В настоящее время вулканизация формовых резинотехнических изделий производится на рамных и колонных гидравлических прессах с ручным обслуживанием.
Имеюндиеся тины вулканизационных автоматов, в том числе и ротационных, снабжены в большинстве случаев также гидравлическим приводом, что определяет их значительную громоздкость и сложность.
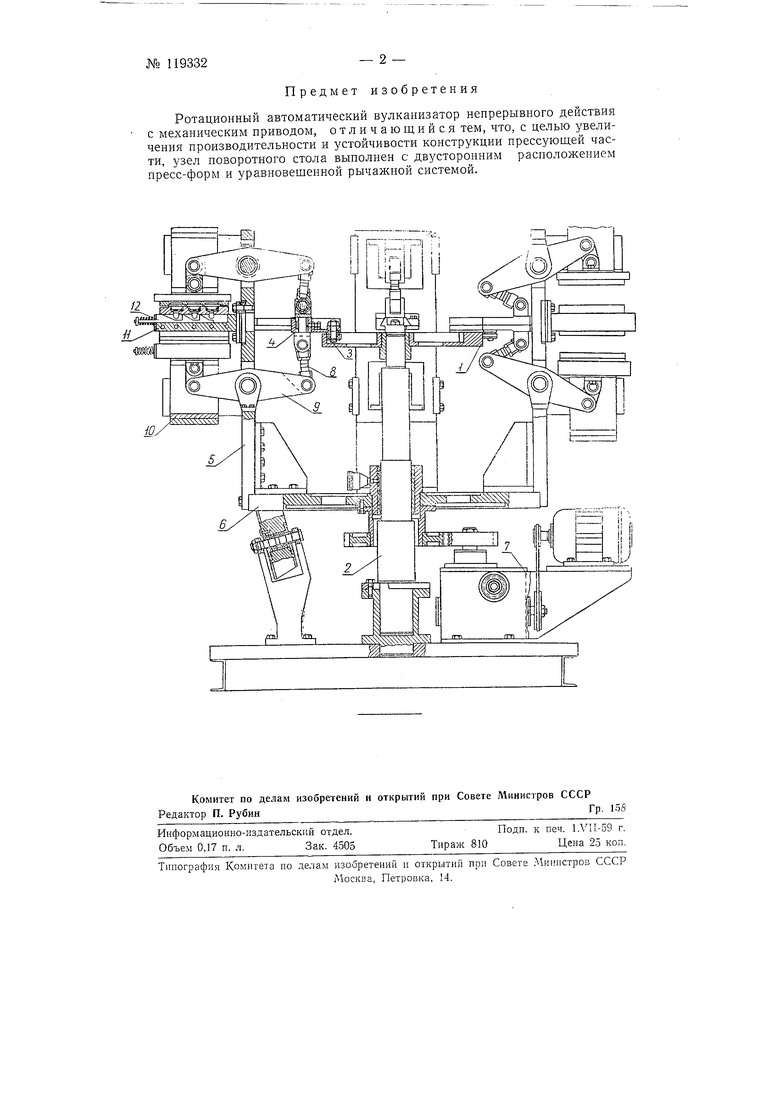
Предлагаемый ротационный вулканизатор снабжен механическим приводом и выполняет рабочий цикл за один оборот ротора. Схема автомата (показания на чертеже) состоит из кулачкового и шатунно-коромыслового механизмов.
Дисковый кулачок /, фиксированный на неподвижной колонне 2, приводит в движение через ролик 3 толкатель 4. Последний перемещается в направляющей, прикрепленной к стойке 5, которая устанавливается на роторе 6, приводимом в движение от электродвигателя через редуктор 7. При своем перемещении толкатель 4 через щатуны 8 и коромысла 9 передает необходимое рабочее усилие на нолзуны 10, к которым крепятся подвижные части пресс-форм; неподвижные части их расположены по обе стороны опорной плиты П, также прикрепленной к стойке 5. В предлагаемом автомате предусмотрено двустороннее использование опорной плиты и, что позволяет получить легкую и устойчивую конструкцию, а также значительно увеличить производительность вулканизатора.
Вулканизатор имеет 10 рабочих позиций и снабжен автоматическим загрузочным устройством (на чертеже не показано), получающим движение от редуктора 7, а также снабжен карманчиковым или вибрационным бункером. Последовательность работы механизмов прессования онределяется кулачком /; выталкивание изделий из пресс-форм производится клино.Л1 12, а последующий сброс их в бункер осуществляется при помощи специальной неподвижной планки. Вулканизатор снабжен плитами с электрообогревом и с автоматическим регулированием температуры.
Предмет изобретения
Ротационный автоматический вулканизатор непрерывного действия с механическим приводом, отличающийся тем, что, с целью увеличения производительности и устойчивости конструкции прессующей части, узел поворотного стола выполнен с двусторонним расположением пресс-форм и уравновещенной рычажпой системой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления резиновых велосипедных педалей и резки заготовок из резиновой ленты | 1959 |
|
SU124103A1 |
| Автомат для обрезки резиновых манжет | 1957 |
|
SU114218A1 |
| Полуавтомат для контроля качества на прогиб резинометаллических амортизаторов | 1958 |
|
SU116580A1 |
| Полуавтомат для отделки резинометаллических пластинчатых амортизаторов | 1959 |
|
SU126001A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU341683A1 |
| Автоматический вулканизационный пресс роторного типа | 1960 |
|
SU140568A1 |
| Роторный термопластпресс-автомат | 1988 |
|
SU1666323A1 |
| Ротационный литьевой автомат | 1960 |
|
SU139422A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 2007 |
|
RU2357860C2 |
| ГИДРАВЛИЧЕСКИЙ РОТАЦИОННЫЙ ПРЕСС | 1990 |
|
RU2030991C1 |
