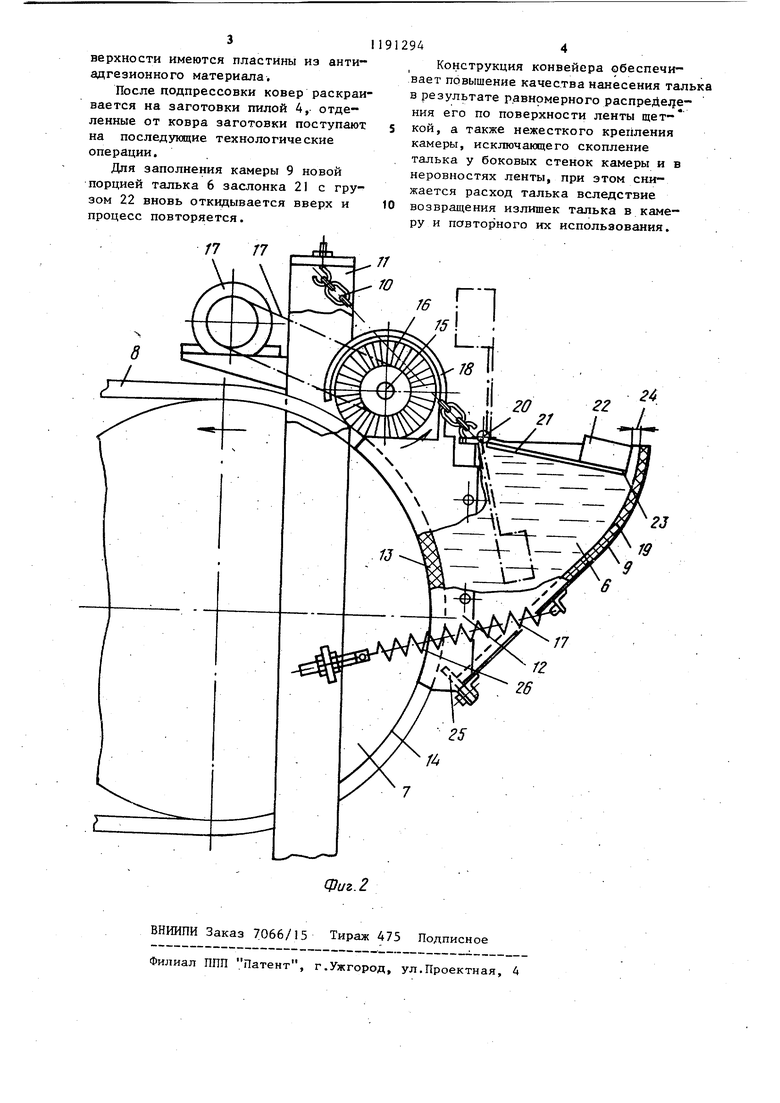
« .5I Изобретение относится к формирун щим конвейерам линии производства древесных плит и может быть примене но в деревообрабатывающей промышлен ности. Цель изобретения - улучшение ка чества нанесения талька на ленту и снижение его расхода. На фиг. 1 представлена схема линии для производства древесных плит; на фиг. 2 - устройство для нанесения талька. В схему линии входят формирующий конвейер 1, формирующая машина 2, пресс 3, разделительная пила 4, устройство 5 для нанесения талька 6, формирующий конвейер 1 имеет надетую на барабаны 7 ленту 8. Устрой ство 5 для нанесения талька 6 на ле ту 8 формирующего конвейера 1 со- держит установленную в зоне одного из барабанов 7 перед формирующей машиной 2 над лентой 8 на криволине ном ее участке камеру 9, подвешенну посредством гибких связей, например тросса 10, к станине 11. Полость камеры 9, заполненная тальком 6, примьпсает к наружней рабочей поверхности ленты 8, а боковы стенки 12 камеры 9 схватывают ленту 8 по лирине, причем стенки 12 выпол нены с радиусными, например, из антифрикционного материала поверхностями 13, опирающимися, например на цилиндрическую поверхность 14 барабана 7. В зоне криволинейного участка ленты 8 над ней перед выходом ее из камеры 9 на горизонтальном валу 15 установлена контактирующая по всей ширине ленты 8 цилиндрическая щетка 16, например, с индивидуаль-ным приводом 17 ее вращения навс+ре чу движению ленты 8. Щетка 16 закрыта кожухом 18, установленным на камере 9, и сообщается с ее полостью. Внутренняя поверхность камеры 9 покрыта, например, пластиной 19 из антиадгезионного материала, например винипласта, и выполнена радиусной. Внутри камеры 9 между боковыми стенками I2 и поверхностью 19 смонтирован подвижно, например, на горизонтальной оси 20 толкатель в виде, например, заслонки 21 с грузом 22 для воздействия на массу находя42щегося в камере 9 талька 6. Заслонка 21 является одновременно крышкой камеры 9 и торцовой кромкой 23 сопряжена с внутренней радиусной поверхностью 19 камеры 9 с небольшим зазором 24. Внутри камеры 9 имеется внизу уплотнение 25. Камера 9 связана со станиной 11 дополнительно посредством пружин 26. Устройство работает следующим образом. Перед началом работы полость камеры 9 f „--. заполняют тальком о, который служит против адгезии (сцепления прессуемого материала с лентой 8.. Для заполнения камеры 9 тальком 6 приподнимают в верхнее положение подвижную на оси 20 заслонку 21 с грузом 22, засыпают тальк 6. Посредством груза 22 заслонка 21 перемещается на оси 20 вниз и перемещает тальк 6 на движущуюся ленту конвейера 1. Лента покрывается слоем талька 6 с некоторым избытком, особенно в тех местах, гд,е лента имеет волнистую поверхность. На выходе; ленты 8 из зоны камеры 9 тальк 6 разравнивается медленно враща щейся на валу 15 навстречу ленты 8 щеткой 16, излишки талька 6 ссыпаются обратно в полость камеры 9 или нижележащий участок ленты 8, при этом на поверхности ленты 8 остается пленка талька одинаковой толщины. При поперечных смещениях ленты 8 в результате сбегания ее относительно барабана 7 камера 9 перемещается вместе с лентой 8 за счет того, что боковые ее стенки 12 охватывают ленту 8 по ширине, она присоединена к станине 1I нежестко посредством троса 10 и пружин 26. На ленте 8 конвейера 1 перед формирующей машиной 2 формируется древесностружечный конвейер, который подпрессовывается прессом 3, движущимся при смыкании плит вместе с лентой 8, а затем при размыкании плит совершакяцим возвратное движение для подпрессовки последующего участка древесностружечного ковра. Для устранения налипания стружечной массы в верхней плите пресса 3 на ее контактирующей с ковром по-
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс непрерывного действия для изготовления древесных плит | 1988 |
|
SU1641617A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ, ДРЕВЕСНОВОЛОКНИСТЫХ И ТОМУ ПОДОБНЫХ ПЛИТ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2044635C1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Пресс непрерывного действия | 1974 |
|
SU518374A1 |
| Пресс для подпрессовки древесностружечного ковра в производстве плит | 1980 |
|
SU1054097A1 |
| Пресс для подпрессовки древесно-стружечного ковра в производстве плит | 1986 |
|
SU1384388A2 |
| Линия производства древесностружечных плит | 1990 |
|
SU1838095A3 |
| МЕХАНИЧЕСКИ СКЛЕЕННАЯ ПЛИТА ИЗ ДРЕВЕСНОГО МАТЕРИАЛА | 2001 |
|
RU2286248C2 |
| Пресс непрерывного действия | 1976 |
|
SU596480A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
ФОРМИРУЮЩИЙ КОНВЕЙЕР ЛИНИИ ПРОИЗВОДСТВА ДРЕВЕСНЫХ ПЛИТ, содержащий охватываемые лентой барабаны и закрепленное на станине приспособление для нанесения талька на ленту, отличающийся тем, что, с целью улучшения качества нанесения талька.на ленту и снижения его расхода, приспособление для нанесения талька выполнено в виде камеры, прикрепленной к станине посредством гибких связей, при этом боковые стенки камеры охватывают ленту конвейера, крьшка выполнена в виде подвижного толкателя, а на выходе е kn ленты из камеры установлена с возможностью вращения щетка.
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Солесос | 1922 |
|
SU29A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Солесос | 1922 |
|
SU29A1 |
