Описываемый инструмент для прессования нрофильного металла позволяет производить прессование различных профилей, сечение которых не вписывается в окружность внутреннего отверстия втулки контейнера прутково-профильпого пресса.
Это достигается тем, что перед невписывающимися участками фильера матрицы делаются заходные карманы.
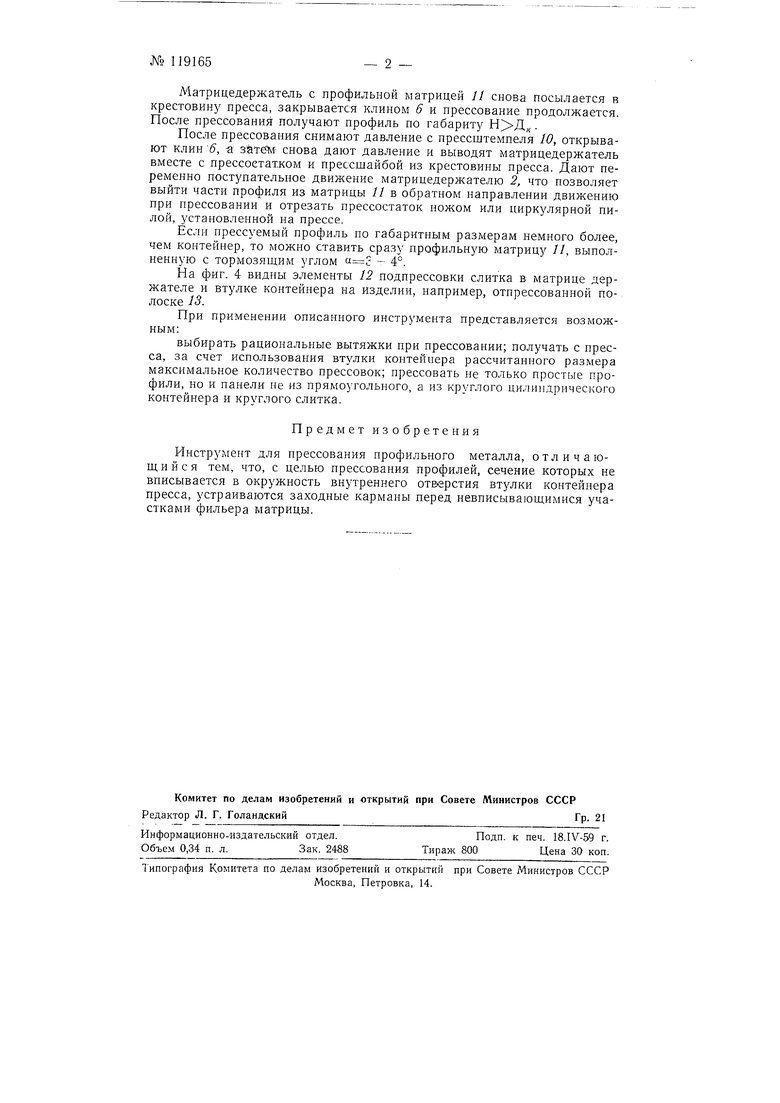
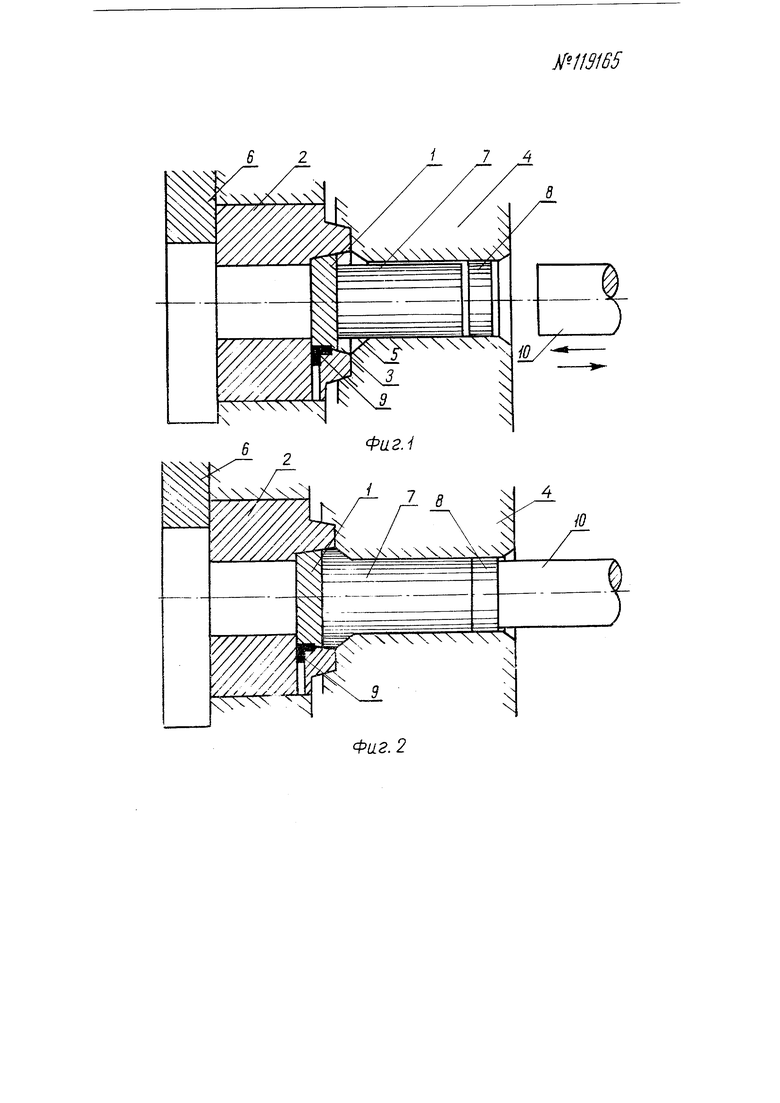
На фиг. 1 изображена схема инструмента с показо,м положения его деталей перед прессованием; на фиг. 2 - то же в момент заполнения заходных карманов в матрице, не имеющей очка профиля; на фиг. 3-схема инструмента в конце прессования при матрице, имеющей очко профиля; на фиг. 4-вид изделия отпрессованного, в контейнере меньшем по габариту, чем исходная полоска; на фиг. 5-разрез по АА на фиг. 3.
Перед невписывающимися участками фильера матрицы / в матрицедержателе 2 имеются заходные карманы 3. Во втулке контейнера 4 пресса имеются заходные карманы 5. Высота карманов 3 несколько меньще высоты карманов 5. Карманы 3 и 5 выполняются по форме прессуемого профиля и по размерам больще, чем габариты профиля. Матрица 1, не имеющая очка профиля (целиковая), вставляется в матрицедержатель 2, который посылается в крестовину пресса и закрывается клином 6. Во втулку контейнера 4 сначала закладывают нагретый слиток 7, а затем прессшайбу S. Для устранения смещения профильной части относительно законцовки в матрицедержателе устанавливается щпонДавление от прессщтемпеля 10 через прессщайбу 8 передается слитку 7, который подпрессовывается и заполняет карманы и 5 (фиг. 2). Затем снимают давление с прессштемпеля 10, открывают клин 6, выводят из крестовины цресса матрицедержатель 2 и заменяют матрицу / матрицей 11, имеющей очко профиля (фиг. 3).
№ 119165
Матрицедержатель с профильной матрицей 11 снова посылается в крестовину пресса, закрывается клином 6 и прессование продолжается. После прессования получают профиль по габариту ,,.
После прессования снимают давление с прессштемпеля 10, открывают клин 6, -а затем снова дают давление и выводят матрицедержатель вместе с прессостатком и прессшайбой из крестовины пресса. Дают переменно поступательное движение матрицедержателю 2, что позволяет выйти части профиля из матрицы // в обратном направлении движению при прессовании и отрезать нрессостаток ножом или циркулярной пилой, установленной на прессе.
Если прессуемый профиль но габаритным размерам немного более, чем контейнер, то можно ставить сразу профильную матрицу //, выполненную с тормозящим углом - 4°.
На фиг. 4 видны элементы 12 подпрессовки слитка в матрице держателе и втулке контейнера на изделии, например, отпрессованной полоске 13.
При применении описанного инструмента представляется возможным:
выбирать рациональные вытяжки при прессовании; получать с нресса, за счет использования втулки контейнера рассчитанного размера максимальное количество прессовок; прессовать не только простые профили, но и панели не из прямоугольного, а из круглого цилиндрического контейнера и круглого слитка.
Предмет изобретения
Инструмент для прессования профильного металла, отличающийся тем, что, с целью прессования профилей, сечение которых не вписывается в окружность внутреннего отн-грстия втулки контейнера пресса, устраиваются заходные карманы перед невписывающимися участками фильера матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПРЕССОВАНИЕМ С ОБРАТНЫМ ИСТЕЧЕНИЕМ МЕТАЛЛА | 2013 |
|
RU2563062C2 |
| Устройство для прессования полых профилей | 1976 |
|
SU617096A1 |
| УСТРОЙСТВО для КОМБИНИРОВАННОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1971 |
|
SU306884A1 |
| Матричный узел для обратного прессования металла | 1980 |
|
SU927357A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ и ТРУБ ПРЕССОВАНИЕМ | 1967 |
|
SU202704A1 |
| Инструмент для прессования биметаллических изделий | 1975 |
|
SU518884A1 |
| Инстумент для прессования полых профилей | 1979 |
|
SU804051A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВОЙ ЗАГОТОВКИ | 2011 |
|
RU2478013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННЫХ СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2491146C1 |
| Пресс для экструдирования | 1979 |
|
SU848114A1 |
Комитет по делам изобретений и открытий при Совете Министров СССР Редактор Л. Г. ГоландскийГр. 21
Информационно-издательский отдел.Подп. к печ. 18.IV-59 г.
Объем 0,34 п. л.Зак. 2488Тираж 800Цена 30 коп.
Типография Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Петровка, 14.
