(54) ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| Устройство для экструдирования заготовок | 1976 |
|
SU632426A1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| Инструмент для прессования | 1980 |
|
SU946714A1 |
| Игла для изготовления оребренных труб способом выдавливания на прессах | 1958 |
|
SU123136A1 |
| Инструмент для прессования двухстенных труб | 1979 |
|
SU854489A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
I
Изобретение относится к обработке металлов давлением, а точнее к инструменту для прессования полых профилей.
Известны устройства, содержащие специальное приспособление для выставки по углу иглы относительно матрицы, которое включает устанавливаемый в матрицу шаблон, щкалу и стрелочный индикатор для выверки установки иглы 1.
Недостатками этого устройства являются сложность конструкции, обслуживания и невысокая точность
Известен также инструмент для прессования полых пррфалей сложной формы, содержащий контейнер с установленной в его отверстии матрицей и заходящими в него полой пресс-шайбой и пресс-штемпелем со смонтированной на его торце иглой, для предварительной установки которой относительно матрицы имеется- червячный привод 2.
Недостатками известного инструмента являются невысокое качество изделий из-за непостоянства выставки иглы в процессе работы пресса, а также необходимость частой корректировки выстаьки, что снижает производительность пресса.
Цель изобретения - повышение качества изделий.
Поставленная цель достигается тем, что в отверстии контейнера выполнены продольные пазы, а на матрице и пресс-шайбе - соответствующие пазам и заходящие в них выступы, при .этом отверстие в пресс-шайбе выполнено фигурным и с заходной воронкой, а на игле выполнен соответствующий по форме поперечного сечения отверстию в пресс-шайбе направляющий участок, причемигла смонтирована в пресс-штемпеле с возможностью поворота вокруг своей оси.
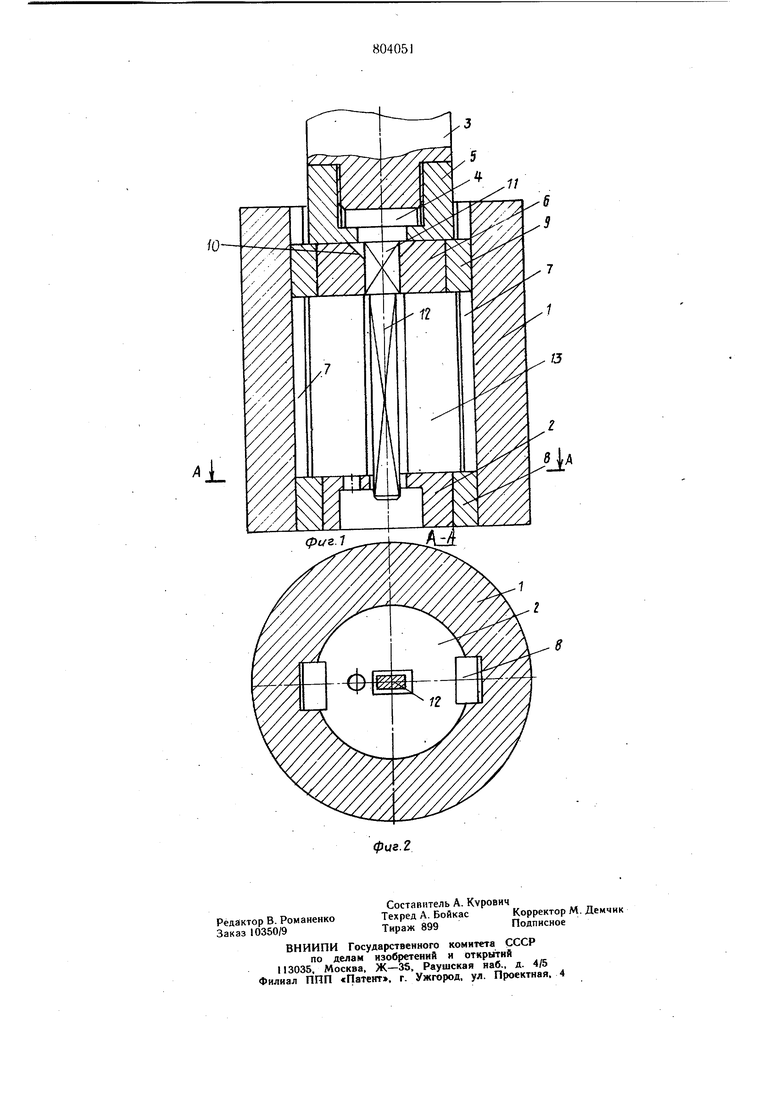
На фиг. I схематически изображен предлагаемый инструмент, продо., разрез; на фиг. 2 - разрез А-А на фиг. I.
Инструмент для прессования полых профилей содержит контейнер I, установленную в его отверстии матрии,у 2, заходяи1ий в него пресс-штемпель 3 с иглой 4, крепежную втулку 5 и полую пресс-шайбу 6.
В отверстии контейнера 1 выполнены параллельно его оси пазы 7, соответственно которы.н на матрице 2 и пресс-шпнПс 6 выполнены выступы 8 и , размани ппьиг упомянутых пазах 7. В пресс-шайбе 6 выполнено фигурное отверстие с заходной воронкой 10, в которое заходит игла 4, снабженная направляющим участком 11 с сечением, соответствующим фигурному отверстию пресс-щайбы 6, а рабочий участок 12 иглы 4 соответствует внутреннему каналу прессуемого профиля. Для установки иглы 4 предусмотрена крепежная втулка 5, связанная резьбовым соединением с пресс-штемпелем 3. Игла 4. смонтирована с возможностью поворота в .крепежной втулке 5. Прессование при использовании предлагаемого инструмента осуществляется следующим образом. В контейнер 1 подается матрица 2, положение которой фиксируется направляющими выступами 8 в пазах 7. Затем..в контейнер 1 подается полые заготовка 13 и пресс-шайба 6, направляющие выступы 9 которой также входят в пазы 7 отверстия контейнера 1 и фиксируют ее положение относительно контейнера 1 и матрицы 2. Ходом пресс-штемпеля 3 вниз иглу 4 вводят в фигурное отверстие пресс-шайбы 6. При входе направляющего участка 11 иглы 4 в фигурное отверстие пресс-шайбы 6 осуществляется саморегулирование положения иглы 4 относительно пресс-шайбы 6 путем ее свободного разворота и крепежной втулке 5. Таким образом достигается автоматическое регулирование и надежная фиксация взаимного расположения 4 и канала матрицы 2 при выдавливании. Благодаря тому, что исключен проворот иглы 4 относительно прессшайбы 6, а выступы 9 прессшайбы 6 перемещаются в процессе выдавливания в пазах 7 контейнера f, в которых зафиксированы и выступы 8 матрицы 2, исключается возможность разрегулировки настройки инструмента в рабочем цикле. По окончании прессования игла 4 выводится из матрицы 2 и пресс-шайбы 6 и последующие операции осуществляются как при обычном прессовании. Таким образом, предлагаемая конструкция обеспечивает автоматическую настройку, саморегулирование и фиксацию в процессе выдавливания положения иглы относительно канала матрицы, результатом чего является повышение точности размеров изделий. Формула изобретения Инструмент для прессования полых профилей, содержащий контейнер с установленной в его отверстии матрицей и заходящими в него полой пресс-шайбой и прессштемпелем со смонтированной на его торце иглрй, отличающийся тем, что, с целью повышения качества изделии, в отверстии контейнера выполнены продольные пазы, а на матрице и пресс-шайбе - соответствующие пазам и заходящие в них выступы, при этом отверстие в пресс-шайбе выполнено фигурным и с заходной воронкой, а на игле выполнен соответствующий по форме поперечного сечения отверстию в пресс-шайбе направляющий участок, причем игла смонтирована в пресс-штемпеле с возможностью поворота вокруг своей оси. Источники информации, принятые во внимание при экспертизе 1.«Цветная мета.ллургия. М., 1969, № 5, с. 41-43. 2.Мюллер Э. Гидравлические прессы для изделий из цветных металлов. ГНТИ, 1962, с. 120 (прототип).
7/
8
