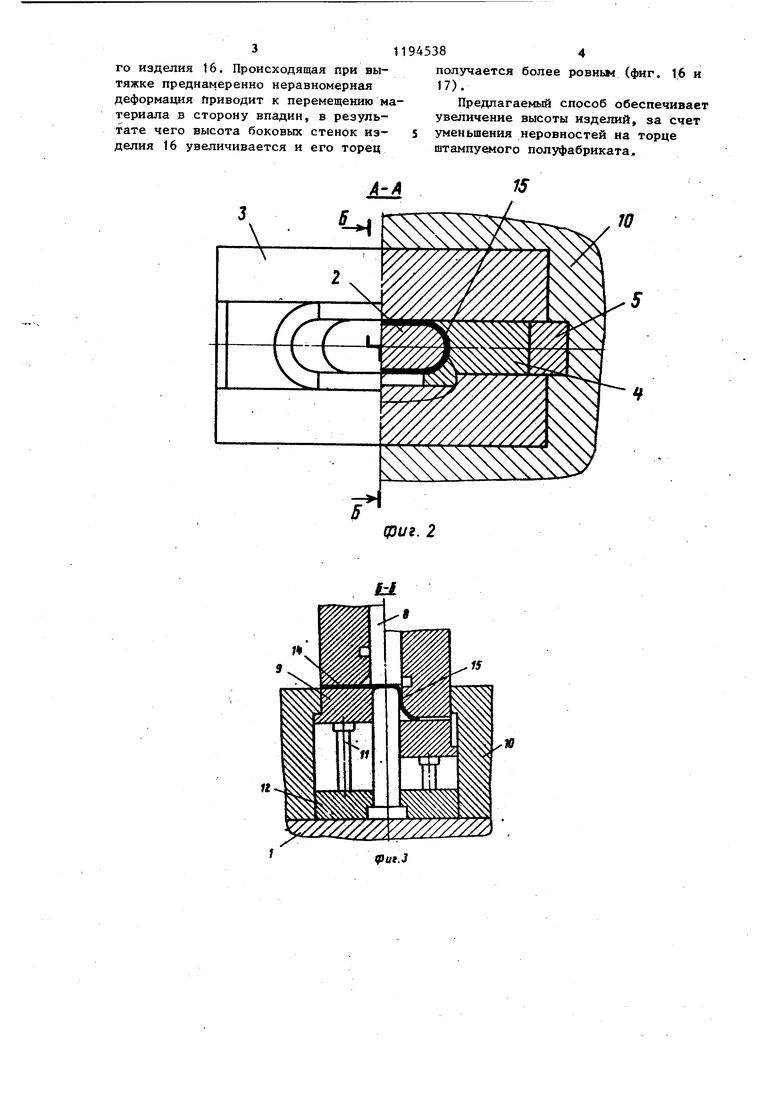
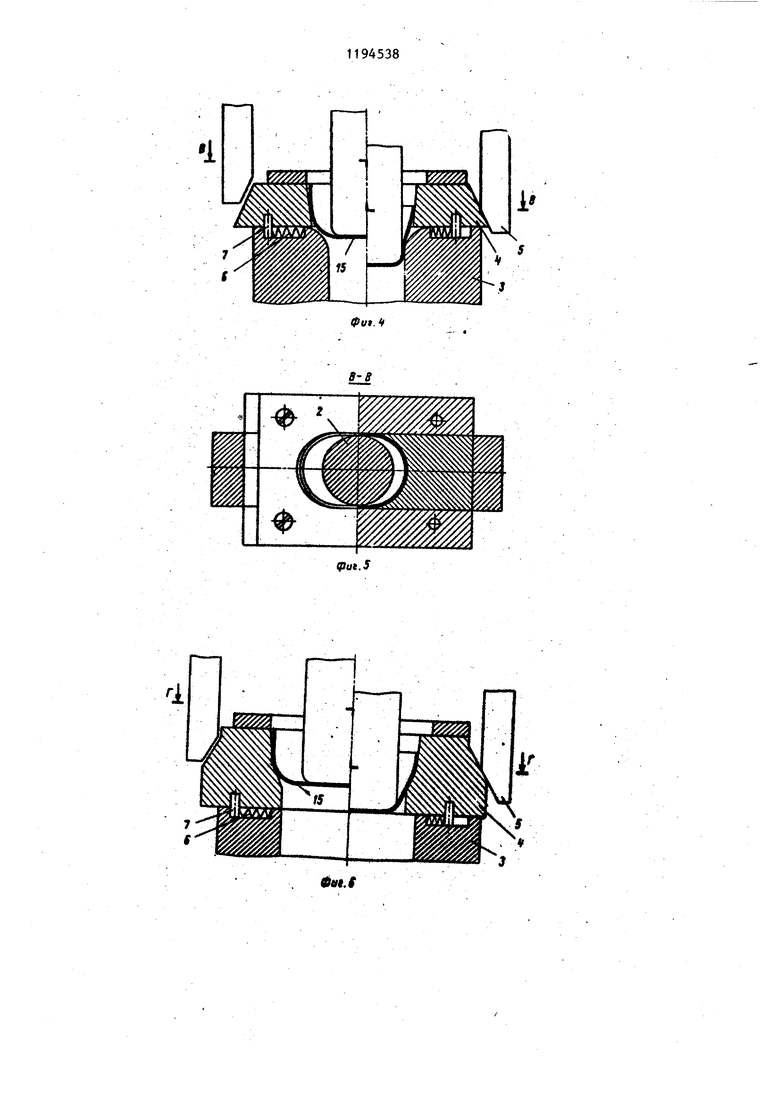
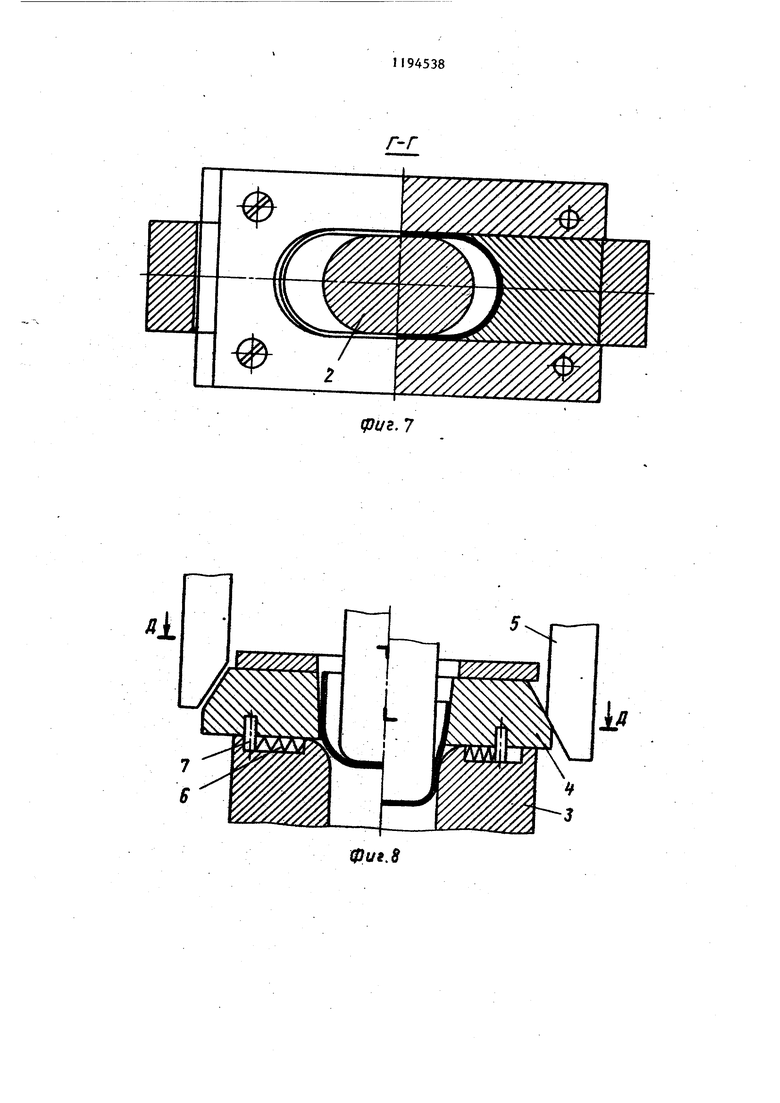
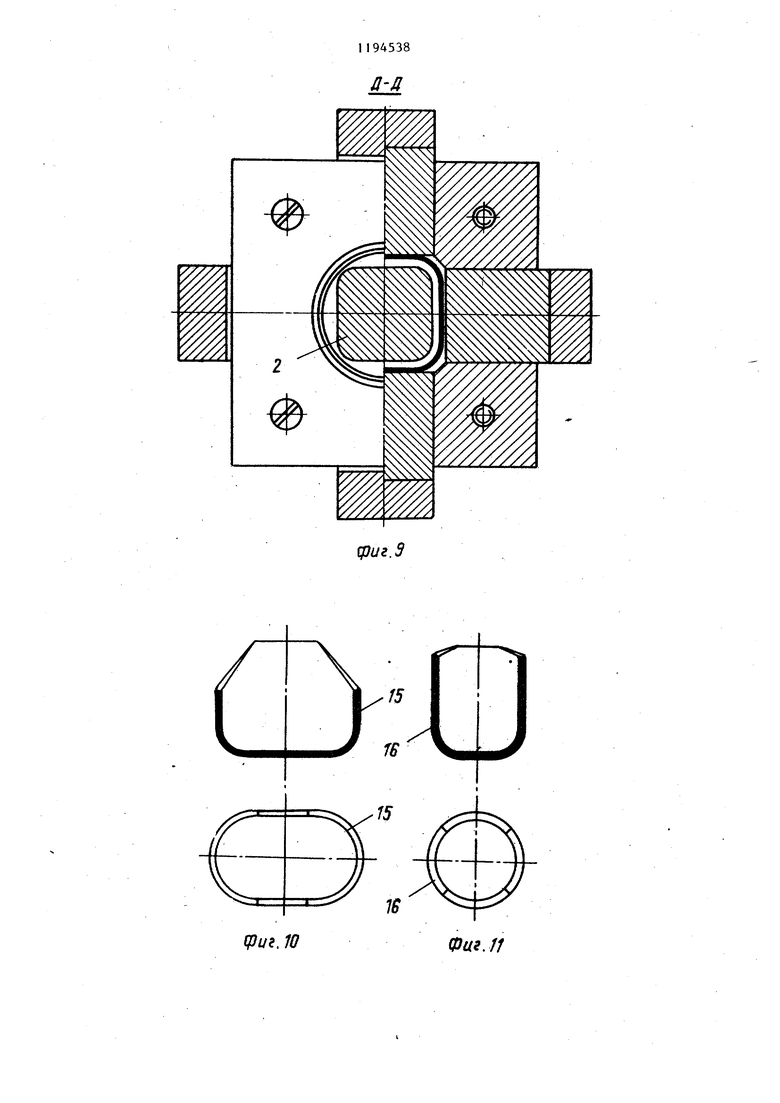
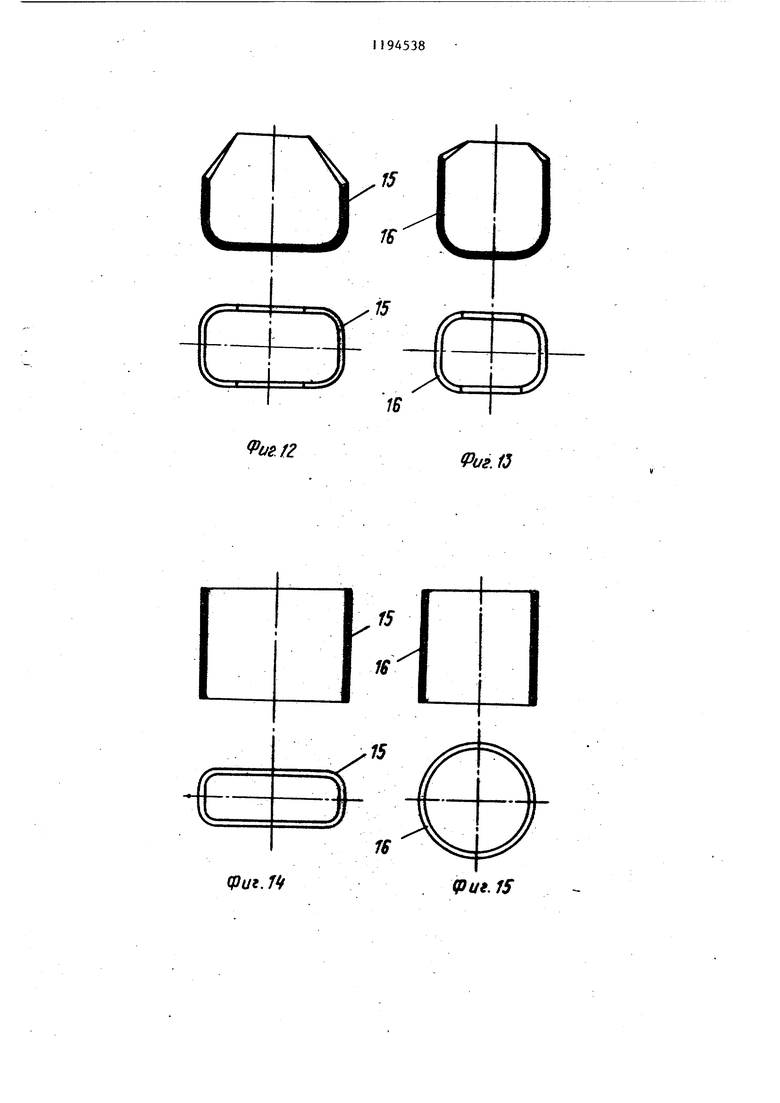
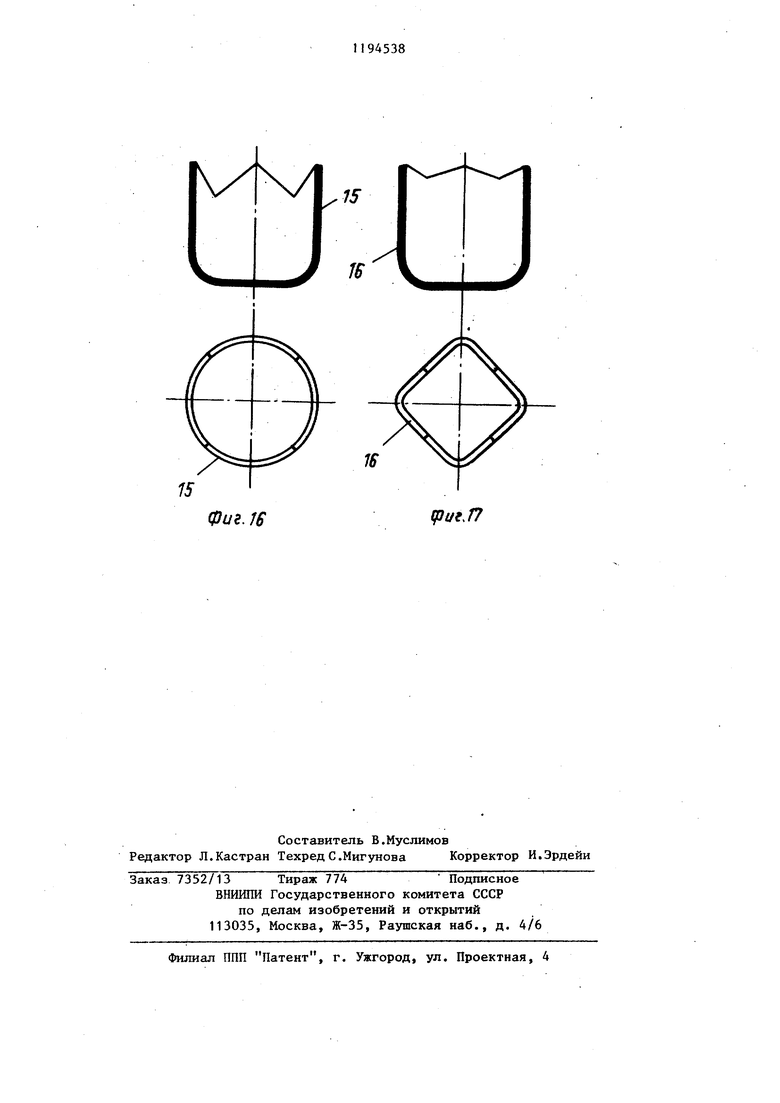
1 Изобретение относится к обработ ке металлов давлением, а именно к способам изготовления полых изделий из многоугольных листовых заготовок Цель изобретения - увеличение в соты изделий за счет уменьшения неровностей на торце. На фиг. 1 схематически изображено устройство для предварительной вытяжки (слева от оси симметрии исходное положение, справа - промеж точный момент вытяжки), общий вид; на фиг. 2 - разрез А-А на фиг. 1-, н фиг. 3 - разрез Б-Б на фиг. 2} на фиг. 4 - устройство для окончательн вытяжки изделия круглой формы, общий вид; на фиг. 5 - разрез В-В на фиг. на фиг. 6 - устройство для окончательной вытяжки изделия некруглой формы, обпщй вид; на °фиг. 7 - разрез Г-Г на фиг. 6; на фиг. 8 - устройство для окончательной вытяжки , изделий прямоугольной формы, общий вид, на фиг. 9 - разрез Д-Д на фиг. 8, на фиг. 10 - полуфабрикат н круглого поперечного сечения, вид сверху, продольный разрез; на фиг. 11 - готовое изделие круглого поперечного сечения вид сверху, продольный разрез ; на фиг. 12 - то же что на фиг. 10, прямоугольного попе речного сечения; на фиг. 13 - то же что ,на фиг. 11 прямоугольного поперечного сечения; на фиг. 14 - то же, что на фиг. 12, после обрезки дна; на фиг. 15 - то же, что на фиг. 11, круглого поперечного сечения, после обрезки дна; на фиг. 16 то же, что на фиг. 12, круглого поперечного сечения, на фиг. 17 - гот вое изделие прямоугольной формы, продольный разрез и вид сверху; Устройство для осуществления спо соба содержит жестко закрепленньш на нижней плите 1 пуансон 2, матрицу 3, ползушки 4, клинЪя 5, пружины 6, упоры 7, выталкиватель 8, при жим 9, обойму 10, шпильки 11, пуансонодержатель 12 и пластину 13. Способ осуществляется следующим образом. . Многоугольную листовую заготовку 14 устанавливают на пуансон 2 и при жим, 9. При рабочем ходе матрицы 3 и ползушки 4 прижимают заготовку 14 к прижиму, после чего осуществляется предварительная вытяжка. При зтом ползушки 4 под действием клиньев пе 8 ремещаются к центру, создавая радиальный подпор в направлении большой оси симметрии полуфабриката 15. В результате предварительной вытяжки получают полуфабрикат некруглого поперечного сечения (фиг. 10 и 12), имеющий неровности (выступы и впадины) на торце из-за неравномерной деформации металла на различных участках заготовки 14. В процессе окончательной вытяжки полуфабрикат 15 деформируют только в направлении его большой оси симметрии, что позволяет перераспределить металл в направлении впадин на , торце полуфабриката 15 и, следовательно, уменьшить неровности. Так же как и при предварительной вытяжке в процессе окончательной вытяжки осуществляют радиальный подпор в направлении большой оси симметрии полуфабриката 15.. Для изготовления изделий 16 без дна после предварительной или окончательной вытяжки проводят отрезку дна и дополнительное деформирование в радиальном направлении до получения заданной, например круглой, формы (фиг, 14 и 15). При этом уменьшаются потери материала по сравнению с непосредственной вытяжкой изделий 16 круглой формы, так . как площадь отрезаемого и идущего в отход дна прямоугольной или продолговатой формы значительно меньше, чем площадь дна круглой формы при одном и том же периметре. Для получения полуфабриката 15, круглого поперечного сечения предварительной вытяжкой последнюю про- изводят из квадратной заготовки 14 в матрице 3, заходная часть которой вьшолнена в виде усеченной пирамиды со скругленными углами. Заготовку 14 при этом располагают так, что середина ее сторон устанавливается напротив угловых участков матрицы 3. Такая форма матрицы 3 способствует перераспределению материала из углов заготовки 14 к середине ее сторон. Окончательную вытяжку изделия 16 прямоугольного поперечного сечения осуществляют главным образом за счет деформации материала со стороны впадин на торце полуфабриката 15. Для этого полуфабрикат 15 устанавливают так, что впадины на его торце соответствуют середине сторон штампуемо311945384
го изделия 16. Происходящая при вы-получается более ровным (фиг. 16 и
тяжке преднамеренно неравномерная17).
деформация приводит к перемещению ма- Предлагаемый способ обеспечивает
териала в сторону впадин, в резуль-увеличение высоты изделий, за счет
тате чего высота боковых стенок из- 5уменьшения неровностей на торце
делия 16 увеличивается и его торецштампуемого полуфабриката.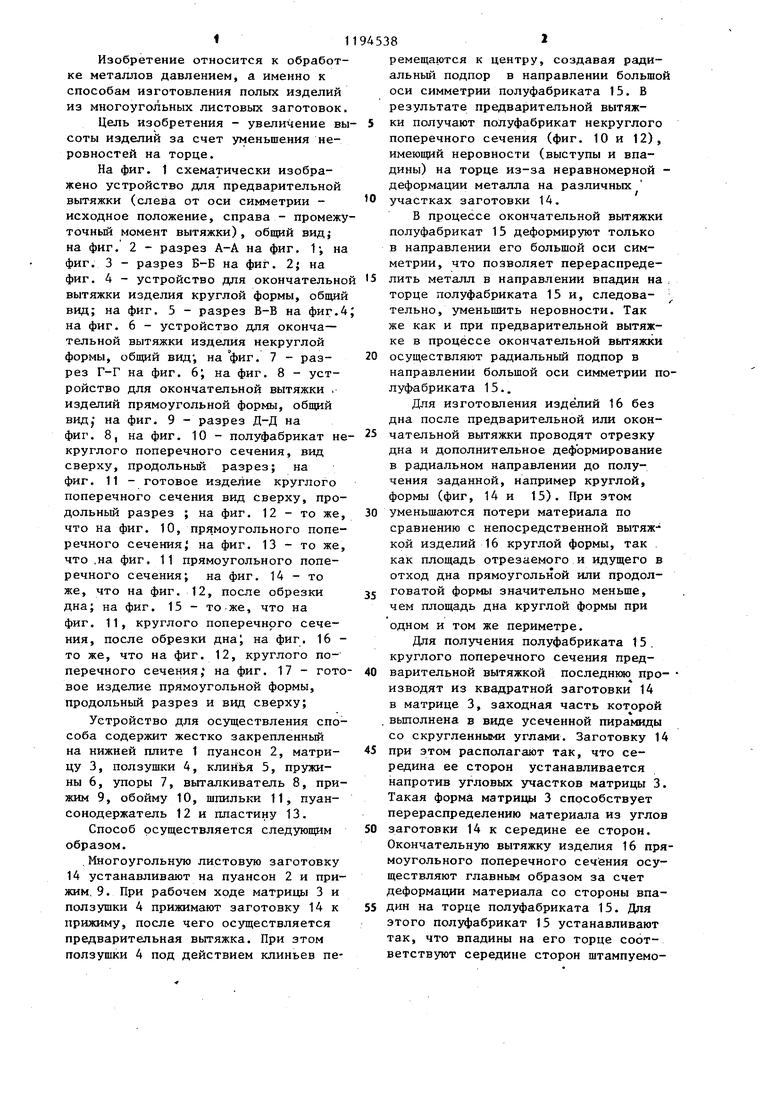
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОСЕСИММЕТРИЧНОГО ИЗДЕЛИЯ | 1990 |
|
SU1800729A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Способ изготовления цилиндрических изделий | 1986 |
|
SU1470393A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| Способ вытяжки полых изделий | 1982 |
|
SU1018754A1 |
| Способ получения оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2710198C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| Способ изготовления полых изделий из листового металла | 1982 |
|
SU1087228A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ МНОГОУГОЛЬНЫХ ЛИСТОВЫХ ЗАГОТОВОК, включающий предварительную и окончательную вытяжку, отличающийся тем, что, е целью увеличения высоты изделий путем уменьшения неровностей на торце, в процессе предварительной вытяжки получают полуфабрикат некруглого поперечного сечения, а в процессе окончательной вытяжки полуфабрикат деформируют в направлении его большой оси симметрии,причем в процессе предварительной и окончательной вытяжек осуществляют радиальный подпор в направлении большой оси симметрии полуфабриката. «л ;о 4 ел 00 00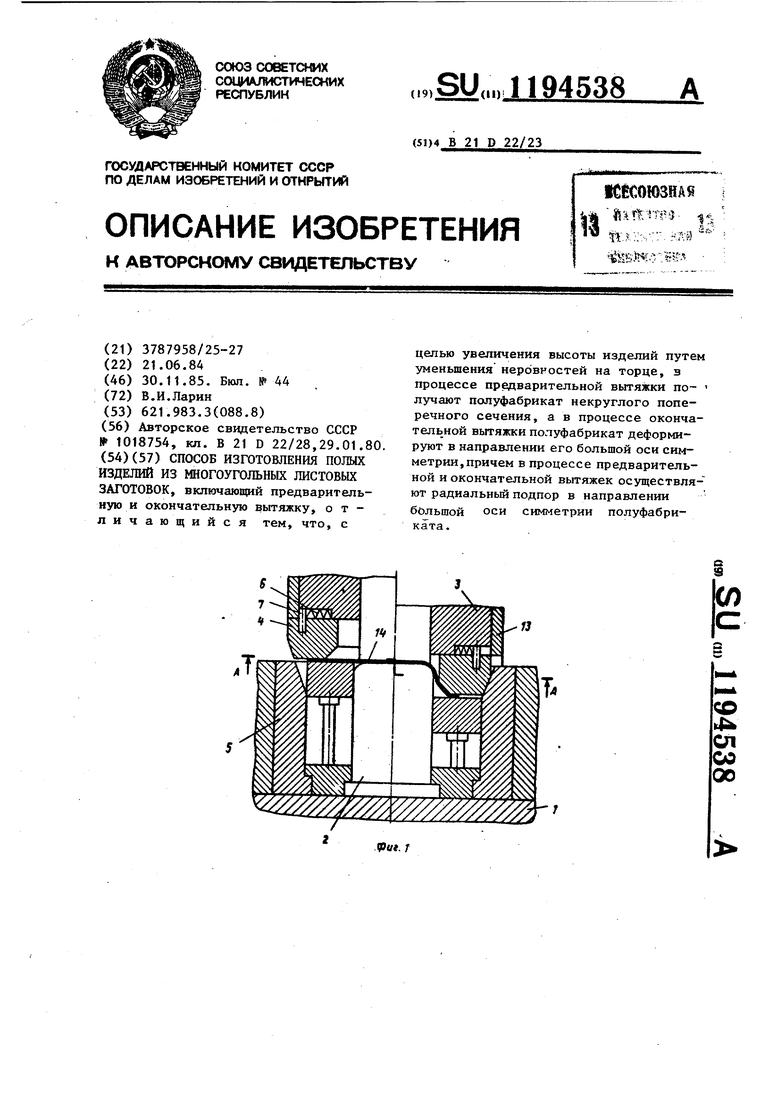
п
gJui.J
и-Д
иг.Э
(puz. Ю
Фиг.П
ие./г
Риг. IS
(риг, Jff
ipt/г. 15
Фиъ. 16
tpue.J
| Способ вытяжки полых изделий | 1982 |
|
SU1018754A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
