Изобретение относится к обработке металлов давлением и может использова- но при холодной прокатке полос на непрерывных станах.
Целью изобретения является повышение качества полосы путем улучшения плоскостности за счет устранения поперечного изгиба полосы.
Пример. Производят полосы толщиной 0,15 мм из подката 0,22 мм на прокатно- дрессировочном стане 1400 с диаметром рабочих валков 600 мм, шероховатостью поверхности валков Ra 0,6 мкм. Уровень вы ходного натяжения для второй клети определяется конструктивными характеристиками натяжного устройства и составляет qi 0,8-1,5 Н/мм , следовательно, входное натяжение должно быть равным 1,2-6,0 Н/мм2.
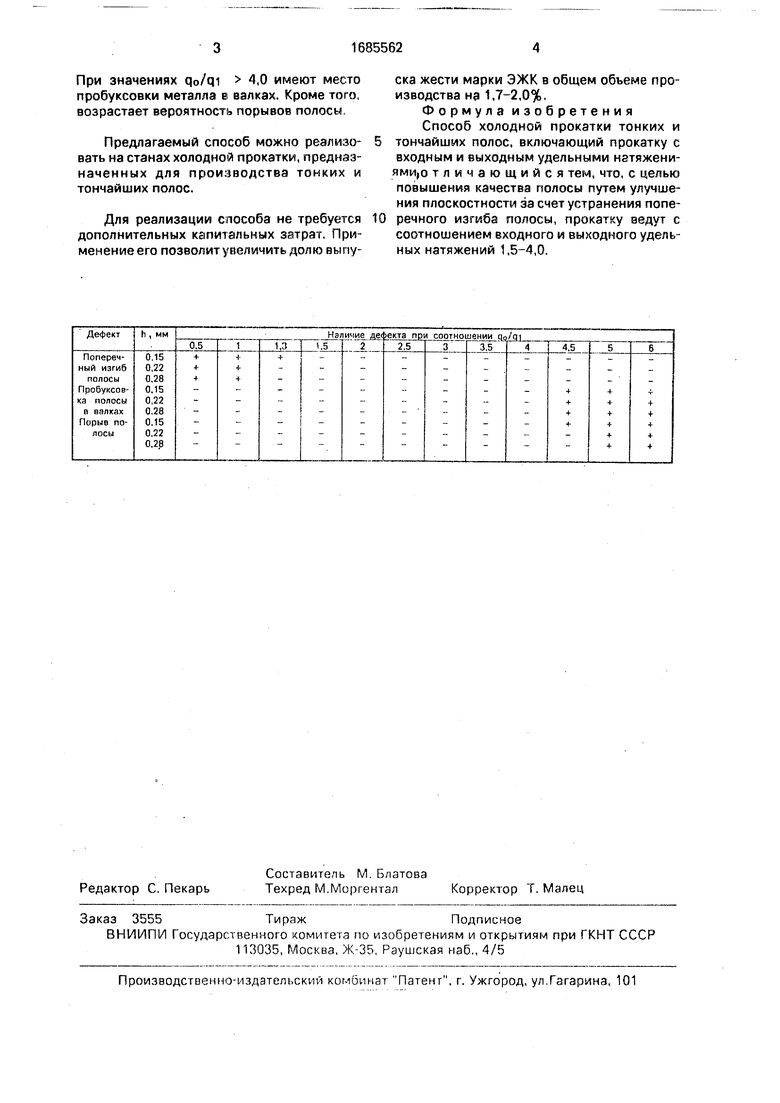
Влияние соотношения входного и выходного удельных натяжений на появление
дефекта (поперечный изгиб) и пробуксовку полосы показано в таблице.
Толщину подката изменяют в пределах 0,17-0,28 мм, толщина готовой полосы 0,15- 0,20 мм. соотношение входного и выходного удельных натяжений изменяют в диапазоне 0,5-6,0. При проведении экспериментов контролируют величину н плоскостности готовой полосы, появление фекта (поперечный изгиб полосы), а также фиксируют случаи пробуксовки полосы в валках.
Анализ экспериментальных данных показывает, что при соотношении входного и выходного удельных натяжений на уровне 1,5-4,0 поперечного изгиба полосы не происходит. При значениях q0/qi 1,5 вследствие горизонтальное прогиба рабочих валков в направлении прокатки нарушается симметричность деформации полосы как по ширине, так и по толщине Это приводит к поперечному изгибу прокатанной полосы
О 00
ел ел о
ND
При значениях qo/qi 4,0 имеют место пробуксовки металла в валках. Кроме того, возрастает вероятность порывов полосы.
Предлагаемый способ можно реализовать на станах холодной прокатки, предназ- наченных для производства тонких и тончайших полос.
Для реализации способа не требуется дополнительных капитальных затрат. Применение его позволит увеличить долю выпу0
ска жести марки ЭЖК в общем объеме производства на 1,7-2,0%.
Формула изобретения Способ холодной прокатки тонких и тончайших полос, включающий прокатку с входным и выходным удельными натяжени- ями,о тличающийся тем, что, с целью повышения качества полосы путем улучшения плоскостности за счет устранения поперечного изгиба полосы, прокатку ведут с соотношением входного и выходного удельных натяжений 1,5-4,0.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки тонкой и тончайшей ленты | 1979 |
|
SU854467A1 |
| Способ производства тонких полос | 1988 |
|
SU1581394A1 |
| Способ прокатки тонких и тончайших полос | 1984 |
|
SU1194519A1 |
| Способ прокатки тонких полос | 1986 |
|
SU1353541A1 |
| Способ холодной прокатки тонких полос на непрерывных станах | 1987 |
|
SU1518037A1 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| Способ холодной многопроходной прокатки полос из нержавеющей аустенитной стали | 1984 |
|
SU1154012A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКОЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288791C1 |
| Способ управления тепловым профилем валков прокатных станов | 1979 |
|
SU863039A1 |
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
изобретение относится к опрлботке металлов давлением и быть использовано при холодной прокатке полос на непрерывных станах. Цель изобретения - повышение качества полосы пугем улучшения плоскостности за сче г устранения поперечного изгиба полосы. Способ состоит в том, что прокатку ведут при соотношении входного и выходного удельных натяжений в пределах 1,5-4 0. Способ позволяет увеличить долю выпуска жести в общем обкеме производства на 1,7-2,0% 1 табл
| Способ прокатки тонких и тончайших полос | 1984 |
|
SU1194519A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
