1
Изобретение относится к автоматизации приводов станков и предназначено для использования в системах программного управления станками.
Известно устройство для управления подачей шлифовального станка, представляющее собой систему программного управления при врезном шлифовании шаговым приводом подачи шлифовального круга, например в бесцентровом круглошлифовальном станке. Устройство позволяет осуш.ествлять ступенчатое изменение скорости подачи шлифовального круга в функции припуска - форсированный подвод и отвод шлифовального круга, черновые и чистовые подачи. Для сокращения машинного времени обработки и во избежание прижогов в поверхностном слое детали алгоритм управления подачей должен быть таким, чтобы независимо от величины текущего припуска скорость съема металла была не больше некоторой пограничной скорости, представляющей собой плавно падающую зависимость скорости съема от величины оставщегося припуска.
Однако для достижения в известном устройстве упомянутого эффекта снижение скорости съема осуществляют ступенчато, а это при прочих равных условиях приводит к снижению средней скорости съема и потере производительности.
Известно также устройство для управления подачей шлифовального станка, содерл ашее последовательно соединенные датчик касания, генератор импульсов, элемент И, выход которого через коммутатор подключен к шаговому двигателю, счетчик припуска, выходы которого подключены к блоку цифровой индикации и через дешифратор к второму входу элемента И, цифроаналоговый преобразователь и формирователь закона регулирования.
Однако это известное устройство имеет недостаточное быстродействие.
Целью изобретения является повышение быстродействия.
Для этого выход формирователя закона регулирования подключен к управляющему входу генератора импульсов.
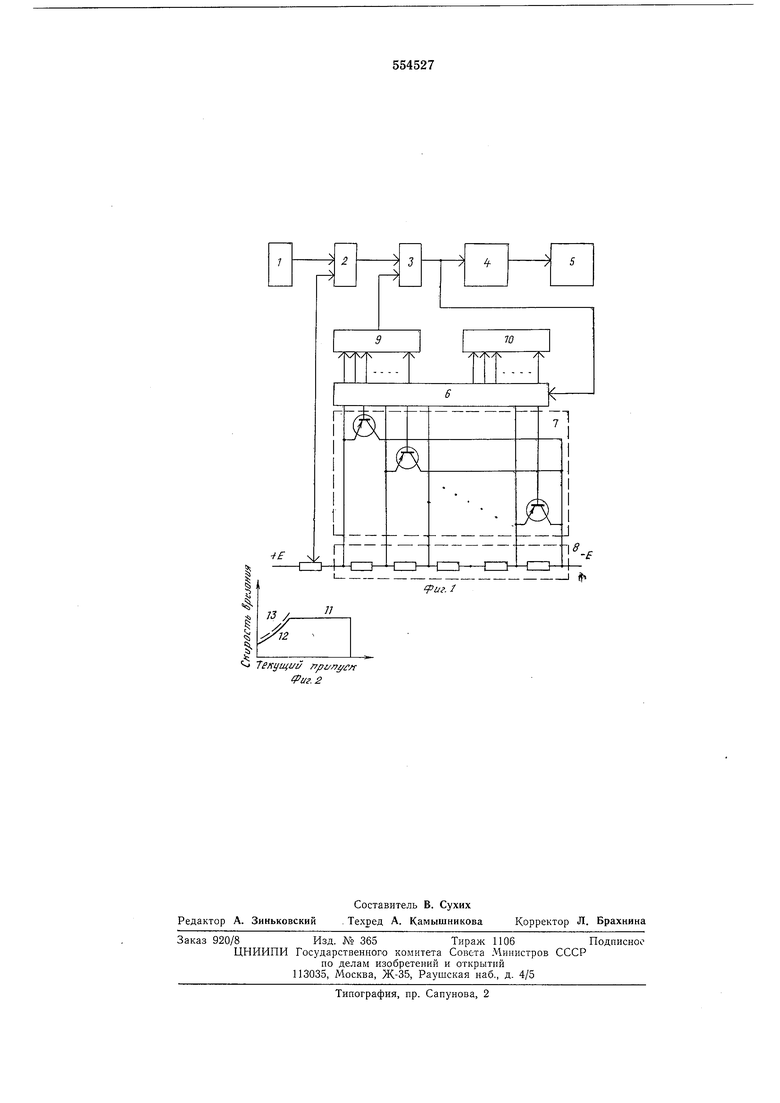
На фиг. 1 приведена структурная электрцческая схема устройства; на фиг. 2 - график работы устройства.
Устройство для управления подачей шлифовального станка содержит последовательно соединенные датчик касания 1, генератор импульсов 2, элемент И 3, коммутатор 4 шагового двигателя 5. К выходу элемента И 3 подключен вход счетчика припуска 6, к выходам которого через цифроаналоговый преобразователь 7 подключены входы формирователя 8 закона регулирования. Выход формирователя 8 подключен к управляющему входу генератора 2 импульсов. Нулевые выходы счетчика 6 подключены к входам дешифратора 9, выход которого соединяется с вторым входом элемента И 3. Число, записанное в счетчик 6, индицируется в блоке 10 цифровой индикации.
Устройство работает следующим образом.
В исходном состоянии датчик 1 разомкнут, 3 счетчике 6 записано число, равное расстоянию от кромки шлифовального круга до точки, определяющей нужный размер обрабатываемой детали. Подвод круга к обрабатываемой детали осуществляется на максимальной скорости, которая определяется частотой генератора 2, импульсы которого через элемент И 3 и коммутатор 4 поступают на шаговый двигатель 5, который перемещает шлифовальную головку с кругом по направлению к обрабатывае.мой детали. При касании круга с деталью включается датчик 1 и частота генератора 2 уменьшается до величины, соответствующей скорости врезания при черновом шлифовании. Одновременно импульсы с выхода генератора 2 через элемент И 3 поступают на вычитающий вход счетчика 6. При этом число, записанное в счетчике 6 и наблюдаемое на индикаторах блока 10, уменьшается. Потенциал на выходе формирователя 8, управляемого преобразователем 7, функционально зависящий от записанного в счетчике 6 числа, также уменьшается. Этот потенциал с выхода формирователя 8 поступает на управляющий вход генератора 2 и регулирует частоту этого генератора таким образом, чтобы скорость врезания соответствовала оптимальному алгоритму обработки, показанному на фиг. 2. Здесь участок скорости 11 соответствует черновой обработке, а участок 12 - чистовой обработке, когда скорость врезания плавно снижается таким образом, чтобы, будучи в любом случае ниже линии 13, соответствующей пограничной скорости врезания, оставалась бы достаточно близкой к ней. Шлифовальная бабка при плавном снижении скорости перемещается до тех пор, пока в счетчике 6 не возникнут во всех декадах нули. В этот момент с выхода дешифратора 9 прекращается подача разрешающего сигнала на второй вход элемента И 3 и импульсы с выхода генератора 2 на двигатель 5 больше не поступают. Подача (врезание) щлифовального круга прекращается. Таким образом, предлагаемое устройство, благодаря тому, что выходы счетчика припуска через цифроаналоговый преобразователь и формирователь закона регулирования соединены с управляющим входом генератора,
обеспечивая оптимальный алгоритм обработки детали, повышает производительность обработки.
Действительно, на участке 11 черновой обработки (см. фиг. 2) подача ограничена лищь
возможностями станка, а на участке 12 - требованиями качества обработки, что при прочих равных условиях обеспечивает минимальное машинное время обработки. При этом вид кривой скорости врезания на участке 12 устанавливается, например, экспериментально.
С помощью предлагаемого устройства за счет обработки по прогрессивному алгоритму возможно сокращение машинного времени в 1,3-1,7 раза по сравнению с устройством,
обеспечивающим для получения заданного качества обработки ступенчатое снижение величины подачи. Кроме того, величина черновой подачи ограничена лишь техническими возможностями станка и не ограничивается
по сравнению с устройством-прототипом технологическими потребностями или требованиями качества.
Формула изобретения
Устройство для управления подачей шлифовального станка, содержащее последовательно соединенные датчик касания, генератор импульсов, элемент И, выход которого
через коммутатор подключен к шаговому двигателю, счетчик припуска, выходы которого подключены к блоку цифровой индикации и через дешифратор к второму входу элемента И, цифро-аналоговый преобразователь и формирователь закона регулирования, отличающееся тем, что, с Целью повышения быстродействия устройства, выход формирователя закона регулирования подключен к управляющему входу генератора импульсов.
Текущий Риг. 2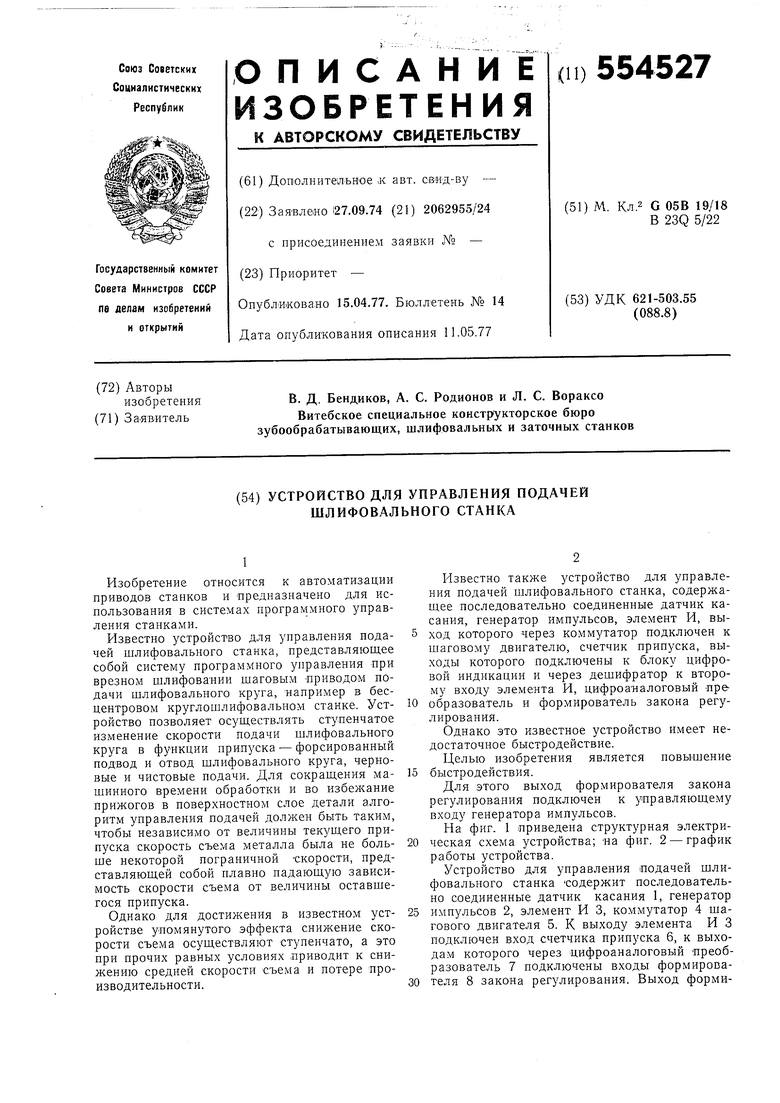
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления подачей шлифовального станка | 1974 |
|
SU554528A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Устройство для управления подачей шлифовального станка | 1980 |
|
SU883871A1 |
| Устройство для управления подачейплОСКОшлифОВАльНОгО CTAHKA | 1979 |
|
SU807231A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПОДАЧЕЙ ШЛИФОВАЛЬНОГО | 1973 |
|
SU363966A1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |