;о bs
4;
00 1 Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении котельных труб. Цель изобретения - уменьшение разнозернистости металла труб и повы шение его жаропрочности. CjnuHocTb способа заключается в том, что горячее .ные заготовки из аустёнитных нержавё ющих сталей подвергают однопроходной периодической холодной прокатке двумя парами валко 48 с обжатием 60% и более и коэффициентом дробности деформации 15-30. Способ опробован при прокатке труб из стали 12Х18Н12Т на станах ХПТ90 с одной и двумя парами валков по маршрутам 93X14-9-50x8 мм при варьировании деформаций от 55 до 70% и дробности деформации в пределах 13-40. До каждому из вариантов прокатно от 5 до 10 шт.труб. Результаты экспериментов приведены в табл.1 и 2. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2007 |
|
RU2353446C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 325×13-15 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2534593C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2522513C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-19 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545924C2 |
| Способ холодной прокатки труб | 1986 |
|
SU1409358A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2522512C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-13 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2547360C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-13 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545963C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Способ холодной пильгерной прокатки труб | 1976 |
|
SU592469A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ ОСОБОТОЛСТОСТЕННЫХ ТРУБ ИЗ АУСТЕНИТНЫХ НЕРЖАВЕЮИЩХ СТАЛЕЙ, включающий однопроходную периодическую холодную прокатку горячекатаной заготовки, отличающийся тем, что, с целью уменьшения разнозернистости металла труб и повышения жаропрочности, холодную прокатку горячекатаной заготовки осуществляют двумя парами валков с обжатием 60% и более и коэффициентом дробности деформации 15-30. Ш
Примечание. При дробности деформации менее 13 происходит разрушение труб.
Примечание. Время до разрушения 3-6 тыс.ч.
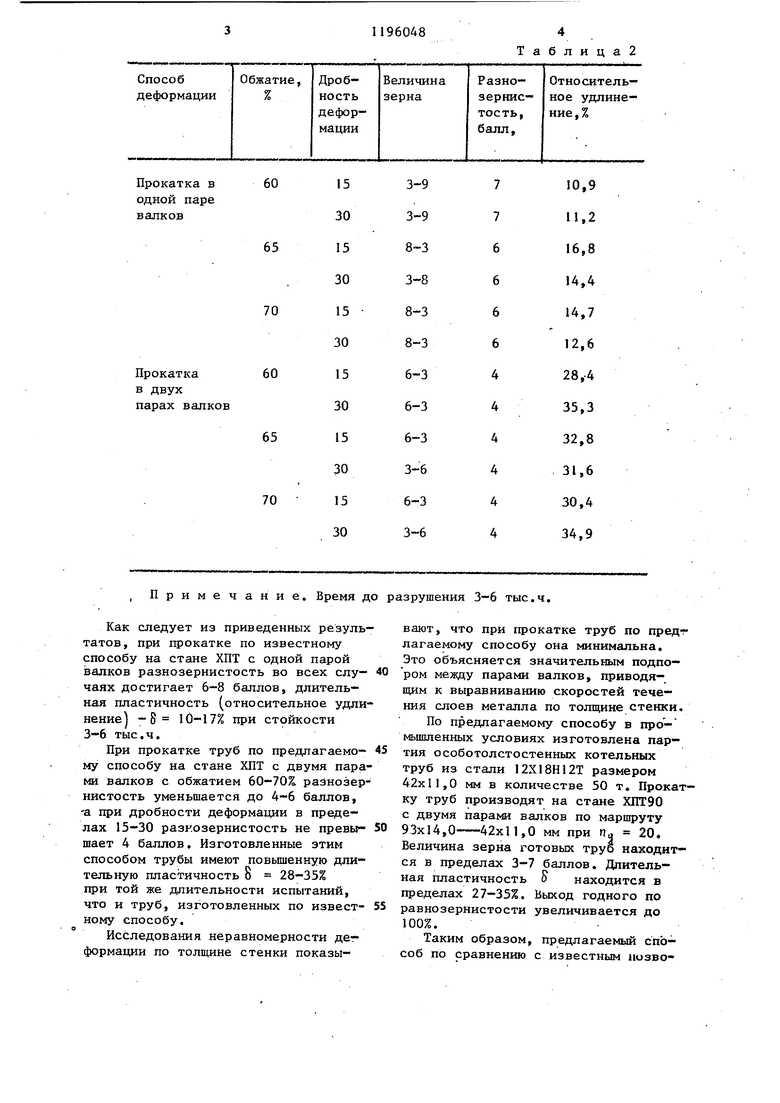
Как следует из приведенных результатов, при прокатке по известному способу на стана ХПТ с одной парой валков разнозернистость во всех слу- чаях достигает 6-8 баллов, длительная пластичность (относительное удлинение -8 10-17% при стойкости 3-6 тыс.ч.
При прокатке труб по предлагаемо- му способу на стане ХПТ с двумя парами валков с обжатием 60-70 разнозернистость уменьшается до 4-6 баллов, -а при дробности деформации в пределах 15-30 разкозернистость не превышает 4 баллов. Изготовленные этим способом трубы имеют повышенную длительную пластичность о 28-35% при той же длительности испытаний, что и труб, изготовленных по известному способу.
Исследования неравномерности дег формации по толщине стенки показыТаблица2
вают, что при прокатке труб по пред-г лагаемому способу она минимальна. Это объясняется значительным подпором между парами валков, приводящим к выравниванию скоростей течения слоев металла по толщине стенки.
По предлагаемому способу в промьшшенных условиях изготовлена партия особотолстостенных котельных труб из стали 12Х18Н12Т размером 42x11,0 мм в количестве 50 т. Прокатку труб производят на стане ХПТ90 с двумя парами валков по маршруту
93x14,042x11,0 мм при п 20.
Величина зерна готовых труб находится в пределах 3-7 баллов. Длительная пластичность 5 находится в пределах 27-35%. Вькод годного по равнозернистости увеличивается до 100%.
Таким образом, предлагаемый способ по сравнению с известным позво511960486
ляет уменыпитьразноэернистость иповы- Предлагаемый способ позволяет сить длительнуюпластичность металла повысить выход годного (уменьшетруб притой же длительной прочности, нием Срака) на 40% по разнозернист.е. повысить их жаропрочность . тости и жаропрочности.
| Шевакин Ю.Ф | |||
| Калибровка и усилие при холодной прокатке труб | |||
| -М.: Металлургия, 1963, с.227 | |||
| Кофф З.А | |||
| и др | |||
| Холодная прокатка труб | |||
| - М.: Металлургия, 1962, с.314-325. |
