка уменьшается и объем зл.ектролита, заполняющего его, что приводит к появлению следов зон растравливания на обработанной поверхности, к увеличению величины ее шероховатости. При отношении длин больше, чем 10 пространство свободного участка хотя и увеличивается, но оказывается неспособным удержать весь объем электролита, его заполняюшкй вследствие чего на обработанной поверхности появляются следы зон растравливания, увеличение-шероховатости обработанной поверхности. При злектроабразивной обработке указанной лентой длину каждого участка, покрытого абразивом, наиболее целесообразно принимать равной 510 мм, что обеспечивает надежное снятие окисных пленок. Форма участков, свободных от абразива, может быть различной и, в частности, У-образной, как это показано на чертеже. П р им е р. Лентой произведена обработка модели рабочей лопатки ротора турбины с хордой 75 мм. Длина зоны обработки составляет 100 мм. Используют бесконечную водостойкую а.бразивную ленту с характеристикой ЛБ14А12, поверхность которой прерывисто покрыта слоем абразивного материала. Длина каждого участка, покрытого абразивом, составляет 7 мм, а его форма прямоугольная с углом наклона к направлению продольного перемещения ленты, равным 45 . Длина каждого свободного участка составляет 35 мм, что в 5 раз больше длины участка, покрытого абразивом. На свободных участках ленты выполнены отверстия диаметром 5 мм в шахматном порядке. Электролит подают под давлением комбинированным способом под ленту по всей длине контакта с катодом и поливом на ленту -при ее входе в зону обработки. Скорость перемещения ленты составляет 7 м/с. При этом достигнута высокая эффективность съема припуска до 0,15 мм/мин с получением шероховатости обработанной поверхности Rq, равной 0,25 мкм, без прижогов, микротрещин и следов растравливания.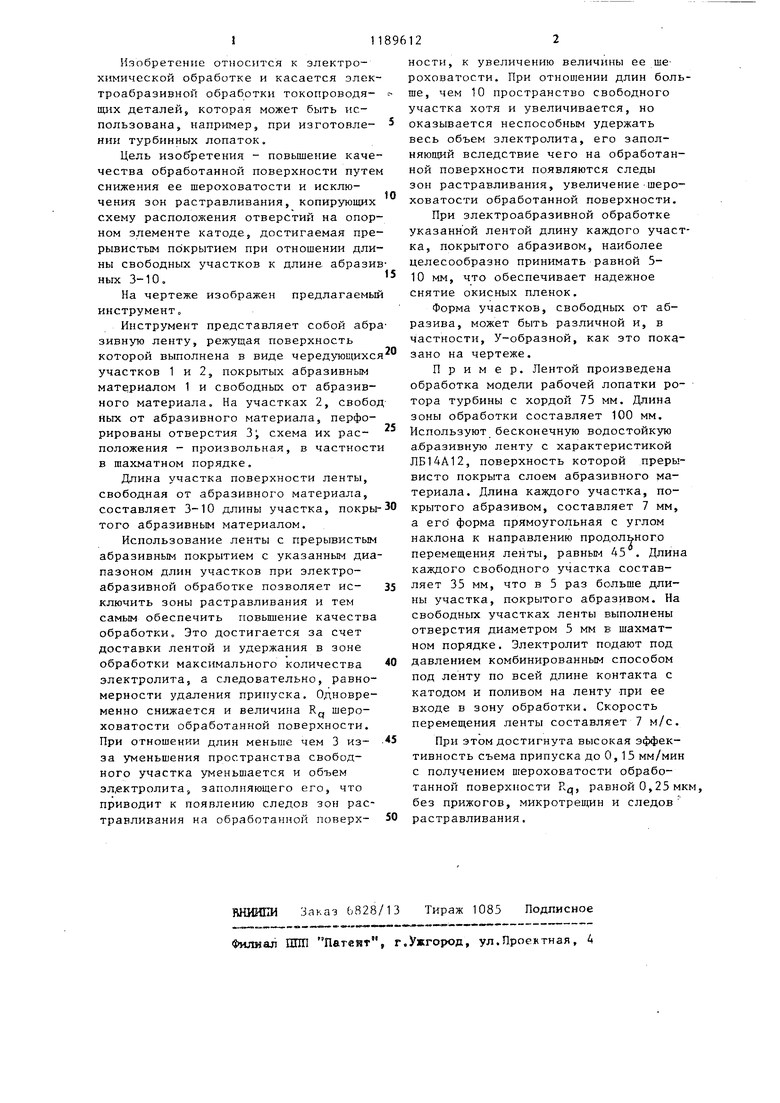
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроабразивной обработки и металлоабразивный инструмент для осуществления способа | 2020 |
|
RU2740682C1 |
| Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий | 2022 |
|
RU2796389C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| СПОСОБ КОМБИНИРОВАННОГО РАЗДЕЛЕНИЯ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2333820C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2017 |
|
RU2637868C1 |
ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ, вьшолненный в виде перфорированной ленты с абразивным покрытием, отличающийся тем, что, с целью повышения качества обрабатываекой поверхности, абразивное покрытие вьшолнено прерывистым при отношении длины участков, свободных от абразива, к длине абразивных участков 3-10.
| Способ электроабразивной обработки | 1977 |
|
SU814635A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
