Изобретение относится к обработке металлов давлением, в частности получения сложных профилей и формовки из них многослойных спиральношовных труб, а именно в химическом машиностроении, строительстве технологических и теплообмен ных трубопроводов и в Других областях промышленности.
Разработка конструкции ленты и формовки многослойных труб с объемным заполнителем из этой ленты позволит создать трубы, обладающие высокими прочностными и технологическими характеристиками при их малой металлоемкости высокопроизводительным способом, например спиральношовной сваркой труб.
Цель изобретения - снижение трудоемкости и повышение качества изготовления
многослойных труб с обьемной стенкой,из этой ленты
На фиг. 1 изображена профилированная лента, на фиг 2 - многослойная труба
Лента профилируется в заготовку с плоскими краями 1 и 2 и гофрированной средней частью 3. В основании гофр, расположенных по краям, в месте перехода на плоскую часть выполнены зиги 4 и 5 В процессе формовки трубы гофрированная часть 3 накладывается на плоскую часть 1, которая своим краем входит в зиг 4, одновременно плоская ступень 2 накладывается на гофрированную часть 3 и укладывается в зиг 5 соседнего витка, образуя таким образом на третьем витке трубу с гофрированной частью между плоскими краями 2 и 1
Наружный и внутренний спиральный шов на трубе получен в процессе формовки
СЛ
1 ю сл ю
00
сваркой плавлением. Способ сварки выбирается с учетом материала и толщины ленты, например, можно применить роликовую или ТВЧ-сварку и т.д. Конфигурация гофрированной части ленты может быть выполнена в виде прямоугольных, трапецеидальных гофр и т.д. в зависимости от прочностных и технологических требований. Соединение вершин гофр с плоскими частями ленты возможно сваркой плавлением, ТВЧ, ролико-. вой сваркой или пайкой. Из ленты, полученной согласно предлагаемому способу, возможно получение объемных плоских панелей.
Изготовление многослойной спираль- ношовной трубы, например, 0640 и толщиной стенки 7 мм из ленты шириной 400 мм и толщиной 0,5 мм заключается в предварительном изготовлении ленты 1 с плоскими 3 и 4 и гофрированной 2 частями.
Ширина гофрированной части ленты определяется по формуле
с В-Нг(2п +1)+2S Sn -gL- ,
где п - количество гофр;
Sn - ширина гофрированной части, мм;
Нг - высота гофра;
S - толщина ленты, мм;
В - ширина ленты-заготовки без припуска, мм;
Высоту гофрированной части ленты определяют по формуле
Hr Hc-2S, где Нг - высота гофра, мм;
Нс - толщина стенки трубы,
В данном случае Не 7 мм; S 0,5 мм; В 400 мм; Нг 6мм; Sn 91 мм.
Таким образом, ширина гофрированной части, которая равна ширине плоской, 91 мм. .
Исходя из того, что количество гофр 10, определяют толщину гофр и шаг между ними.
Толщину прямоугольной гофры определяют по формуле
t Sn-S . ir -
n 2 + 2 4,61 мм. Шаг между вершинами гофр равен
- п-2 + 2
t 8,22 мм.
Способ получения трубы из ленты, содержащей гладкие и гофрированную части, по сравнению с известными способами позволяет повысить производительность и качество изготовления труб с объемной стенкой. Известные способы заключаются в раздельной технологии изготовления и соединения наружной и внутренней оболочек с
объемным заполнителем, а также дополнительных затрат ввиду сложной сборочно- сварочной оснастки..15
Формула изобретения
1.Способ изготовления многослойной трубы, заключающийся в предварительном профилировании ленты в заготовку с плоскими и гофрированными участками, последующей спиральной навивкой так, что гофрированные участки перекрывают плоскими участками соседнего витка по внутреннему диаметру трубы, отличающий- с я тем, что, с целью снижения трудоемкости и повышения качества многослойных труб, ленту профилируют в заготовку с плоскими участками по краям и гофрированным участкам в середине с параметрами Hr Hc-2S,
с B-Hr(2n -M)+2S
Sn-3, -
где Нг - высота гофра, мм;
Нс - толщина стенки трубы, мм; S - толщина ленты, мм;
Sn - ширина гофрированного участка на ленте, мм;
В - ширина ленты-заготовки без припуска, мм;
п - количество гофр;
при этом процесс спиральной навивки осуществляют так, что плоские участки ленты перекрывают гофрированные как по внутренней, так и по наружной поверхности.
2.Способ по п.1,отличающийся тем, что, с целью получения качественного шва за счет улучшения подгонки стыкуемых по спирали кромок, в основании крайних
гофр делают зиги высотой, равной толщине ленты, и шириной, равной ширине вершины гофр.

| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| Способ подготовки заготовок для производства сварных самокомпенсирующихся стальных труб | 1984 |
|
SU1274791A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1335356A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОГО ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307032C1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| Сильфон и способ его изготовления | 1990 |
|
SU1742558A1 |
| Способ изготовления гнутых замкнутых профилей с гофрированной стенкой | 1990 |
|
SU1726092A1 |
| Устройство для формовки спиральношовных труб с винтовыми гофрами | 1986 |
|
SU1375372A1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
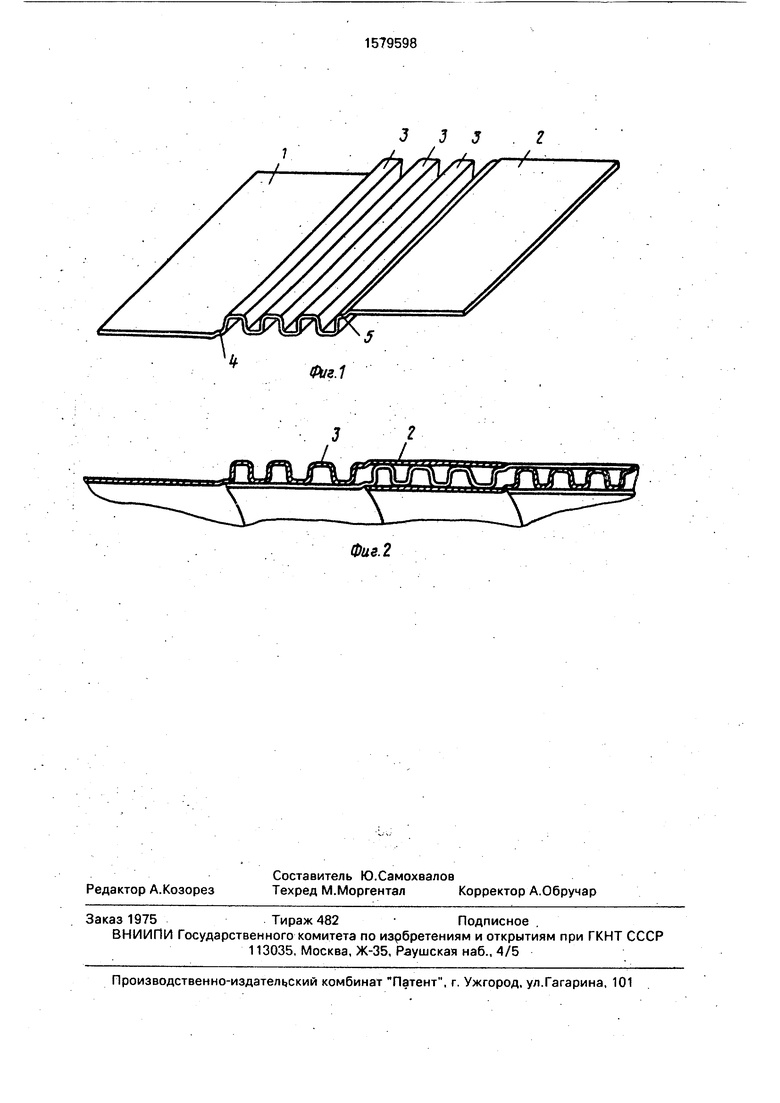
Изобретение относится к обработке металлов давлением, получению сложных профилей и формовки из них многослойных спиральношовных труб, которые могут быть использованы в химическом машиностроении, строительстве технологических и теплообменных трубопроводов и в других отраслях промышленности. Цель изобретения - снижение трудоемкости и повышение качества изготовления многослойных труб с объемной стенкой. Среднюю часть ленты выполняют гофрированной с плоскими ступенями по краям. Конструктивное выполнение ленты, имеющей плоские и гофрированную части, позволяет при формовке спиральношовной трубы перекрыть плоскими ступенями ленты гофрированную часть, образуя гладкую поверхность стенки трубы как снаружи, так и внутри с гофрированной частью между ними. В основании гофр, расположенных по краям, выполняют зиги, которые позволяют производить стыковку плоских ступеней ленты заподлицо. Соединение вершин гофр с плоскими частями ленты возможно сваркой плавлением ТВЧ, роликовой сваркой или пайкой. 1 з.п. ф-лы, 2 ил.
Фие.2
| ШТАММ Bacillus atrophaeus ВКПМ-11474, ОБЛАДАЮЩИЙ ФУНГИЦИДНЫМИ СВОЙСТВАМИ И РОСТСТИМУЛИРУЮЩЕЙ АКТИВНОСТЬЮ | 2014 |
|
RU2570624C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
