Устройства к круглошлифовальным станкам для управления движением шлифовальной бабки с включением рабочей подачи в зависимости от фактического припуска на шлифование, определяемого измерительным прибором типа индикатора, известны.
Отличительной особенностью предлагаемого устройства того же типа является установка на оси индикатора, вместо указательной стрелки, диска с радиальными шелями, поворачивающегося на больший или меньший угол в зависимости от фактического припуска заготовки и пропускаюшего при этом лучи света к фотоэлементам; последние возбуждают импульсы в шаговом двигателе, поворот вала которого соответствует углу поворота диска; вал двигателя кинематически связан с механизмом подвода круга к заготовке.
Такое выполнение предлагаемого устройства обеспечивает быстрый подвод шлифовального круга к заготовке {до начала рабочей подачи) на расстояние от линии центров, складываюш,ееся из расстояния от нее круга в момент окончания обработки предыдуп;1ей заготовки и фактической величины припуска.
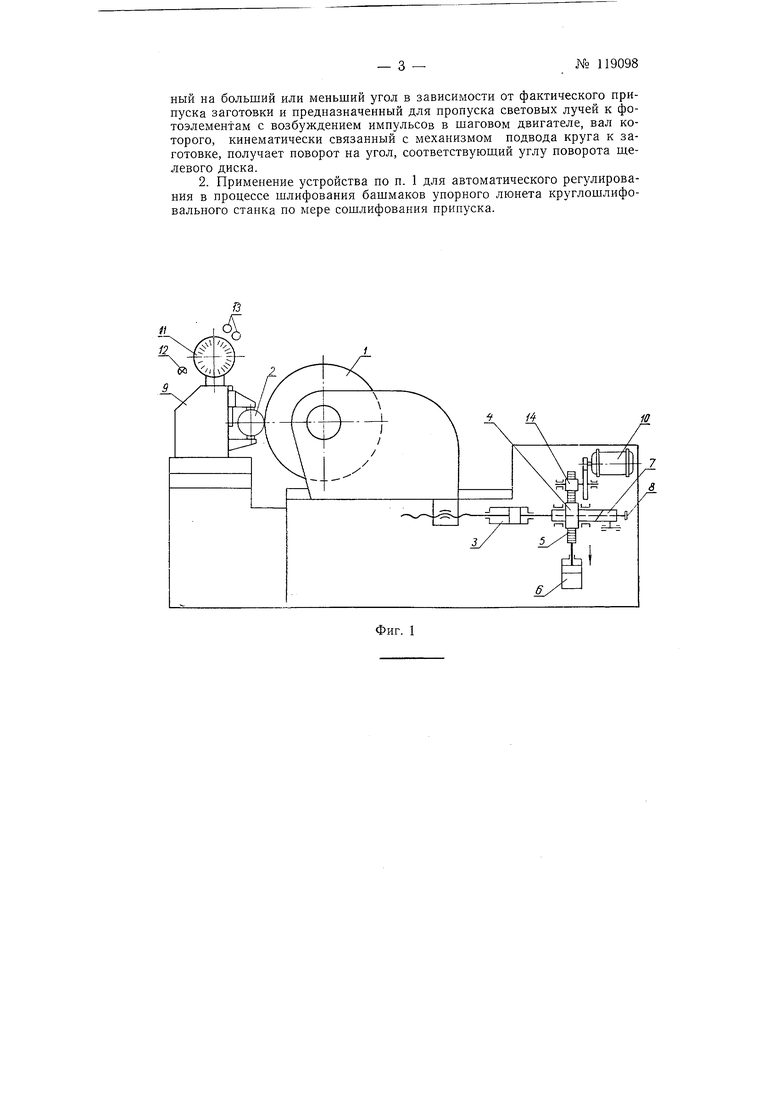
На фиг. 1 дана принципиальная схема предлагаемого устройства для станка с поперечной подачей шлифовального круга; на фиг. 2-схема применения этого устройства для автоматизации работы.
Быстрый подвод шлифовального круга / к обрабатываемой заготовке 2 осуществляется с помощью гидроцилиндра 3. Рабочая подача шлифовального круга производится с помошью шестерни-кулака 4, поворачиваемой зубчатой рейкой 5, являющейся щтоком гидроцилиндра 6 подачи. Шестерня-кулак 4, поворачиваясь, перемещает упорный кулак 7, в который упирается бурт 8 щтока гидравлического цилиндра 3.
Измерительный прибор 9 перед началом шлифования измеряет действительный размер установленной в станке заготовки н дает команду
№ 119098- 2 -
шаговому двигателю 10 на установку шлифовального круга в зависимости от результатов измерения.
После .окончания цикла шлифования шлифовальный круг 1 быстро отводится от обрабатываемой заготовки 2 с помош,ью гидроцилиндра 3. ЗатеМ в центра ctaHKa устанавливается подлежашая шлифованию новая заготовка и к ней подводится измерительный прибор 9 типа индикатора, на оси которого вместо указательной стрелки установлен диск 11 со щелями.
В зависимости от припуска заготовки губки измерительного прибора раздвигаются на большую или меньшую величину и соответственно на больший или меньший угол проворачивается диск // со шелями.. Свет от лампы 12, падая сквозь ш:ели врашаюшегося диска на фотоэлементы 13, возбуждает импульсы, которые затем усиливаются, преобразуются и питают шаговый двигатель 10, заставляя его поворачиваться на определенный угол, соответствуюший углу поворота щелевого диска. (Двигатель врашается в ту или другую сторону в зависимости от того, сдвигаются или раздвигаются губки измерительного прибора). Шаговый двигатель через реечную шестерню 14, рейку, шестерню-кулак 4 перемещает упорный кулак 7 на величину фактического припуска заготовки.
Далее производится быстрый подвод шлифовального круга и затем рабочая подача его.
Таким образом, в момент начала рабочей подачи расстояние от линии центров до шлифовального круга складывается из расстояния, которое было в момент окончания шлифования предыдущей детали и фактической величины припуска (т. е. круг находится в контакте с изделием) и не зависит от износа шлифовального круга.
При рабочей подаче шлифовального круга шаговый двигатель отключается.
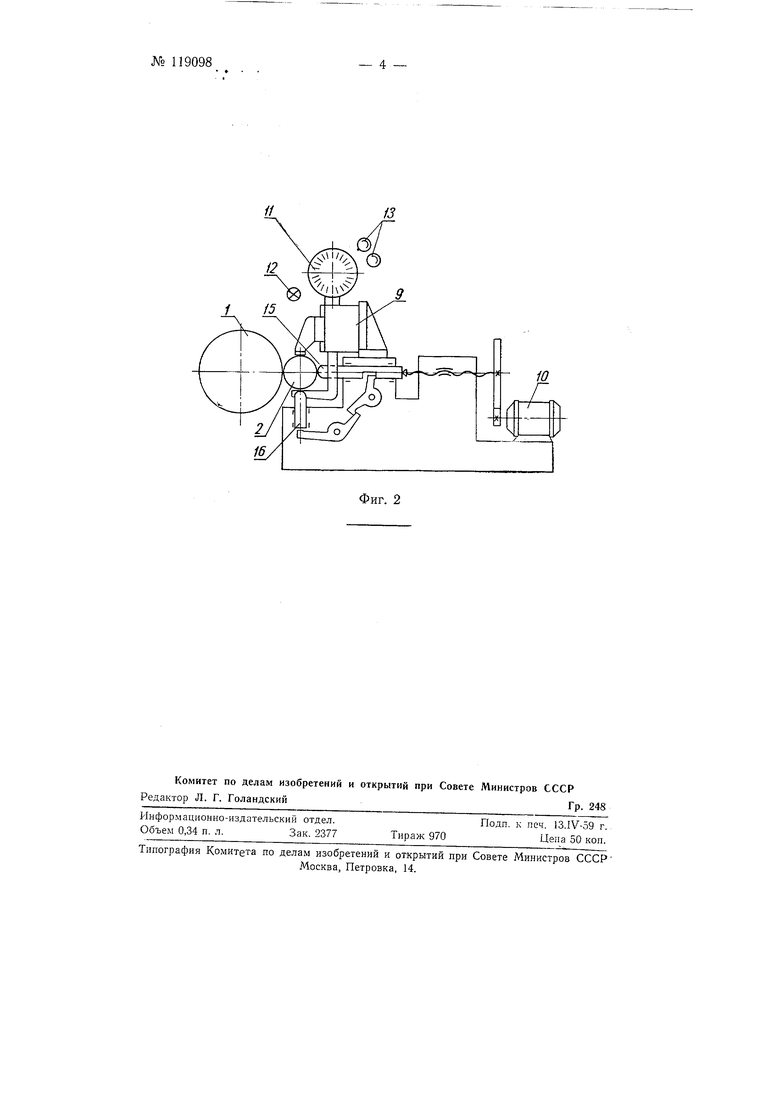
Предлагаемое устройство может быть применено также для автоматического регулирования, в процессе шлифования, башмаков упорного люнета круглошлифовального станка но мере снятия припуска с заготовки.
На фиг. 2 дана схема использования устройства для упорного люнета к круглошлифовальным станкам. Как и в устройстве на фиг. 1 здесь измерительный прибор 9 типа индикатора, на ось которого насажен диск // со шелями, проп скающими свет от лампы 12 на фотоэлементы 13, возбуждает импульсы, питающие шаговый двигатель 10, заставляя его повертываться в ту или другую сторону в зависимости от того, сдвигаются или раздвигаются губки измерительного прибора (т. е. в зависимости от того, в какую сторону вращается диск 11 со щелями) .
Шаговый двигатель 10 через систему щестерен, винтов и рычагов перемещает бащмаки 15 и 16 люнета.
Предмет изобретения
1. Устройство к круглошлифовальному станку для управления движением шлифовальной бабки с включением рабочей нодачи в зависимости от фактического припуска на шлифование, определяемого измерительным прибором типа индикатора, отличаю шееся тем, что, с целью быстрого подвода шлифовального круга к заготовке, к началу рабочей подачи на расстояние от линии центров, складывающееся из расстояния от нее круга в момент окончания обработки предыдущей заготовки и фактической величины припуска, на ось индикатора вместо указательной стрелки установлен диск с радиальными щелями, поворотный на больший или меньший угол в зависимости от фактического припуска заготовки и предназначенный для пропуска световых лучей к фотоэлементам с возбуждением импульсов в шаговом двигателе, вал которого, кинематически связанный с механизмом подвода круга к заготовке, получает поворот на угол, соответствуюший углу поворота щелевого диска.
2. Применение устройства по п. 1 для автоматического регулирования в процессе шлифования башмаков упорного люнета круглошлифовальпого станка по мере сошлифования припуска.