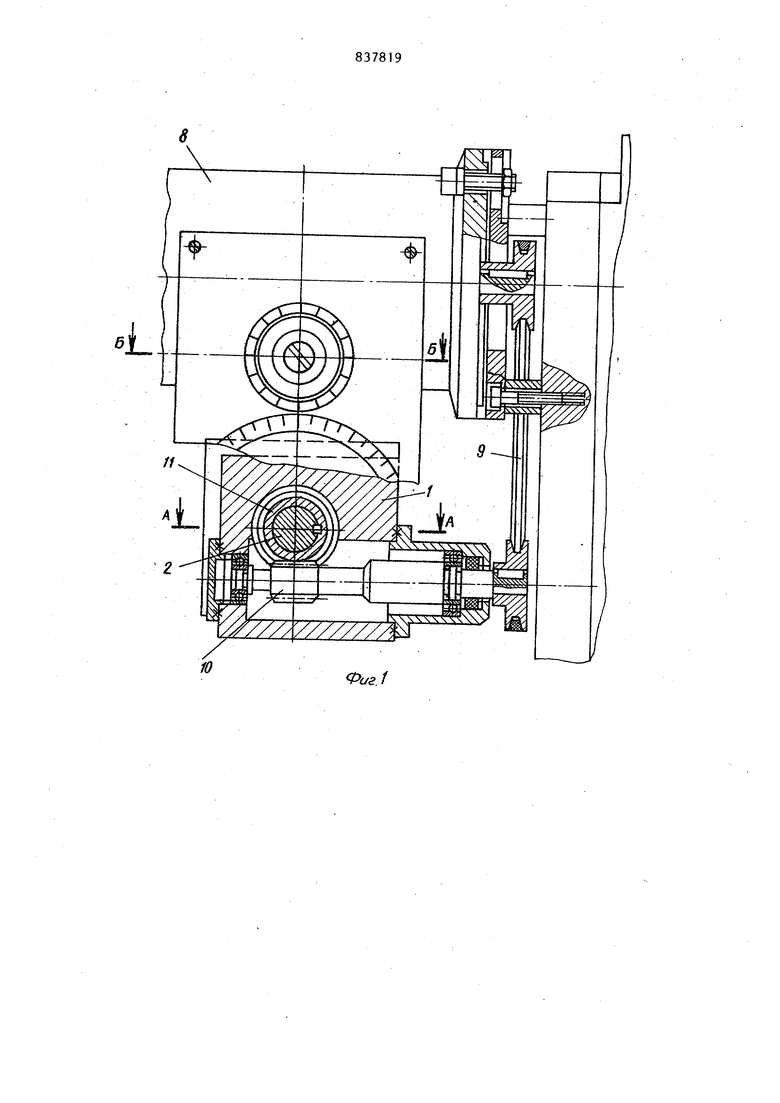
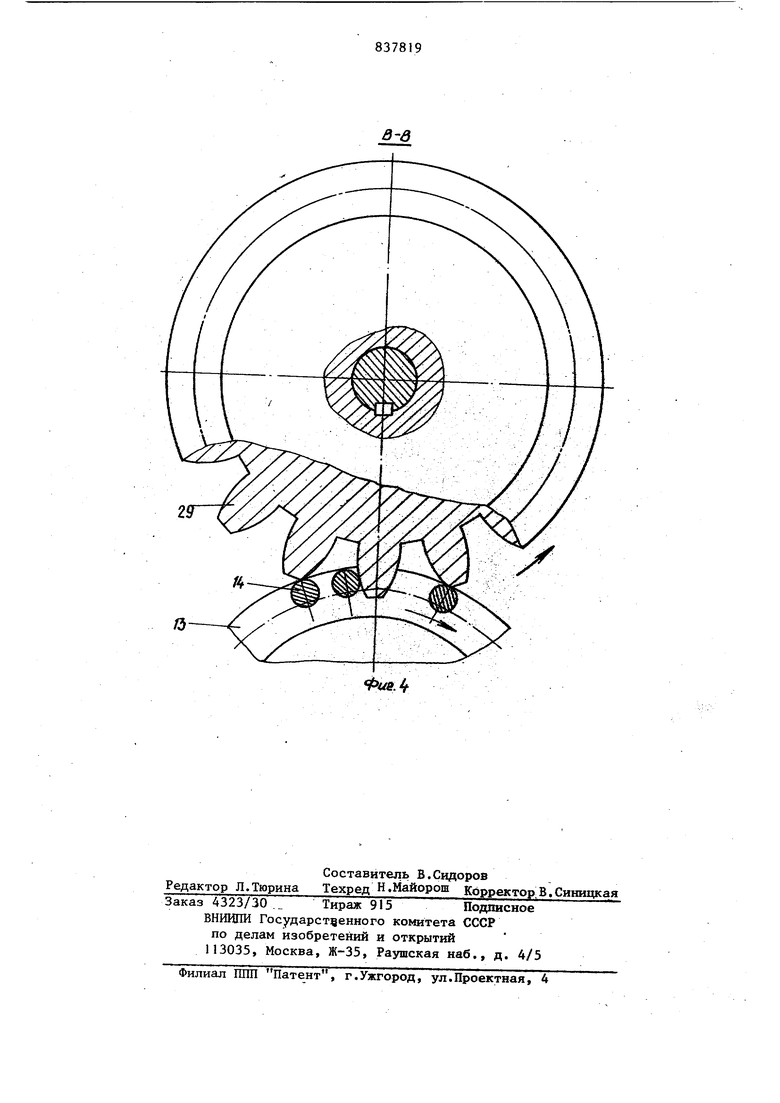
Изобретение .относится к станкостроению и может быть использовано в круглошлифовальных станках. Известен механизм поперечных подач круглопшифовального станка, включающий установленные fe корпусе ограничи тельные элементы с толкателями, центральный вал и кинематически связанный с ним базовый диск с набором кулачковых элементов l , Однако технологические возможности этого механизма весьма ограничены, в частности величина снимаемого с детали припуска при шлифовании не может быть больше перемещения шлифовальной бабки, соответствующего одному обороту центрального вала механизма, а увеличение мakcимaльнoгo припуска за счет уменьшения предельного отношения кинематической цепи, связывающей центральный вал с ходовой гайкой, нецелесообразно, так как при этом увеличивается цена деления лимба механиз ма и снижается точность обработки. Механизм имеет сложную конструкцию. .Цель изобретения - расширение технологических возможностей механизма поперечных подач круглошлифовального станка. Для достижения указанной цели он снабжен узлом увеличения хода исполнительных органов станка, выполненного в виде зубчатого колеса, установленного на оси, параллельной оси центрального вала, с возможностью взаимодействия с ним посредством кулачка базового диска. Механизм снабжен лимбом, установленным подвижно в направлении оси зубчатого колеса. Толкатели ограничительных элементов установлены перпендикулярно оси центрального вала. На фиг.1 изображен механизм, общий вид; на фиг.2 - разрез А-А на фиг1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.З 38 Механизм поперечных подач круглошлифовального станка содержит корпус 1, в котором на подшипниках- качения смонтирован центральный вал 2. Этот вал посредством конических шестерён 3,4 и 5 и вала 6 связан с конической шестерней 7 гайки ходового винта, шлифовальной бабки (не показаны). Вращение центрального вала 2 ос5тцествляется с помощью двигателя 8, установленного в корпусе механизма, клиноременной передачи 9, червяка 10 и червячного колеса 11, закрепленного на центральном валу 2. На средней части центрального вала смонтирована электромагнитная муфта 12, которая при включении соединяет центральный вал 2 с фасонным поводковым диском 13 оснащенным упором I4 и соосно смонтированньпм на нём набором кулачковых дисков 15, 16 и 17, которые снабжены соответственно кулачками 18,19 и 20, В процессе работы эти кулачки взаимодействуют с ограничителями, выполненными в виде конечных выключателей 21 22 и 23. Кулачковые диски 15 и 17 смонтированы подвижно в угловом отношении на фасонном поводковом диске 13 смонтированном на центральном валу неподвижно в осевом отношении. Кулач ковый диск 16 вмонтирован на фасонном поводковом диске подвижно, но только в осевом отношении. На передней части центрального вала на по)п;шипниках качения смонтирована втулка 24, жестко связанная с лимбом 25. Лимб 25 со вместно с втулкой 24, шарикоподшипни ком 26 и втулкой 27 с помощью винта 28 может перемещаться по центральному валу в обе стороны. При этом переемещении торец «тулки 24 прижимает кулачковые диски 15-17 к торцу базового фа сонного поводкового диска 13 или освобождает их. Винт 28 подвижно закреплен в шайбе, смонтированной на левом конце центрального вала. Узел увеличения хода исполнительны органов содержит зубчатое колесо 29, смонтированное на валу 30, расположенном параллельно центральному валу и крнсольно закрепленном в корпусе механизма в опорах качения. Зубчатое колесо 29 снабжено кулачком 31, кото рый взаимодействует с конечным выклю чателем 32, служапщм для разрешения включения чистовой подачи и окончани шлифования. На валу 30 установлен подвижный лимб 33, снабженньш кулач4ком 34, который взаимодействует с конечным выключателем 35, служащим для включения торможения двигателя при перезарядке механизма. На наружном конце вала 30 с помощью винта 36 закреплен неподвижный лимб 37, а между подвижным лимбом 33 и шестерней 29 установлена пружина 38, которая прижимает шестерню к неподвижной втулке 39, а подвижный лимб 33 - к лимбу 37. Механизм работает следующим об.разом. Установочное перемещение шлифовальной бабки осуществляется с помощью двигателя 8 через клинораменную передачу 9, червячную пару - червяк 10 и червячное колесо 11, центтральный вал 2, конические пары 3,4,5 и 7, ходовую гайку шлифовальной бабки. С помощью этого двигателя осуществляют быстрый перегон шлифовальной бабки к изделию и от него. Включение и вы- ключение двигателя производятся кнопками, расположенными на пульте управления станком. При этом с помощью винта 28 смещают втулку 24 до упора влево, вследствие чего она жестко соединяется с центральным валом 2. Муфту 12 отключают, а по лимбу 25 отсчитывают перемещение шлифовальной бабки.При работе в наладочном режиме втулка 24, диски 15,16 и 17 неподвижны, а толкатель конечного выключателя 22 нажат кулачком 19. Механизм обеспечивает также шлифование с прибором активного контроля и шлифование до упора. При шлифовании с прибором активного контроля общий припуск на обработку устанавливают поворотом кулачкового- диска 17 и подвижного лимба 33. При изменении углового положения подвижного лимба 33 изменяется количество полных оборотов центрального вала 2 при переразрядке механизма. С помощью кулачкового диска 17 регулируется припуск в пределах одного оборота центрального вала 2. Время подачи команды на включение чистовой подачи или на ввод скобы-прибора активного контроля устанавливают поворотом кулачкового диска 15. После установки этик дисков и подвижного лимба 33 в требуемое положение поворачивают винт 28 так, что.бы втулка 24 сместилась вправо и плотно прижала кулачковые диски к торцу базового фасонного поводкового диска 13. Тогда кулачковые 15-1 7 и поводковый 13 диски вращаются как одно целое. Затем
включают электромагнитную муфту 1 2 и ос ществляют перезарядку механизма, т.е. включают двигатель 8 в направлении, соответствующем отводу шлифовальной бабки от изделия. При вращении вала 2 упор 14 взаимодействует с зубчатым колесом 29, поворачивает его так, что одному обороту вала 2 соответствует поворот зубчатого колеса на один щаг. Вращение вала 2 происходит, до включения конечных выключателей 35 и 23, причем сначала будет нажат выключатель 35, а затем выключатель 23. До включения элемента.35 элемент 23 может включаться несколько раз, если элемент 35 не включен,эти сигналы не воспринимаются исполнительным органом станка. При шлифовании двиг.атель 8 перемещает шлифовальную бабку на изделие. Команды выключения 21 и 22 игнорируются, выключатель 32 нажимают после того, как центральный , вал 2 совершит заданное поворотом лимба 33 количество оборотов. Скоба прибора активного, контроля вводится на изделие по комавде выключателя 22. С этого момента прибор управляет, скоростью движения бабки и вьщает команду на прекращение.шлифования. При включении выключателя 22 электромагйитная муфта 12 отключается и вращени кулачковых дисков 15-17 прекращается, а вал 2 продолжает вращаться до выдачи прибором активного контроля.команды на отвод шлифовальной бабки. Перед началом перезарядки электромагнитная муфта 12 включается и в процессе перезарядки базовый фасонный поЗводковый диск 13 и центральный вал 2 всегда вращаются совместно. При автоматиче- ском отключении электромагнитной муфты 12 по команде выключателя компенсируются погрешности настройки механизма, связанные с тепловыми деформациями станка, износом шлифовального круга и т.д., так как шлифовальная бабка при каждой перезарядке механизма отводится на заданную величину припуска от той точки, где прибор активного контроля выдал команду на прекращение шлифования. Перемещение шлифовальной бабки для компенсации изменения диаметра шлифовального круга при его правке производится также, как При периодической подаче, но при этом электромагнитная муфта 12 отключена. С помощью механизма можно осуществлять шлифование так назьгааемого упора. Команду .на включение чистовой подачи
выдает конечный выключатель 21. Прекращение подачи и отвод шлифовальной бабкиот детали производится по команде вык лючателя 22. В остальном механизм работает так же, как при шлифовании с прибором активного контроля.
Применение данного изобретения позволяет в значительной мере расширить технологические возможности станка, которые.увеличиваются за счет того, что механизм снабжен узлом увеличения общей величины снимаемого припуска, что позволяет при шлифовании снимать с детали припуск на обработку в несколько раз больший, чем с помощью механизмов известных конструкций. Кроме того, установка толкателей ограг ниченных конечных выключателей перпендикулярно к центральному валу позволила отказаться от сложных промежуточных рычагов, через которые на известном механизме осуществлялось взаимодействие кулачков кулачковых дисков с этими конечными выключателями что значительно упростило констрз цию механизма.
Формула изобретения
1.Механизм поперечных подач круглошлифовального станка, включающий установленные в корпусе ограничительные элементы с толкателями, центральный вал и кинематически связанный с ним базовый диск с набором кулачковых элементов, отличающийся тем, что, с целью расширения технологических возможностей механизма, он снабжен узлом увеличения хода исполнительных органов станка, выполненного в виде зубчатого колеса, установленного на оси, параллельной оси центрального вала, с возможностью взаимодействия с ним посредством кулачка базового диска.
2.Механизм поп.1, отличающийся тем, что он снабжен лимбом, установленным подвижно в направлении оси зубчатого колеса.
3.Механизм поп.1,отличаю щ и и с я тем, что толкатели ограничительных элементов установлены перпендикулярно оси центрального вала.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 567592, кл. В 24 В 47/20, 1971.
Фиг.1 5:5
f5
Фи&.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм поперечных подач круглошлифовального станка | 1971 |
|
SU567592A1 |
| Механизм подач | 1985 |
|
SU1292996A1 |
| Шлифовально-доводочный станок | 1976 |
|
SU727404A1 |
| ШЛИФОВАЛЬНО-ЗАТЫЛОВОЧНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ | 1969 |
|
SU251401A1 |
| Устройство к кругло шлифовальному станку для управления движением шлифовальной бабки | 1957 |
|
SU119098A1 |
| Устройство для осевого перемещения шпинделя шлифовального круга | 1977 |
|
SU691285A1 |
| Устройство к круглошлифовальному станку для быстрого подвода шлифовального круга к заготовке и регулирования положения относительно ее оси губок упорного люнета | 1959 |
|
SU126756A1 |
| Устройство для шлифования нежестких цилиндрических деталей | 1982 |
|
SU1060421A2 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| Механизм подачи шлифовальной бабки | 1982 |
|
SU1077767A2 |