qD
1C
4 1C
Изобретение относится к паяльному производству, в частности к флюсам для пайки легкоплавкими прикрями, преимущественно алюминиевых и кремнистых бронз, а также хромированных и никелированных сталей.
Цель изобретения - снижение коррозионной агрессивности флюса и повышение его активности путем введения во флюс тиосульфата натрия и применения в качестве соли аммония фосфорнокислого однозамещенного аммония и фтористого аммония при следующем соотнощении компонентов, мас.%:
Ллористый цинк9- 11
Хлористая медь2-4
Фосфорнокислый однозамещенный аммоний76-84
Фтористый аммоний3-5
Тиосульфат натрия2-4
При введении фосфорнокислого однозамещенного аммония, фтористого аммония и тиосульфата натрия повышается активность флюса при пайке нержавеющих сталей, сталей покрытых хромом и никелем, алюминиевых и кремнистых бронз.
При нагреве флюса образуются активные соединения ортофосфорной и плавиковой кислот, которые интенсивно разрущают окисную пленку хрома, никеля, аммония
и кремния на поверхности деталей. Это улучшает смачивание припоем паяемой поверхности и способствует образованию прочного соединения.
Введение тиосульфата натрия способствует нейтрализации активных соединений после окончания пайки. Следовательно, коррозионная активность остатков флюса значительно уменьшается, и на поверхности деталей, близкой к пайке, не остается темных пятен. Это улучшает качество пайки и товарный вид изделия.
При изменении соотношения между компонентами снижается активность флюса, ухудшается качество пайки и повышается 5 коррозионная активность остатков флюса.
Хлористый цинк вводят в пределах 9-11% для обеспечения достаточной активности флюса. При меньшем содержании хлористого цинка активность флюса - недостаточная, а при большем значительно повышается коррозионная активность остатков флюса.
Хлористая медь вводится в состав флюса в пределах для обеспечения хорошего качества пайки меди и медных сплаВОВ. При меньшем содержании ухудшается качество пайки, а при большем ухудшаются технологические свойства флюса.
В табл. 1 приведены пять составов флюса.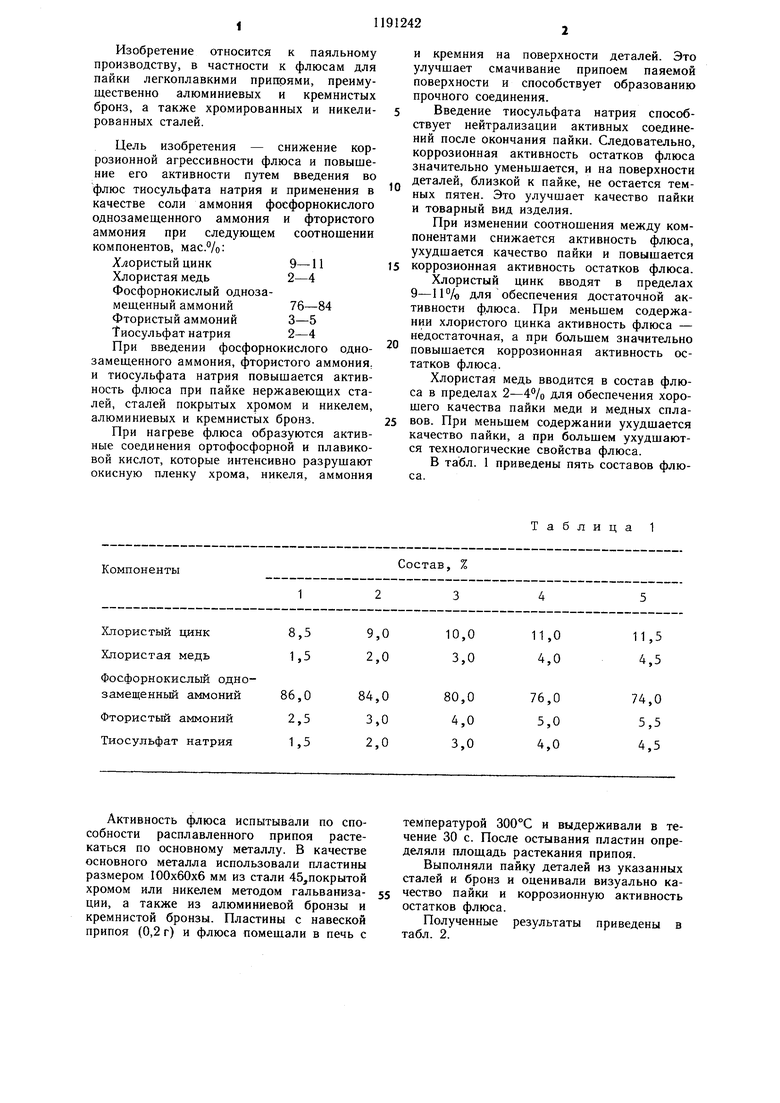
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для низкотемпературной пайки нержавеющих сталей | 1980 |
|
SU919840A1 |
| Флюс для пайки малооловянистыми припоями | 1986 |
|
SU1442349A1 |
| Флюс для низкотемпературной пайки | 1986 |
|
SU1360942A1 |
| Флюс для пайки легкоплавкими припоями | 1985 |
|
SU1250430A1 |
| Флюс для пайки алюминиевых бронз | 1977 |
|
SU657941A1 |
| Флюс для пайки и пропитки газотермических покрытий | 1985 |
|
SU1263480A1 |
| Флюс для пайки чугуна | 1987 |
|
SU1423331A1 |
| Флюс для пайки легкоплавкими припоями | 1982 |
|
SU1013178A1 |
| Флюс для низкотемпературной пайки | 1984 |
|
SU1180216A1 |
| Флюс для пайки медных сплавов с алюминиевыми | 1988 |
|
SU1637987A1 |
ФЛЮС ДЛЯ ПАЙКИ ЛЕГКОПЛАВКИМИ ПРИПОЯМИ, преимущественно алюминиевых и кремнистых бронз, хромированных и никелированных сталей, содержащий хлористый цинк, хлористую медь, и соль аммония, отличающийся тем, что, с целью снижения коррозионной агрессивности флюса и повыщения его активности, он дополнительно содержит тиосульфат натрия, а в качестве соли аммония - аммоний фосфорнокислый однозамещенный и фтористый аммоний при следующем соотношении компонентов, мас.°/о: Хлористый цинк9-11 Хлористая медь2-4 Аммоний фосфорнокислый однозамещенный76-84 Фтористый аммоний3-5 Тиосульфат натрия2-4
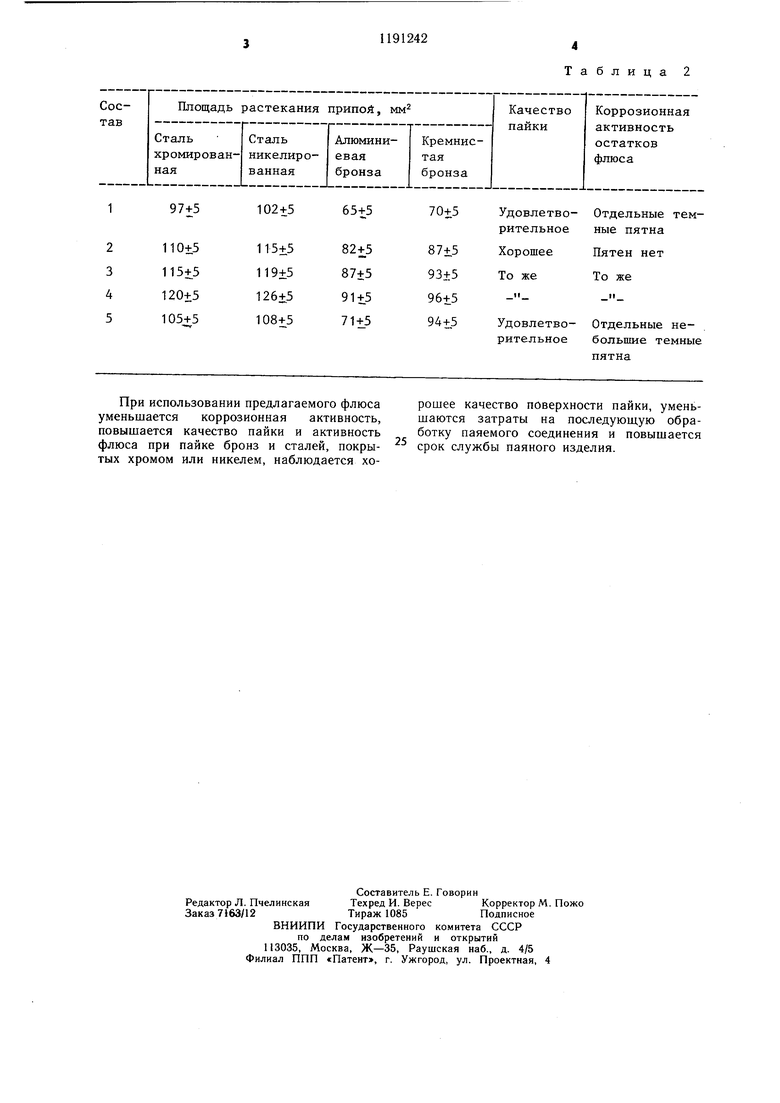
Активность флюса испытывали по способности расплавленного припоя растекаться по основному металлу. В качестве основного металла использовали пластины размером 100x60x6 мм из стали 45,покрытой хромом или никелем методом гальванизации, а также из алюминиевой бронзы и кремнистой бронзы. Пластины с навеской припоя (0,2 г) и флюса помещали в печь с
Таблица 1
температурой 300°С и выдерживали в течение 30 с. После остывания пластин определяли площадь растекания припоя.
Выполняли пайку деталей из указанных сталей и бронз и оценивали визуально качество пайки и коррозионную активность остатков флюса.
Полученные результаты приведены в табл. 2.
102+5
97+5
65+5
82+5
110+5
115+5 115+5 87+5 119+5 120+5 126+-5 91+5 105+5 108+5 71+5 При использовании предлагаемого флюса уменьшается коррозионная активность, повышается качество пайки и активность флюса при пайке бронз и сталей, покрытых хромом или никелем, наблюдается хоТаблица 2
УдовлетвоОтдельные темные пятна рительное
Хорошее
Пятен нет То же То же
УдовлетвоОтдельные небольшие темные рительное пятна рошее качество поверхности пайки, уменьшаются затраты на последуюш,ую обработку паяемого соединения и повышается , „ срок службы паяного изделия.
| Справочник по пайке | |||
| Под ред | |||
| С | |||
| Н | |||
| Лоцманова и др | |||
| М.: Машиностроение, 1975, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Хряпин В | |||
| Е | |||
| и Лакедемонский А | |||
| В | |||
| Справочник паяльщика.-М.: Машинострое ние, 1974, табл | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
| ИЗ, № 10. | |||
