ю ел ел
00
ел
Нзобретепие относится к дефектоскопии и может быть применено для автоматизированного ультразвукового контроля качества5 например толстолистового проката,
Целью изобретения являетс.ч ловьтае ние надежности контроля за счет обеспечения стабилизации зазора ульт развуковьпс преобразователен относя- тельно поверхности контролируемого изделия.
На чертеже приведено устройство для контроля качества проката,.
Устройство для контроля качества проката содержит основание 1 с уста новленными на нем рельс-згф 2 разг Зе щенную на них подвижную тележку 3 с корпусом 4 и колесами 5, здкреплен- ные на тележке 3 электромагнит б с магнитопроводом, .следящие ролики 7 и ультразвуковые преобразователи 8,, и механизм 8 подвода.тележки 3 к контролируемому изделию, магнитопро- вод вьшолнен составным состоящим из неподвижной П-образной части 10 с выполненными на его концах направ ляющнми 11 и размещенных в направля- , нацих 11 соосно один относительно другог о подвижных наконечников 12 и iJj, установленных с возможностью осевого перемещения навстречу один другому и подпружиненных: относительно |П-образной части 10 маг нитопровода,
Устройство для контроля к проката, содержащее основани новлень ыми на нем рельсаг
ja следящие ролики 7 закреплены на кон- кую на них подвижную тележку
0
5
0
5
и 15 подобраны таким образом, что уравновешивают вес подвижных наконечников 12 и 13. При этом между следя- пщми роликами 7 и поверхностью контролируемого изделия 17 имеется зазор. Включают электромагнит 6, установлен- ньй в корпусе 4е Между подвижными наконечниками 12 и 13 возникают магнитные силы, которые в значительной степени рассеиваются в воздушном зазоре. При наличии в зоне контроля контролируемого изделия 17 магнитные силы рассеиваются значительно меньше, подвижные наконечники 12 и 13 по направляющим 11, выполненными на концах неподвижной П-образной части 10 магнитопровода, притягиваются один к другому, и следящие ролики 7 опускаются на поверхность контролируемого изделия 17,
При прохоящении контролируемого изделия 17 в зоне контроля следящие ролики 7 отслеживают поверхность контролируемого изделия 17, обеспечивая постоянство зазоров .ультразвуковых преобразователей 8 относительно контролируемого изделия 17.
30 ф
ормула изобретения
Устройство для контроля качества проката, содержащее основание с уста- новлень ыми на нем рельсаг размещенкую на них подвижную тележку
с кор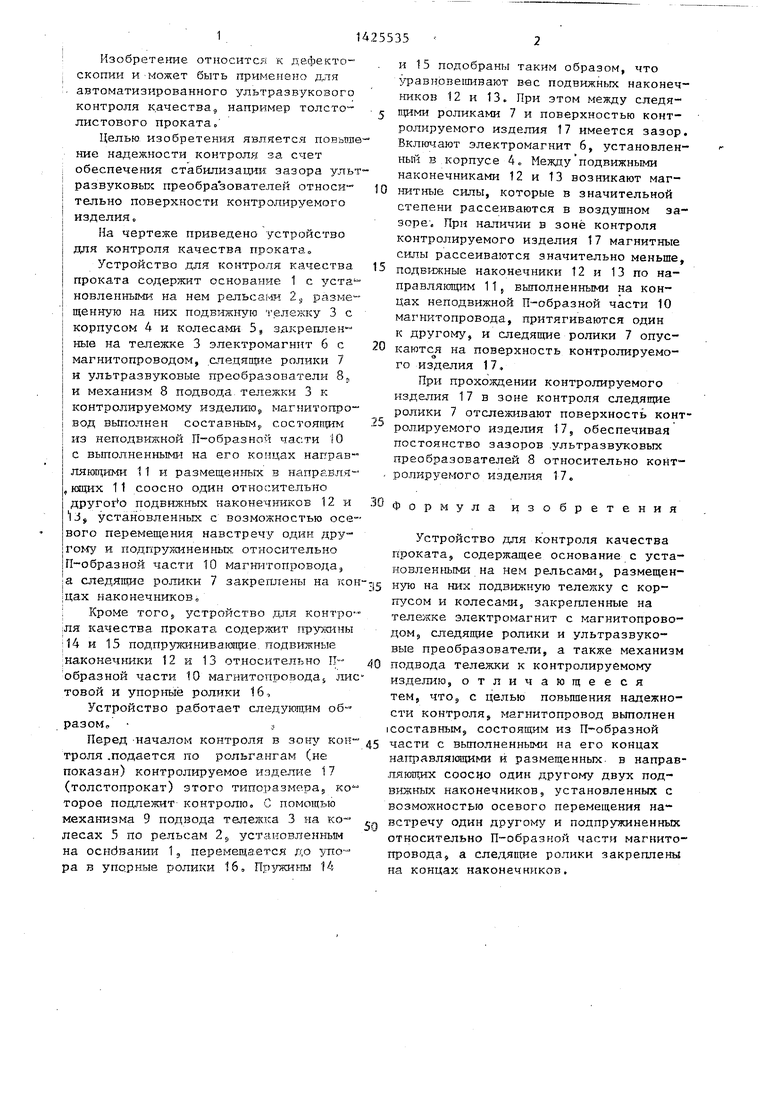
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой способ контроля качества движущегося по рольгангу проката | 1987 |
|
SU1601575A1 |
| Магнитная система сканера-дефектоскопа | 2016 |
|
RU2680103C2 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| Многоканальный дефектоскоп для контроля проката | 1986 |
|
SU1515100A1 |
| Дефектоскоп для контроля кольцевого проката | 1990 |
|
SU1805378A1 |
| Преобразователь электромагнитно-акустического дефектоскопа | 1985 |
|
SU1455291A1 |
| Намагничивающее устройство дефектоскопа | 2019 |
|
RU2715473C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2001 |
|
RU2184372C1 |
| Электромагнитно-акустический преобразователь для ультразвукового контроля | 2016 |
|
RU2649636C1 |
| Устройство к дефектоскопу для сохранения постоянства зазора между преобразователем дефектоскопа и контролируемой поверхностью | 1977 |
|
SU739390A1 |

Изобретение относится к дефектоскопии и может быть применено для автоматизированного ультразвукового контроля качества, например толстостенного проката. Целью изобретения является повьшение надежности контроля за счет обеспечения стабилизации зазора ультразвуковых преобразователей относительно поверхности контролируемого изделия. При наличии в зоне контроля контролируемого изделия подвижные наконечники магнитопровода притягиваются один к другому и сидящие ролики опускаются на поверхность контролируемого изделия в зоне контроля. Сидящие ролики отслеживают поверхность контролируемого изделия, обеспечивая постоянство зазора ультразвуковых преобразователей относительно контролируемого изделия. 1 ил. i (Л
|цах наконечников,
; Кроме того5 устройство для контроля качества проката содержит пружины :14 и 15 подпружинивающие, подвижные ;Наконечиики 12 и 13 относительно II образной части 10 магнитопроводаj imc товой и упорные ролики 16,
Устройство работает следующим об- разом, 5
Перед -началом контроля в зону контроля .подается по рольгангам (не показан) контролируемое изделие 17 (толстопрокат) этого типоразмера,, ко торов подлежит контролю. С помощью механизма 9 подвода тележка 3 на ко- лесах 5 по рельсам 2р установхшнным на оснбвании 1, перемещается до упо-- ра в упорные ролики 16, Пружимы 14
пусом и колесами, закреплентрю на тележке электромагнит с магнитопроводом , следящие ролики и ультразвуковые преобразователи, а также механизм
подвода тележки к контролируемому изделию, отличающееся тем, что5 с целью повьппения надежности контроляJ магнитопровод выполнен cocTaBHbiM, состоящим из П-образной
части с вьшолненными на его концах направляющими и размещенных, в направляющих соосно один другому двух под- вижньк наконечников, установленных с возможностью осевого перемещения навстречу один другому и подпружинент т относительно П-образной части магнитопровода, а следя1Г(ие ролики закреплены на концах наконечников.
Csj
o
QO t
o .
CM
| Устройство для контроля качества рельсов | 1984 |
|
SU1193577A1 |
