Известны устройства к круглошлифовальному станку для управления подводом шлифовального круга к обрабатываемой заготовке и регулирования в процессе шлифования положения губок упорного люнета в зависимости от величины диаметра заготовки, определяемого измерительным прибором.
Отличительной особенностью предлагаемого устройства того же типа является присоединение к оси стрелки измерительного прибора вращающегося трансформатора, служащего датчиком для вращающихся трансформаторов, кинематически связанных со шлифовальной бабкой и губками упорного люнета.
Такое выполнение устройства обеспечивает комплексную автоматизацию работы круглошлифовального станка.
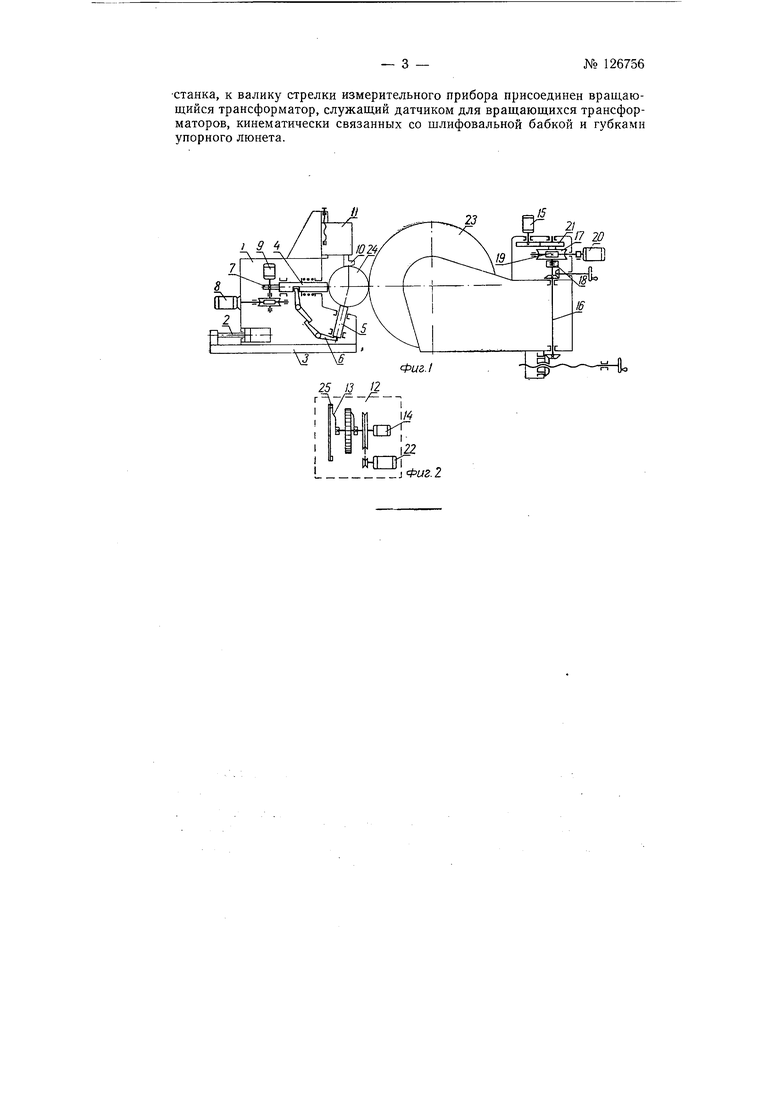
На фиг. 1 схематически показано предлагаемое устройство и на фиг. 2- отсчетное устройство измерительного прибора.
На круглошлифовальном станке устанавливают люнет /, перемещающийся с помощью гидравлического привода 2 по направляющим плиты 3, закрепляемой на столе станка.
Люнет 1 снабжен двумя губками - и 5, перемещающимися поступательно и связанными между собой рычагами 6. Губка 4 перемещается вперед с помощью кулачка 7, приводимого во вращение от регулируемого электродвигателя 8 постоянного тока через червячную передачу. Регулирование положения губок 4 и 5 при наладке производится вручную. Ось кулачка 7 соединена с якорем вращающегося трансформатора 9,
№ 126756
обеспечивающего обратную связь при перемещении губок люнета / в зависимости от положения штока 10 измерительного прибора П. Перемещение губки 5 люнета осуществляется с некоторым опережением так, чтобы к моменту окончания шлифования она уже стояла на жестком упоре. Это необходимо для точного улавливания окончательного размера заготовки при одноконтактном измерении. (Одноконтактный измерительный прибор позволяет измерять диаметр заготовки с учетом ее биения в центрах).
Индуктивный измерительный прибор // работает вместе с отсчетным устройством 12, имеющим стрелку 13, перемещающуюся по шкале, и служащим для управления переключением режимов работы станка при шлифовании. К оси стрелки 13 присоединен вращающийся трансформатор 14, служащий датчиком для вращающихся трансформаторов 9 и 15.
Для быстрого подвода к заготовке шлифовального круга с определенным зазором, не зависящим от припуска заготовки, на удлиненный вертикальный вал 16 насаживают червячную шестерню 17, связанную с ним электромагнитной муфтой 18. Червячная шестерня 17 зацепляется с червяком 19, вращаемым электродвигателем 20; кроме того, через пару шестерен 21 она связана с враш:ающимся трансформатором 15. Электромагнитную муфту 18 отключают при ручной поперечной подаче.
При загрузке станка люнет и шлифовальная бабка отведены от линии центров, измерительный шток 10 аррётирован на величину наибольшего припуска с помощью кулачка или электромагнита, губки люнета разведены, и шлифовальный круг дополнительно отведен с помощью электродвигателя 20 на величину, равную величине арретирования измерительного штока 10. После загрузки станка люнет и шлифовальная бабка перемещаются в направлении изделия, и шток 0 опускают на заготовку. При перемещении штока /б, изменяется,индуктивное сопротивление катушек датчика, благодаря чему начинаетвращаться электродвигатель 22, поворачивающий стрелку 13 и вращающийся трансформатор 14, служащий датчиком вращающихся трансформаторов 9 и 15. Ток рассогласования включает электродвигатель 8, который работает до тех пор, .пока губки люнета не переместятся на ту же величину, на которую переместился шток 10. Ток рассогласования, возникающий между вращающимися трансформаторами 14 и 15, включает электродвигатель 20, который подводит шлифовальный круг 23 на величину, равную перемещению штока датчика.
Таким образом, точки встречи губок люнета и шлифовального круга 23 с заготовкой 24 будут определяться положением штока 10 измерительного прибора в зависимости от величины припуска заготовки. При остановке электродвигателя 20 вращающиеся трансформаторы 14 и 15 разъединяются и соединяются снова при отводе шлифовальной бабки назад.
По мере сошлифовывания припуска шток 10 продолжает перемещаться и губки люнета следуют за его перемещением. Стрелка 13, замыкая контакты 25, переключает режимы работы станка и подает команду на отвод шлифовальной бабки после окончания шлифования.
Предмет изобретенияУстройство к круглошлифовальному станку для быстрого подвода шлифовального круга к заготовке и регулирования положения губок упорного люнета относительно ее оси в зависимости от величины диаметра заготовки, определяемого измерительным прибором, отличающеес я тем, что, с целью комплексной автоматизации указанных движений