11
Изобретение относится к области ультразвукового контроля и может быть использовано при автоматизированном ультразвуковом контроле качества рельсов в потоке из производства.
Цель изобретения - повышение надежности контроля путем регулирования положения ультразвукового преобразователя ртнс сительно контролируемого рельса. -.
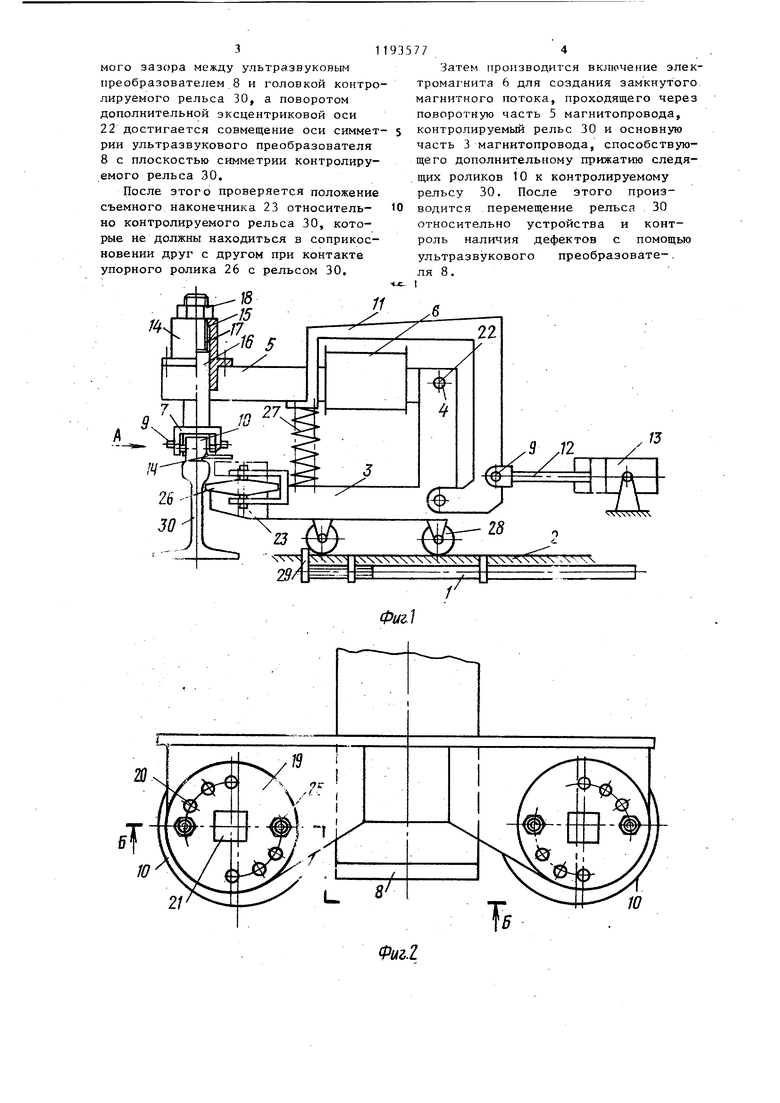
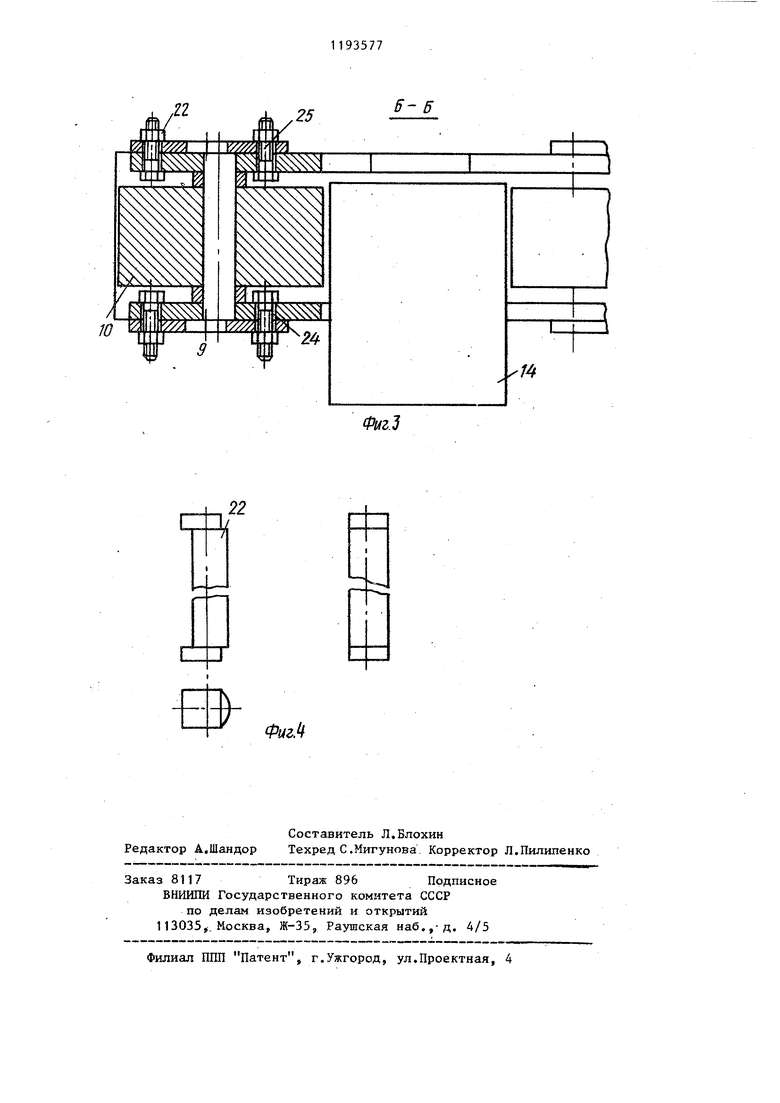
На фиг.1 приведено устройство для контроля качества рельсов; на фиг.2 вид А на фиг. 1; на фиг.3 - сечение по Б-Б фиг.2; на фиг.4 приведена конструкция оси следящих роликов.
Устройство для контроля качества рельсов содержит основание 1 с направляющими 2, на которых подвижно установлен магнитопровод в виде его основной части 3 н соединенной с ней при помощи шарнира 4 подпружиненной относительно нее поворотной части 5, надетую на магнитопровод электромагнитную катушку 6, жестко соединенный с поворотной частью 5 магнитопровода кронштейн 7, соединенный с ним ультразвуковой преобразователь 8, соединенные с кронштейном 7 при помощи осей 9 следящие ролики 10, шарнирно соединенное с OCHOBHOPI частью 3 магнитопррвода и взаимодействующее с его поворотной частью 5 коромысло 11, шарнирно соединенный с ним шток 12 пневмопривода 13, механизм регулирования положения ультразвукового преобразователя 8 относительно контролируемого рельса, выполненный в виде жестко соединенной с поворотной частью 5 магнитопровода втулки 14 с внутренним выступом 15, размещенный в ней резьбовой стержень 16 с направляющим пазом 17, взаимодействующим с внутренним выступом 15 втулки 14, размещенную на резьбовом стержне 16 регулировочную гайку 18, размещенные на кронштейне 7 с возможностью перестановок регулировочные диски 19 с отверстиями 20 по периферии и с центральными прямоугольными отверстиями 21. Оси 9 следящих роликов 10 выполнены эксцентриковыми и установлены в прямоугольные отверстия 21, Соединяющий основную 3 и поворотную 5 части магнитопровода шарнир 11 выполнен в виде дополнительной эксцентриковой оси 22. Электромагнитная катушка 6 установлена
поворотной части 5 магнитопровода, а его основная часть снабжена съемным наконечником 23.
Кроме того, устройство для контроля качества рельсов содержит отверстия .24 в кронштейне 7, позволяющие их совмещение с отверстиями 20 дисков 19, болты 25 крепления дисков 19 к кронштейну 7, жестко соединенные
с основной частью 3 упорные ролики 26, размещенную между основной частью 3 и коромыслом 11 пружину 27, опорные ролики 28 основной части 3 и регули,руемый упор 29 на основании 1.
Устройство для контроля качества рельсов работает следующим образом.
Перед началом контроля производится настройка устройствана данный типоразмер контролируемого рельса
30. Для этого с пульта управления (не показан) подается команда на срабатывание пневмопривода 13. Шток 12 пневмопривода 13 толкает устройство, установленное опорными роликами 28 на направляющих 2 основания 1, до регулируемого упора 29, который регулируется таким образом, чтобы упорные ролики 26 упирались в шейку контролируемого рельса 30. При дальнейшем движении штока 12 пневмопри вода 13 коромысло 11, шарнирно зак репленное на основной части 3, сжимает пружину 27, поддерживающую поворотную часть 5 магнитопровода.
Поворотная часть 5 вращается вокруг дополнительной эксцентриковой оси 22 ширнира 4, и следящие ролики 10 опускаются на контролируемый рельс 30. Вращением регулировочной гай-
ки 18 осуществляется подъем или опускание резьбового стержня Тб, проворачивание которого исключено за счет взаимодействия его направляющего паза 17 с внутренним выступом 15
втулки 14. Одновременно за счет жесткого соединения кронштейна 7 с резьбовым стержнем 16 добиваются такого положения следящих роликов 10, чтобы обеспечивался их упор в контролируемый рельс 30 и их качение по головке рельса 30.
Перестановкой болтов 25 в отверстиях 20 регулировочных дисков 19 и в отверстиях 24 кронштейна 7 осуществляется поворот эксцентриковых осей 9, вставленных в центральные прямоугольные отверстия 21.регулировочных дисков 19. Этим добиваются требуемого зазора между ультразвуковым преобразователем 8 и головкой контро лируемого рельса 30, а поворотом дополнительной эксцентриковой оси 22 достигается совмещение оси симмет рии ультразвукового преобразователя 8 с плоскостью симметрии контролируемого рельса 30. После этого проверяется положение съемного наконечника 23 относитель- но контролируемого рельса 30, которые не должны находиться в соприкосновении друг с другом при контакте упорного ролика 26 с рельсом 30, Затем производится включение электромагнита 6 для создания замкнутого магнитного потока, проходящего через поворотную часть 5 магнитопровода, контролируемый рельс 30 и основную часть 3 магнитопровода, способствующего дополнительному прижатию следящих роликов 10 к контролируемому рельсу 30. После этого производится перемещение рельса 30 относительно устройства и контроль наличия дефектов с помощью ультразвукового преобразовате-. ля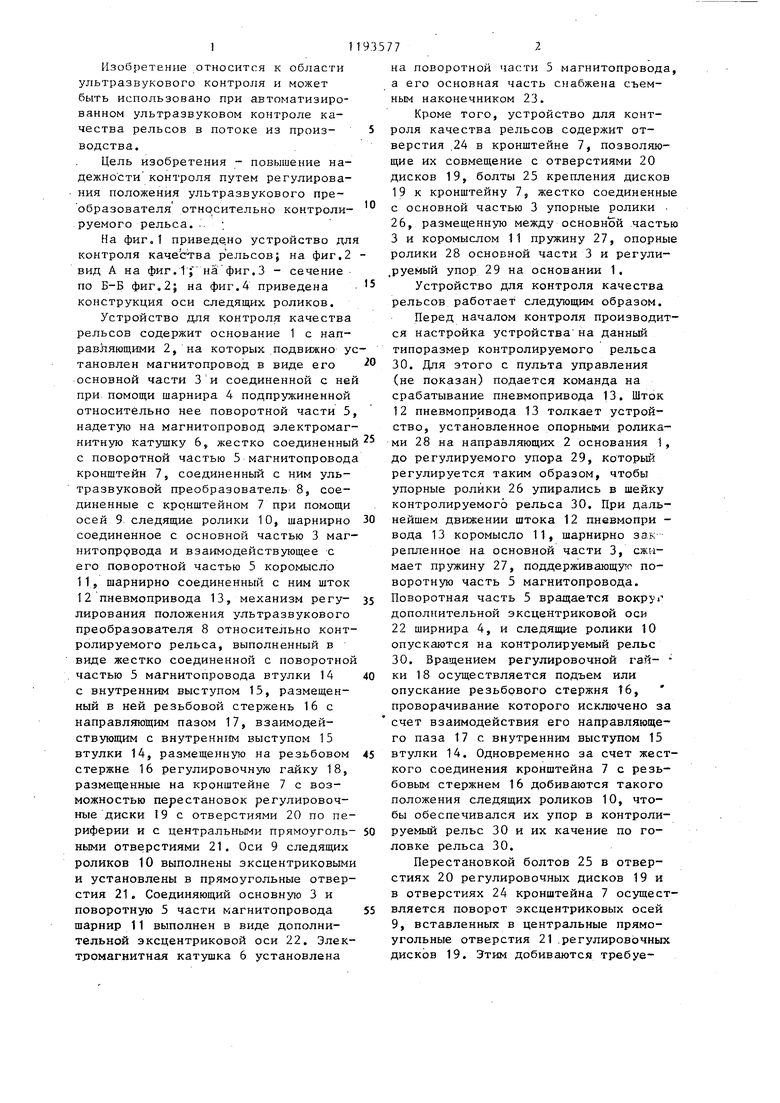
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2001 |
|
RU2184372C1 |
| Устройство для контроля качества рельсов | 1980 |
|
SU1105805A1 |
| ТЕЛЕЖКА-НОСИТЕЛЬ | 2005 |
|
RU2309077C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2006 |
|
RU2331066C1 |
| Устройство для ультразвукового контроля колец | 1987 |
|
SU1504608A1 |
| Устройство для ультразвукового контроля изделий плоской формы | 1986 |
|
SU1348728A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Устройство для контроля качества проката | 1986 |
|
SU1425535A1 |
| Устройство для ультразвукового контроля изделий | 1982 |
|
SU1237966A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2194979C1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА РЕЛЬСОВ, содержащее основа-. кие с направляющими, подвижно установленный на них магнитопровод в виде его основной части и соединенной с ней при помощи шарнира подпружиненной относительно нее поворотной части, надетую на магнитопро- вод электромагнитную катушку, жестко соединенный с поворотной частью магнитопровода кронштейн, соединенный с ним ультразвуковой преобразователь, соединенные с кронштейном при помощи осей следящие ролики, шарнирно соединенное с основной частью магнитопровода и взаимодействующее с его поворотной частью коромысло и шарнирно соединенный с ним шток пневмопривода, о т. л и ч а ю щ -е а с я тем, что, с целью повышения надежности контроля, оно снабжено механизмом регулирования положения ультразвукового преобразователя относительно контролируемого рельса, выполненным в виде жестко соединенной с поворотной частью. магнитопровода втулки с внутренним выступом, размещенным в ней резьбовым стержнем с направляющим пазом, взаимодействукщим с внутренним выступом втулки, размещенной на резьбовом стержне регулировочной гайки, i размещенных на кронштейне с возможСЛ ностью перестановки регулировочных дисков с отверстиями по периферии и с центральными прямоугольными отверстиями, оси следяЕцих роликов выполнены эксцентриковыми и установлены в прямоугольные отверстия, соединяющий основную и поворотную части магнитопровода шарнир выполнен в виде со дополнительной, эксцентриковой оси, со ел электромагнитная катушка установлена на поворотной части магнитопровода, -NI а его основная часть снабжена съем ньм наконечником.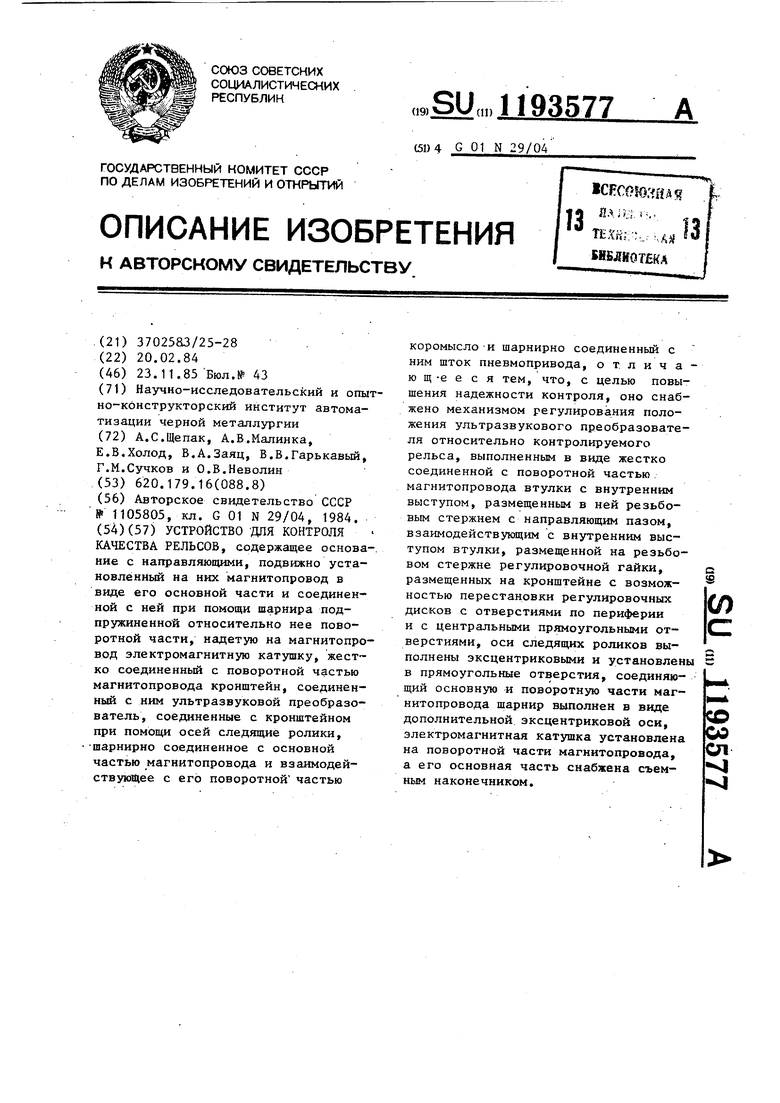
25
Фиг.
6-6
14
| Устройство для контроля качества рельсов | 1980 |
|
SU1105805A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
