11р(длага1омый авто.мат осуцествляет 11ос.1одоваге.льио операции по о)1И1ентировке и накоплению резиновых манжет, подаче их к обрсзиОМу устройству и обрезке.
АвтоМат выполнен в в«де четырех оинхроино работающих уз.. узла разделения маижет, узла падача манжет ;;ia обрезку, узла ншниделя-д-ержавюи и узла подачи резца.
ПерзыГг узел привоаитея в .дейетр.ие пневматичесыим pe.ie времени, а остальные-э.лект1)одВигател1ем через обнд.ий привод.
Узе, разделения .манжет выполнен в BM;i.e вибрируюишх .юткои, раегголож е,нных |Нак,1Оино друг иа.д другом.
i3e,i ио.дач.;- маижег гна обрезку представляет собою П1ток отсе ;1тель, движуишйся во зр-атио-поступательно и р заимодействуюп1ий с пружиной и опор)1ыл1 1)ычагом.
Узе. ш.пинделя-державк,и выполнен в виде пустотелого нил.:ип1дра с ПерфорНроваиным днинхем ,и iiopunieNr, ) вначале у.держивает )ia днии-1,е обрез аемачо манжету, а затем еб)асывает уже обрезанную манжету в ебории-к.
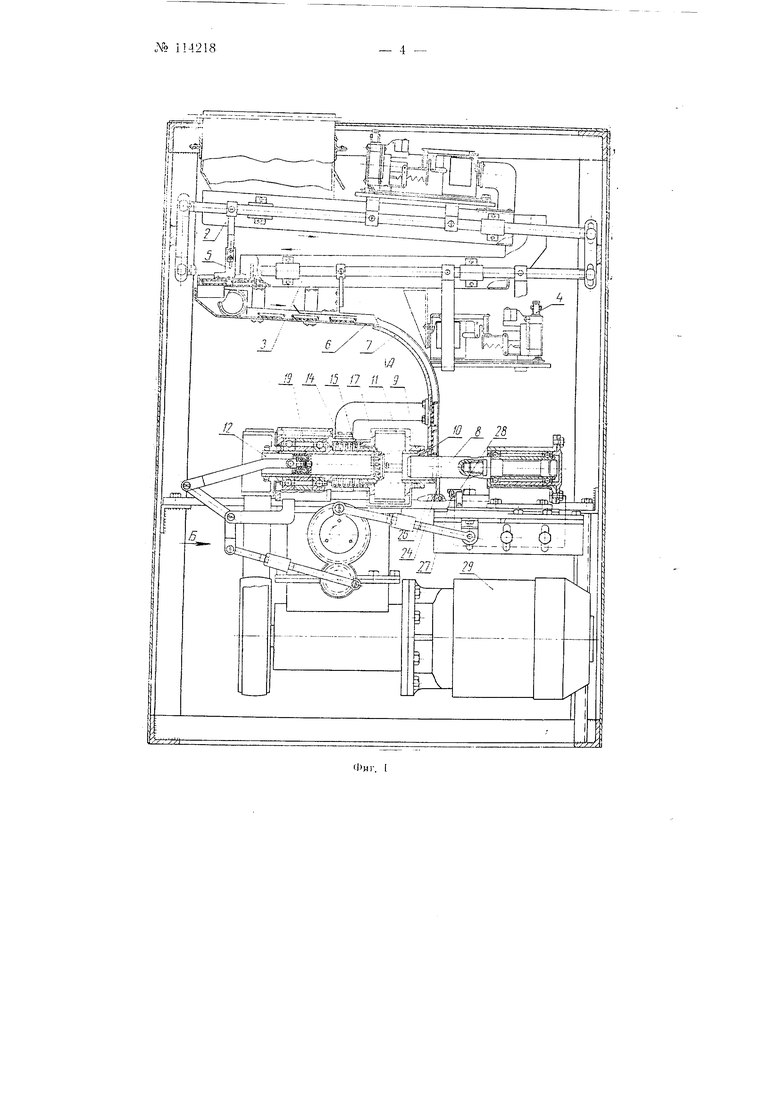
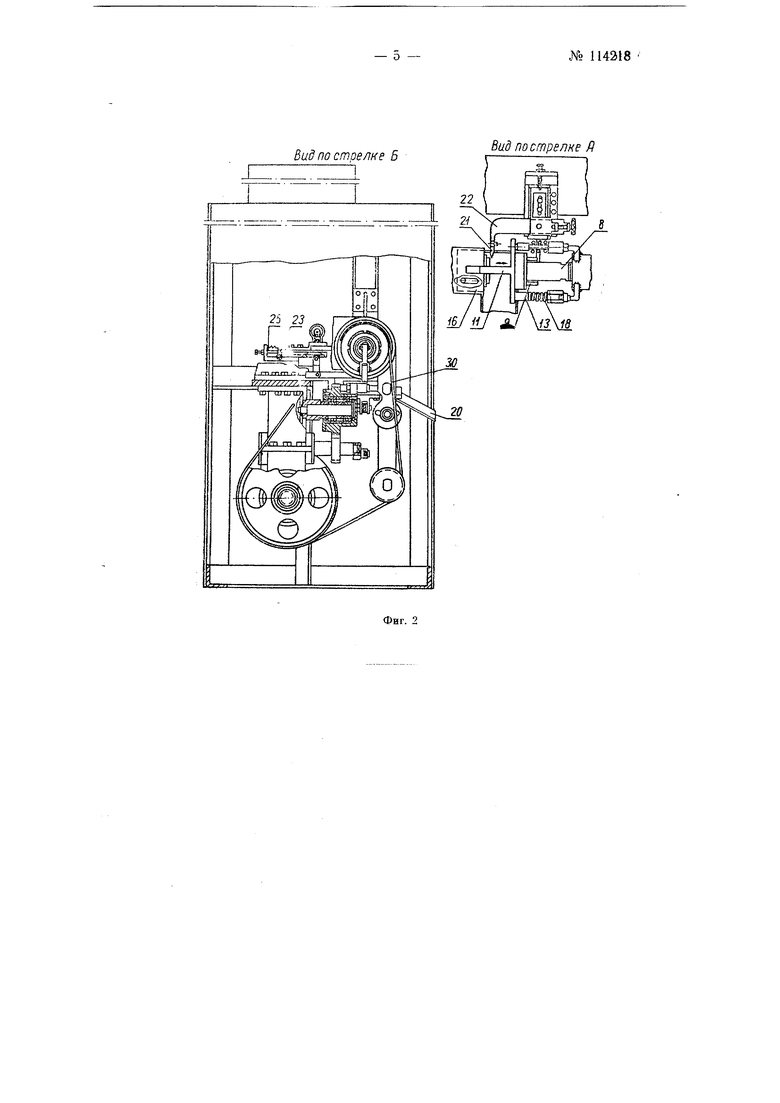
На фи1 1 изображен обнии В:;1д автомата; на (ниг. 2-1,ид стрелке Л и В.ИД по стре.тке 5 на ф|иг. 1.
Узе.1 азделения 1)ез;иновых вк.мючает в себя бун-кер /, лотки 2 и 3, нак.лоино уетаиовленные 01дин «ад :и получаюнхие вибрациоииое дв-инсение от 9лектроп;невмаФического pe,;ie времени 4. Манжеты из бункера J, щмен1аюи1.его около 800- 1000 HITVK, падают на верхний лоток 2, где иод действи1е1М вибрнруюнхего ,дв ижения перемеи1.аются, надая, небольшими групнамн на нижний лотоК 3, колеблющийся е болыией частотой. На лотке 3 происходит р:азделеиие манжет, после чего кажлая манжета, ,;тяемая огранич.ительной планкой ), поступает в преобразователь 6, прикрепленный к лотку 3 и колеблющийся вместе с н:им. В преобразователе 6 нроиехадит укладка мааджет в онределенное нолажендае, необходимое для их обрезкн. Под дейетвием
.YO 114218
вибрационного двяжения преобразователя 6 1манжеты перемещаются в накопитель 7.
Узел подачк -манжет па обрезку-i aaiErrja его деталь шток-отсекатель 8, движ1уш;и1 ся возвратпо-поступателыно. ДЕ;ижении шчока-отеехателя 8 направо (по чертежу) открываетоя полость накоп-ите;ш 7 и манжета, под действ ;{см силы тяжести падает к нап1)авляюп.1ую втулку 9 и остается в пей в положеании «на ребро, опирая1::ь верхним па опорный рычаг 10, удерживаемый пруж1ииой в верлккальиоМ иоложепнп (гфужипа не обо.вначеиа). FIpiH последующем движении ЕПТОка-отсекателя 8 манжета Пер-емепгается во втлчихе 9, при этс1М odopsjbni рычаг 10 отводится от упораУзел п1ПИпделя-де 5ЖаЗ Д включает в себя державку У/ и шп|индс.ть 12.
В IOT момент, когда Манжета занимает полож.аНИе л левого конца напразл.яюпей втулк1И 5, на державку 11 «ач)нают действовать два П1тыря 13, перемещаюпхиеся вместе со нгтокам-отсекателем 8. Державка // начинает перемещаться относительно корпуса М, сжимая nipyж1ИН:у 15. Такид образам, происходит niepieno л анжела во втулке У, укрепленной в щерж-авке. При крайнем левом положении державки, ограничен юм длиной направляющих пазов 16 в крышке М, 1между краем втулки 9 к краем патрона 17 остается расстояние, ыешьпгее высоты манжета; при зто.м за счет |деформап1И1и пружин 18 про исходит дальнейшее перемещение щтока отсекателя 8 относительно втулки 9, и М анжета досылается в натрон 17.
Полый щпи ндель 12, па котором укреплен патрон 17, вращается от привода автомата со скоростью .около 2500 об/м и представляет собою цилиндр с пе.рфорировапньим . В полости шпинделя, сообщающегося с полостью патрона 17, расположен порщень 19, соверщаюихий два двойных хода за один ход щтока-отсекателя 8, причем .крайнему правому положению поршня соответствует крайнее левое положение штока-отсекателя. При ходе порнпш в одном иаправлепии в полости ЩiП ИiEiдeля 12 создается раврежение, 1И манжета на|дежпо удерживается в патроне 17 в аюмент обрезки. При ходе порптня в обратном направлении в полости шпинделя создается давление, и манжета вь талк1ИВ1ается из патрона 17 в желоб 20, с которого поступает в сборник.
Резец 21 укреплен на держ ателе 22, соедипевнам с ползуном 23, п.еремещающиМся перпендикулярно авнжеиию штоК:а-отсекател1Я 8. Г1опе;ре%ная подача ползуна при резке заусениц .ма1нжета производится коленчатым рычагом 24, а обратный ход-пружиной 25.
К рыч;агу 24 прикреплен клин 26, отж1И1ма1емый нажи1мны1М рычагом 27 для удаления сре8.анных Заусениц.
Нажммвой рыч-аг 27 укрепотен на пальце в стойке 28, перемещающейся вместе со штоком-отсекателем 8- Из о,тв1есного положения рычаг 27 имеет возможность поворота против часовой стрелки, а повороту его по часовой стрелке препятствует выступ стойки 28. При дв|ижении влтока-отоекателя 8 справа налево рычаг 27 не воздействует на клин 26, а отвадится последним и затем принимает снова отвесное положениеПри обр1атном движении штока-отсекателя рычаг 27, даержйваемый 3 отвесном положении выступом стойкими, приводит в действие 1механизл под1ач и рез|Ца, и там-гм образо|М происходит удаление зау1сениц.
Привод автомата осуществлен от асинхронного дыилателя 29 через червячный редуктор, клиновидный ремень 30 и систему шеотеренчаты.к и кривощятпно-щатунных передач.
П р с Д о т и 3 о б р с т с II и я
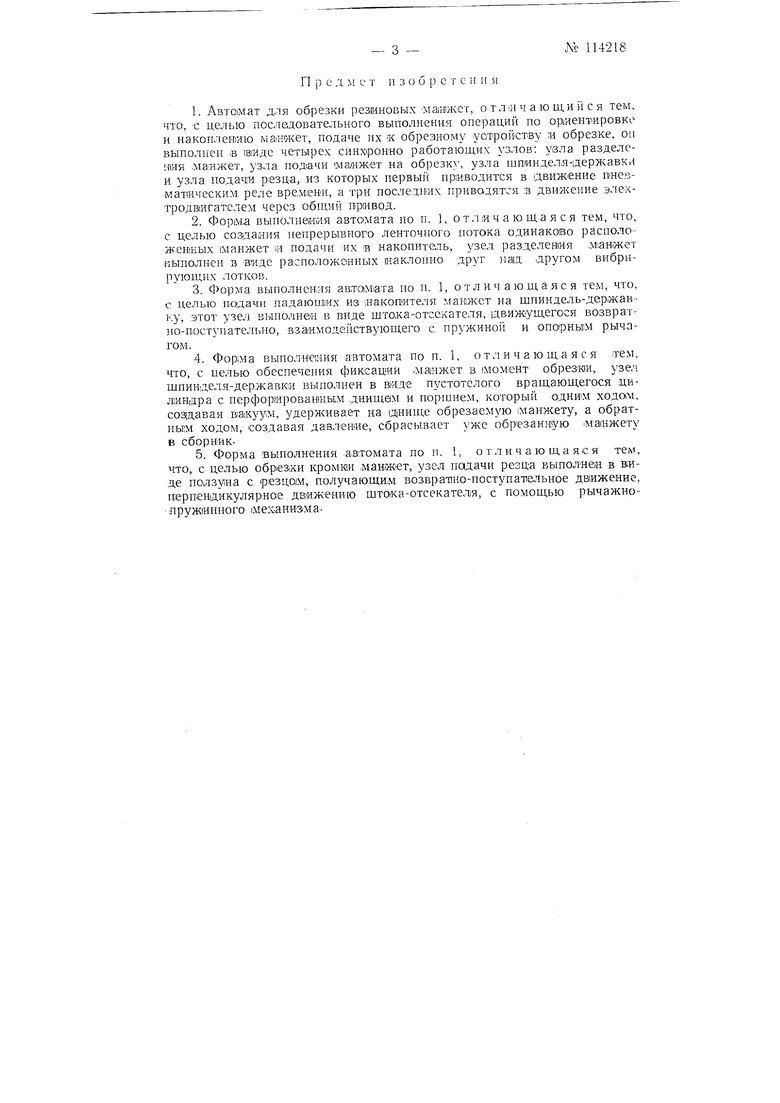
1.Автомат для резиновых маижет, о ч а ю щи и с я тем, что, с целью последовательного выполнения операций по ор|иенТИровке и накогглешию манжет, подаче их к обрезному устройству и обрезке, он выполнен в юиде четырех синхронно работающих узлов: узла разделеН1ЯЯ .,жет, узла под1ачи маижет на обрезк), узла шпмнделя-аержавки и узла подачи р:езЦа, из которых первый приводится в п«е зматическиМ: реле вре., а три последних привадятся :з движение электродв1игателем через общий прмвод.
2.Форма выполнения автомата по н. 1, от.пи ч а ю ща я с я тем, что, с целью создания непрерывного ленточного потока одинаково расположенных 1мапжет и подачи :их в накопитель, узел разделения Л1 ангжет выполнен в виде расположенных каклопно друг па|д другом вибрирующих лотков.
3.Форма выполнения авт:ам;ата но н. 1, отличающаяся тем, что, с целью по(дачи падаюп.1;их из иакопмтеля маюкет на шпиндель-державку, этот узел выполнен р, виде щтока-отсекателя, движущегося возврат1Ю-поступателы1о, взаимодействующего с пружиной и рычагом.
4.Фор1ма выполнения а втомата по п. 1, отличающаяся тем. что, с целью обеспечения фиксации ,ма1нжет в IMOMSHT обрезии, узе.ч шпиндел.я-державки выполнен в виде пустотелого вращающегося цилиндра с перфорирован1ны.м днищам и поршнем, который одниМ ходам, соз-давая вакуум, удерживает на днище обрезаемую (Манжету, а обратны;М ходом, создавая давлен1ие, сбрасывает уже обрезанную машжету в сборник5.Форма выполнения аатОМата по п. 1, отличающаяся тем, что, с целью обрезки кромки манжет, узел подачи резца выполнен в в;йде ползуна с р езц01М, получающем возврапно-поступательное движение, перпендикулярное движению што:ка-отсекате.Д1Я, с помощью рычажнопружинного 1мелан:из ма.
- 3 -Ле 114218
U -hf
-J J№ Т
I ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления резиновых велосипедных педалей и резки заготовок из резиновой ленты | 1959 |
|
SU124103A1 |
| Полуавтомат для контроля качества на прогиб резинометаллических амортизаторов | 1958 |
|
SU116580A1 |
| Автомат для сборки резьбовых соединений | 1975 |
|
SU568530A1 |
| Одношпиндельный вертикальный автомат | 1961 |
|
SU142854A1 |
| Многопозиционный сборочный автомат | 1976 |
|
SU656798A1 |
| Устройство для загрузки и разгрузки многошпиндельных токарных полуавтоматов | 1973 |
|
SU512024A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| ГАЙКОНАРЕЗНОЙ АВТОМАТ | 2002 |
|
RU2229963C1 |
| Многопозиционный автомат для сборки узла | 1981 |
|
SU921763A1 |