;о
4
ел
QD
Изобретение относится к обработке металлов давлением, в частности к холодной прокатке тонких и тончайших полос.
Цель изобретения - улучшение плоскостности прокатываемых полос при поперечной разнотолщинности подката за счет саморегулирования.
Способ состоит в том, что предлагаемый интервал превьппения величины выходного натяжения над входным на 5-25% обусловлен переводом неравномерности вытяжек в зону отставания, а также необходимостью сохранения уровня выходного натяжения ниже величины предела текучести. Установление превышения величины выходного натяжения относительно входного менее чем на 5% не гарантирует получения планшетной полосы, а более чем на 25% может вызвать появление на полосе линий скольжения или обрыв полосы. Величину превышения выбирают по выра.6т -20
т
X 7/ 1,05 +
- , где 600
Связь меяяУ режимами натяжения и формой полосы
предел текучести прокатываемого металла на входе в валки, кгс/мм .
Уровень входного натяжения ограничен величинами 60-90% предела текучести металла в связи с тем, что при натяжении ниже 60% может произойти образование складок перед валками, которые приведут к аварии или обрыву полосы, при установлении натяжения
вьше 90% предела текучести малейшие колебания в величине натяжения могут привести к обрыву полосы.
Уровень заднего натяжения тем вьше, чем более локализован участок
волнообразования.
Приме р. Опытную прокатку с указанными величинами натяжения проводили на стане кварто в валках 54x270/200. В качестве исходного
материала использовали ленту из стали 08 КП в отожженном состоянии (,2 24-25 кгс/мм ) сечением 0,5x100 мм. Разницу обжатий(вытяжек) создавали за счет перекоса валков.
Результаты прокатки сведены в таблицу.
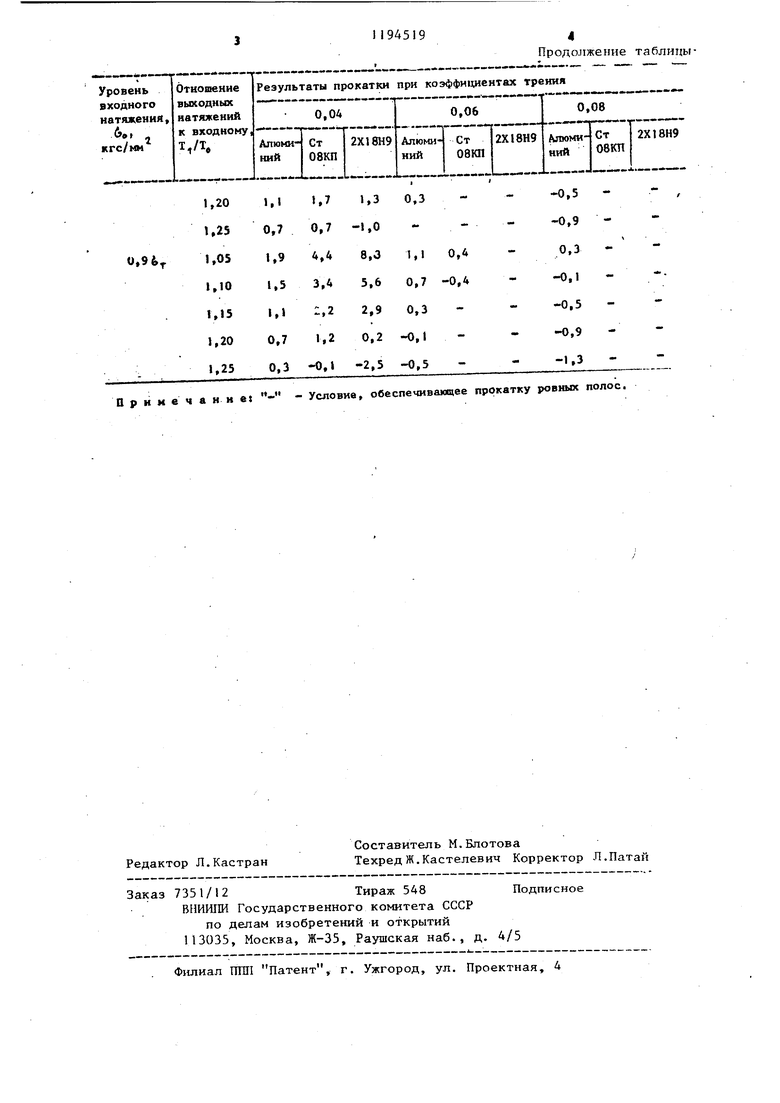
Продолжение таблицы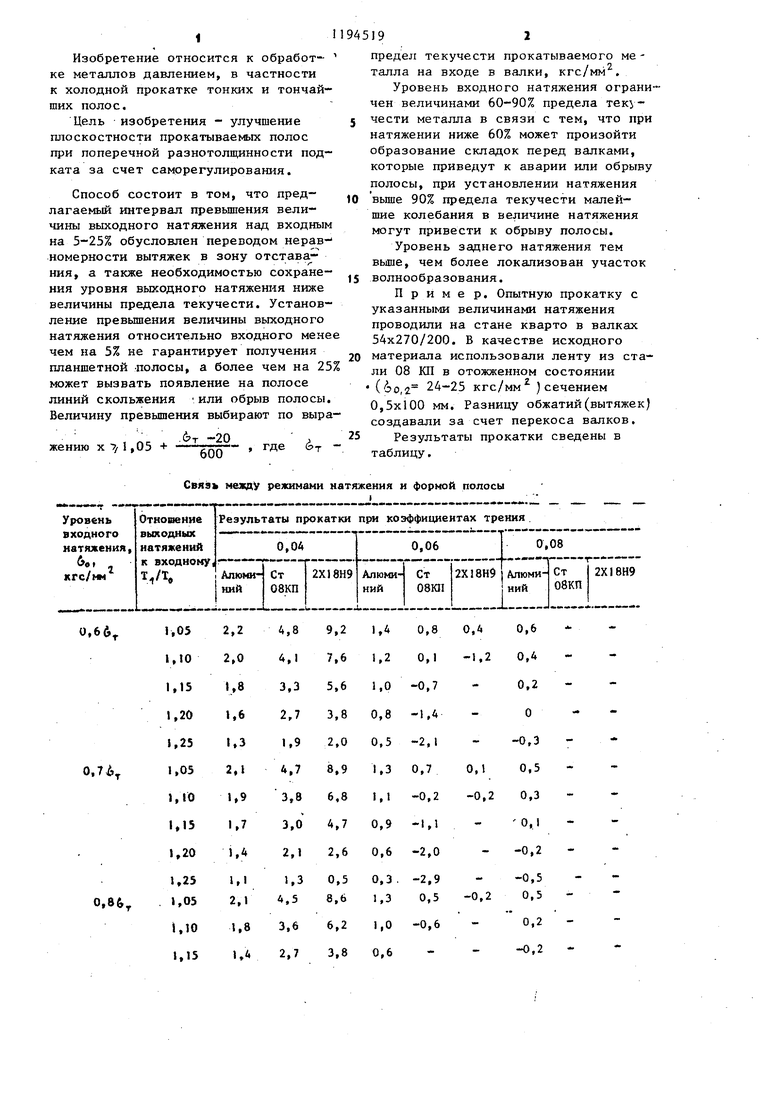
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| Способ холодной прокатки | 1989 |
|
SU1643128A1 |
| Способ холодной прокатки тонких и тончайших полос | 1989 |
|
SU1685562A1 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
| Способ регулирования процесса прокатки стальной полосы на непрерывном многоклетевом стане | 1981 |
|
SU995923A1 |
| Способ прокатки тонкой и тончайшей ленты | 1979 |
|
SU854467A1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| Способ прокатки полос | 1989 |
|
SU1690868A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466806C1 |
СПОСОБ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ПОЛОС, включакиций входное и выходное натяжения, причем выз4одное превосходит входное, отличающийся тем, что, с целью улучшения плоскостности прокатываемых полос при поперечной разнотолщинности подката за счет саморегулирования, выходное натяжение устанавливают на 5-25% больше входного, причем входное натяжениеустанавливают 60-90% предела текучести материала.
арнмечанне( - - Условие, обеспечивающее прокатку ровных полос.
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для прокатки тонких полос | 1978 |
|
SU749461A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
