Изобретение относится к области машиностроения и может быть использовано при разделении токопроводящих материалов подвижным инструментом для электроабразивной обработки.
Известен способ электроабразивной обработки в среде электролита по а.с. №1016129, БИ №17, 1983 г., в котором для снижения ударного действия инструмента в начале процесса на него подают регулируемое напряжение. К недостаткам способа относится увеличенный съем материала с боковых стенок заготовки и появление уклонов (конусности), которая должна устраняться последующей абразивной обработкой, вызывающей сколы материала на кромках детали и требующей дополнительного припуска на окончательную обработку (потери материала).
Известен способ электроабразивной резки по а.с. №1653920, БИ №21, 1991 г., по которому скорость подачи инструмента - круга регулируют по величине боковой деформации инструмента. К недостаткам способа относится появление бокового растворения стенок заготовки за счет бесконтактного анодного растворения зоны реза в процессе прохождения инструмента - круга, что вызывает необходимость последующего шлифования абразивным кругом, в результате возникают сколы кромок, погрешности, повышенные потери материала.
Известен способ электроабразивной резки по а.с. №1657303, БИ №23, 1991 г., в котором каждый из сборных дисков подключают к своему источнику питания и регулируют напряжение по величине изгиба инструмента. К недостаткам известного способа относятся большие потери материала из-за увеличенной ширины зоны резания сборным инструментом из нескольких дисков, значительный съем материала с боковых поверхностей в зоне разделения за счет анодного растворения, вызывающего появление конусов и уклонов, для удаления которых требуется последующая трудоемкая обработка с потерей материала.
Наиболее близким к заявленному изобретению является способ анодно-механического разрезания (Справочник технолога-машиностроителя в 2-х томах. T.1. Под. ред. А.Г.Косиловой. Машгиз, М., 1958 г., с.426), которое осуществляется при помощи движущегося металлического катода (диска, ленты), соприкасающегося под небольшим давлением через рабочую среду с поверхностью разрезаемого металла. К недостаткам известного способа относится потеря точности, вызываемая боковым анодным растворением зоны реза в процессе прохождения инструмента, что требует последующей дополнительной доводочной операции.
Изобретение направлено на повышение точности обработанных изделий при их разделении комбинированным способом, это достигается тем, что способ комбинированного разделения токопроводящих материалов включает прямую подачу электроабразивного инструмента на разделяемую заготовку под технологическим током, подачу электролита в зону разделения заготовки и разделение заготовки. При этом после разделения заготовки отключают подачу электроабразивного инструмента и разделенную заготовку перемещают в направлении, перпендикулярном направлению подачи электроабразивного инструмента до достижения стабильной величины технологического тока, после чего осуществляют обратную подачу электроабразивного инструмента до выхода его из зоны разделения.
Сущность способа поясняется чертежами.
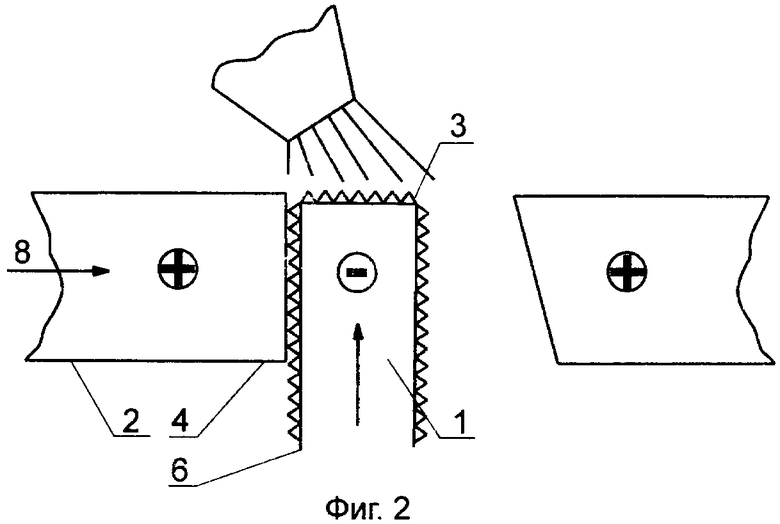
На фигуре 1 показано положение инструмента 1 в момент выхода его из заготовки 2. Инструмент 1 может быть выполнен в форме диска или ленты и перемещается относительно заготовки 2 (вращение, продольное движение). На наружной поверхности инструмента закреплены абразивные зерна 3. Инструмент 1 подключен к отрицательному, а заготовка 2 - к положительному полюсу источника тока (на фигуре 1 не показан). Разделяют заготовку 2 при прямой подаче инструмента 1 в сторону заготовки 2 до окончания разделения. Далее прямую подачу инструмента 1 отключают. После разделения боковые поверхности 4 и 5 зоны разделения заготовки 2 имеют уклоны (или конусы, образованные при вращении заготовки 2), вызванные анодным растворением боковыми поверхностями 6 и 7 инструмента 1 в период разделения заготовки 2.
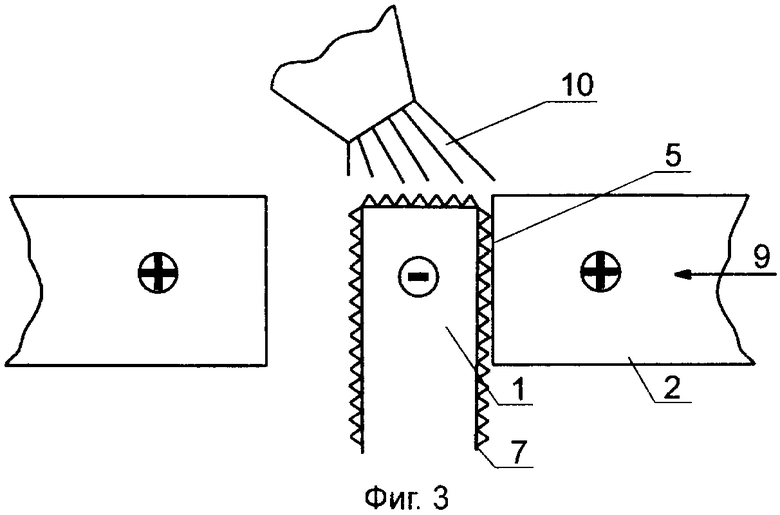
На фигуре 2 показано направление перемещения 8 заготовки 2 перпендикулярно направлению подачи инструмента 1 в направлении боковой поверхности 4 зоны разделения до соединения с боковой поверхностью 6 инструмента 1. Процесс перемещения заканчивается при стабилизации величины технологического тока, поступающего на инструмент 1 и заготовку 2 от источника тока (на фигуре 2 не показан).
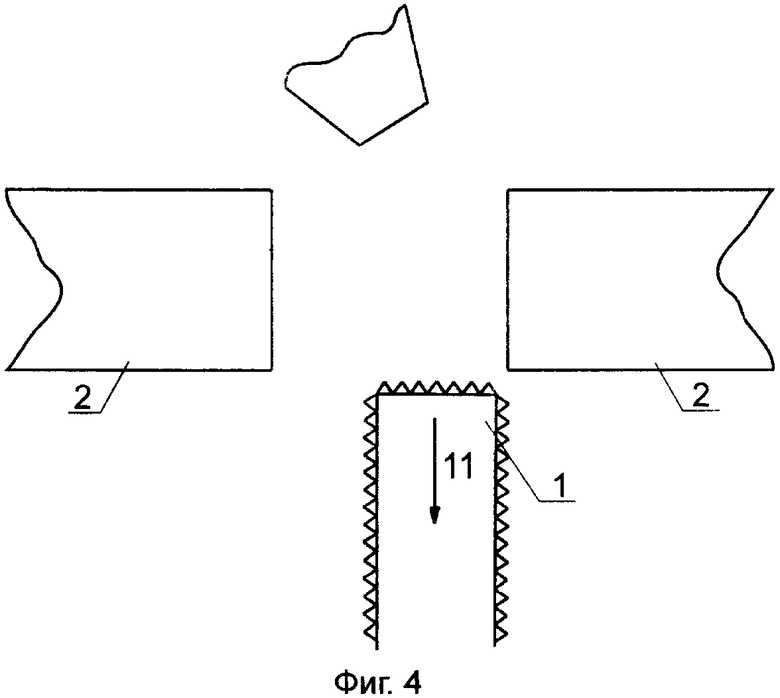
На фигуре 3 показано перемещение 9 заготовки 2 перпендикулярно направлению подачи инструмента 1 до соединения боковой поверхности 5 зоны разделения заготовки с боковой поверхностью инструмента 7 до стабилизации величины технологического тока при подаче электролита 10.
На фигуре 4 показано конечное положение инструмента 1 относительно разделенной заготовки 2 после выхода инструмента 1 из зоны разделения заготовки 2 при обратной подаче 11.
Процесс осуществляют следующим образом: заготовку 2 (фиг.1) устанавливают на электроабразивный станок (на фигурах не показан) с положением зоны разделения напротив электроабразивного инструмента 1, зерна 3 которого препятствуют прямому контакту инструмента 1 с заготовкой 2. Включают перемещение инструмента 1 относительно заготовки 2 (вращение для дисков, продольное движение для лент), подают электролит 10 в зону разделения заготовки 2, ток на инструмент 1 (минус) и заготовку 2 (плюс). Включают прямую подачу инструмента 1 (показано стрелкой на фиг.1) и под технологическим током разделяют заготовку 2 с образованием боковых поверхностей 4 и 5 в зоне разделения заготовки 2, которые под действием анодного растворения в электролите 10 боковыми поверхностями 6 и 7 инструмента 1 получают уклоны (если заготовка 2 не вращается) или конусы (при вращении заготовки 2). После разделения заготовки 2 отключают подачу электроабразивного инструмента. Уклоны и конусы должны быть удалены, что требует дополнительной операции (как правило, шлифования) с потерей большого слоя материала на припуск и средств на дополнительную операцию. Для исключения дополнительной операции заготовку 2 перемещают в направлении 8, например, в сторону боковой поверхности 6 инструмента 1 (фиг.2) перпендикулярно направлению подачи инструмента, при этом за счет удаления уклона (конуса) на боковой поверхности 4 зоны разделения площадь обработки возрастает и увеличивается ток (от источника тока), поступающий на инструмент 1 и заготовку 2. Ток стабилизируется при контакте инструмента 1 со всей боковой поверхностью 4 зоны разделения заготовки 2. После этого (фиг.3) заготовку 2 перемещают в направлении 9 до совмещения боковых поверхностей 5 и 7 с отключением перемещения в момент стабилизации величины технологического тока. Ток может быть выключен. Затем (фиг.4) включают обратную подачу 11 инструмента 1 и выводят инструмент из зоны разделения заготовки 2.
Пример конкретного осуществления способа: требуется разделить на таблетки круглый пруток из вольфрама. Диаметр прутка 6,4 мм, высота таблетки 1,2 мм. Разделение по предлагаемому способу инструментом диаметром 100 мм, шириной 0,3 мм, имеющим форму диска с кольцевой периферийной зоной из алмазного порошка с размером М40, нанесенного методом шаржирования с двух сторон, с выступанием зерен 0,012-0,015 мм при режимах: напряжение 5 В, сила тока до 12 А, прямая подача инструмента 50 мм/мин, обратная подача инструмента 150 мм/мин, электролит 10% NaNO3 подается на инструмент со стороны его периферии на участке входа инструмента в деталь по ходу окружной скорости диска. Применение способа исключило необходимость в последующем шлифовании. Общее время обработки составило 0,2 минуты, что в 4 раза меньше по сравнению с разделением детали вулканитом и в 2-2,5 раза меньше по сравнению с разделением по аналогу. Без нашего способа при электроабразивной обработке погрешность (в зависимости от диаметра заготовки) составляла до 0,3 мм. После применения комбинированного способа разделения на вольфрамовом прутке диаметром 6,4 мм - погрешность не превышала 0,02 мм. Допуск на таблетку 0,03 мм. Брак деталей полностью ликвидирован. Заявленным способом возможно разделение любых токопроводящих материалов, в том числе магнитных сплавов, вольфрама, молибдена и других.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ЗАГОТОВКИ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА | 2007 |
|
RU2341358C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2017 |
|
RU2637868C1 |
| Способ электроабразивной обработки и металлоабразивный инструмент для осуществления способа | 2020 |
|
RU2740682C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2018 |
|
RU2680792C1 |
| СПОСОБ ШЛИФОВАНИЯ ТОКОПРОВОДЯЩИМ КРУГОМ | 2002 |
|
RU2224626C2 |
| Сборный электрод-инструмент для электроабразивной резки | 1986 |
|
SU1641540A1 |
| Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий | 2022 |
|
RU2796389C1 |
| ТРИБОЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ СВЕРЛЕНИЯ ХРУПКИХ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 2008 |
|
RU2410210C2 |
Изобретение относится к области машиностроения и может быть использовано при разделении токопроводящих материалов подвижным инструментом для электроабразивной обработки. Способ включает прямую подачу электроабразивного инструмента на разделяемую заготовку под технологическим током, подачу электролита в зону разделения заготовки и разделение заготовки. После разделения заготовки отключают подачу электроабразивного инструмента и разделенную заготовку перемещают в направлении, перпендикулярном направлению подачи электроабразивного инструмента до достижения стабильной величины технологического тока, после чего осуществляют обратную подачу электроабразивного инструмента до выхода его из зоны разделения. Изобретение направлено на повышение точности обработанных изделий при их разделении комбинированным способом. 4 ил.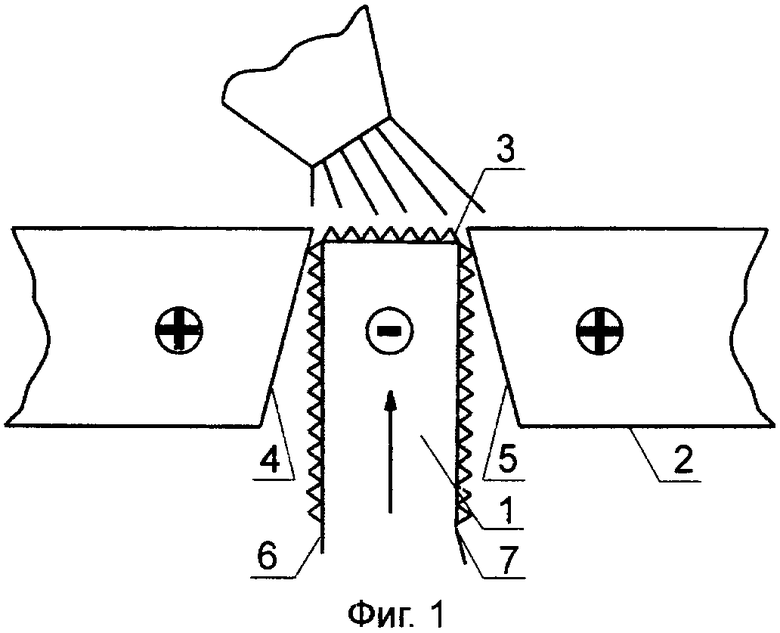
Способ комбинированного разделения токопроводящих материалов, включающий прямую подачу электроабразивного инструмента на разделяемую заготовку под технологическим током, подачу электролита в зону разделения заготовки и разделение заготовки, отличающийся тем, что после разделения заготовки отключают подачу электроабразивного инструмента и разделенную заготовку перемещают в направлении, перпендикулярном направлению подачи электроабразивного инструмента, до достижения стабильной величины технологического тока, после чего осуществляют обратную подачу электроабразивного инструмента до выхода его из зоны разделения.
| Устройство для электрохимической резки металлов | 1988 |
|
SU1712083A1 |
| Устройство для резки металлических изделий | 1947 |
|
SU71014A2 |
| СПОСОБ АНОДНО-МЕХАНИЧЕСКОЙ РЕЗКИ ЛЕНТОЙ | 0 |
|
SU234563A1 |
| Устройство для электроабразивной резки | 1986 |
|
SU1404221A1 |
| JP 05169348 A, 09.07.1993. | |||

