Отделка резино-металлических пластинчатых амортизаторов производится вручную на шлифовальных и сверлильных приспособлениях.
Описываемый полуавтомат -механизирует многие ручные операции при отделке резино-металлических амортизаторов, в частности, снятие облоя резины ИЗ, отверстий изделия, снятие облоя с торцов металлической .втулки и с пластинки-шасси амортизатора. .
Полуавтомат состоит из силовой головки с возвратно-вращательным движением и кулачковым приводом и планетарного оператора с режущим инструментом, фиксированным на осях сателлитов, одновременно используемых для вращения изделия при обработке его кардолентой.
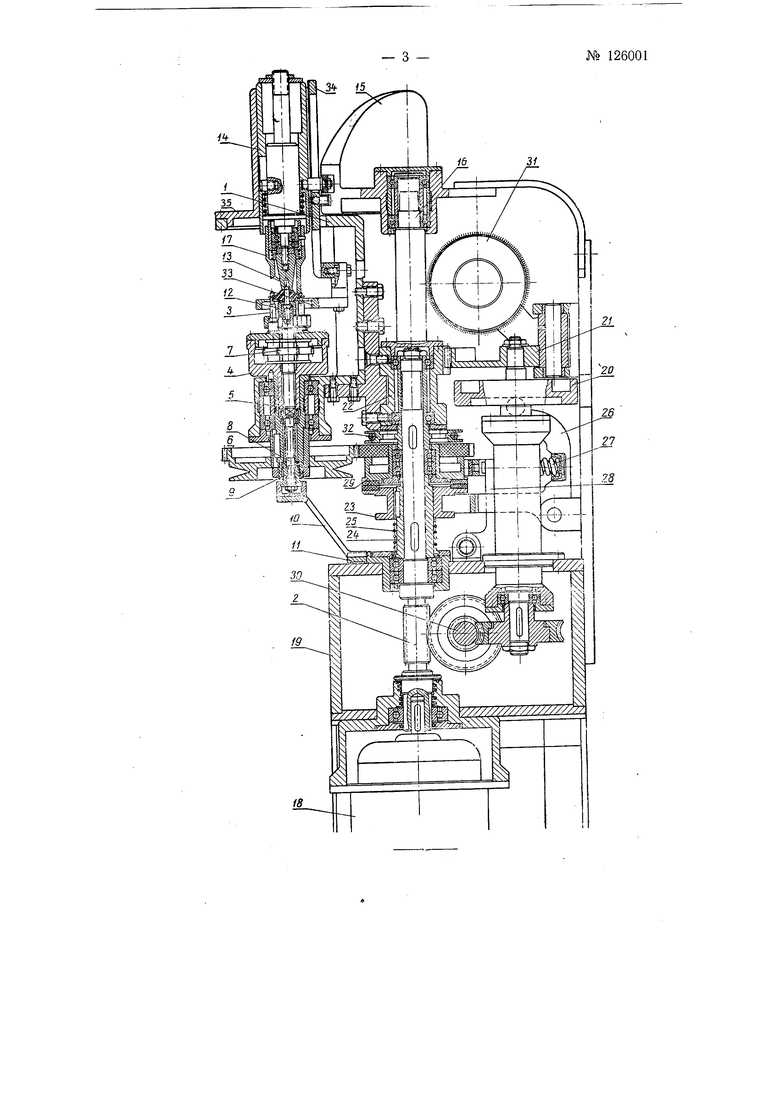
На чертеже изображена схема полуавтомата.
Силовая головка /, шарнирно установленная на валу 2, совершает возвратно-вращательное движение на угол 90°, в пределах которого осуществляется весь процесс обработки. Обрабатываемый резино-металлический. пластинчатый амортизатор устанавливается на .пять резцов типа сверл: четыре периферийных резца 5 и один центральный резец, предназначенные для снятия заусенцев из соответствующих отверстий амортизатора. Резцы 3 при помощи накидных гаек прикреплены к осям сателлитов планетарного оператора (коробки) 4, являющегося одновременно водилом, ириводимым в движение валом 5 через шестерню 6. Центральное колесо 7 при помощи имеющего квадрат валика 8, суха,рей и кронштейна 10 тесно связано со стопорным кольцом 1, вращающимся вместе с головкой 1 вокруг оси вала 2 и препятствующим вращению колеса 7 при движении оператора 4.
№ 126001
Центральный резец нрикреплен к оси колеса 7 нри помощи накидной гайки 12, торцовая поверхность которой имеет насечку для обработки торцовой новерхности втулки амортизатора.
Верхняя поверхность втулки обрабатывается неподвижным упором 13, связанным с ползуном 14, который является толкателем кулачка 15, укрепленного на оси 16 соосно валу 2. Для стабилизации положения амортизатора в момент обработки служит прижим 17.
Вал 2 вращается от электродвигателя 18 через редуктор 19, у которого вертикальный- вал второй ступени -выполняет роль распределительного и снабжен кулачком 20, имеюп-шм два рабочих профиля и программирующим работу полуавтомата.
Кулачок 20 воздействует на коромысловый толкатель 21, выполненный Б виде зубчатого сектора, входящего в зацепление с зубчаткой корпуса 22, вращающегося совместно с силовой головкой 1. При движении головки 1 с позиции загрузки начинает опускаться ползун 14, несущий упор 13, который входит в контакт с амортизатором, что совпадает с моментом включения фрикционной муфты 23, под воздействием фиксированной на втулке 24 пружины 25, замыкающей -кулачковую пару, которая состоит из кулачка 20 и коромыслового толкателя 26. При включении фрикционной муфты крутящий момент от вала 2 через зубчатую пару и вал 5 передается планетарному оператору 4, при движении которого сателлиты кроме вращения вокруг своих осей вращаются также вокруг центрального колеса 7, что дает возможность одновременно обрабатывать четыре периферийных отверстия амортизатора, полости его втулки и торцовые ее плоскости.
После поворота силовой головки / на 90° кулачок 20 воздействует на снабженный вилкой толкатель 26, который выключает фрикционную муфту, и одновременно через упругий элемент 27 воздействует на рычаг 28 с тормозной колодкой. В этом положении силовая головка 1 выдерживается некоторое время. Причем клиновая часть щестерни 6 контактирует с фрикционным колесом (на чертеже не показано), получающим привод от промежуточного вала 30 редуктора. В результате оператор 4 движется с меньщей скоростью и с пластинки-шасси амортизатора снимается облой кардолентой, находящейся на колесе 31. Колесо 31 вращается при помощи круглой ременной передачи от щкива 32, сидящего на валу 2. При обратном движении силовой головки / верхний унор 13 поднимается и счетная планка 33, соединенная с ползуном 34, перемещающимся в направляющей 35, сбрасывает под воздействием кулачка 15 амортизатор в бункер готовых изделий.
В конце обратного движения кулачок 20 воздействует на толка-. тель 26, который вновь затормаживает шкив 29. Рабочий цикл заканчивается выдержкой на позиции загрузки, после чего осуществляется процесс отделки очередного резино-металлического амортизатора.
Предмет изобретения
Полуавтомат для отделки резино-металлических пластинчатых амортизаторов, состоящий из силовой головки с возвратно-вращательным движением и кулачковым приводом, отличающийся тем, что, с целью совмещения операций при обработке амортизатора за один цикл, применен планетарный оператор с режущим инструментом, фиксированным на осях сателлитов, одновремен-но используемых для вращения изделия при обработке его кардолентой.