Фаг.1 Изобретение относится к обработке металлов давлением, в частности к вытяжке кузовных деталей. Цель изобретения - экономия металла. На фиг. 1 показан вытянутый полуфабрикат детали, у которой во всех сечениях, параллельных оси X,. имеется малая кривизна, а в направлении Y - большая кривизна; на фиг. 2 - перетяжной порог; на фиг. 3 - перетяжные ребра. Схема (фиг. 1) содержит поверхность 1 готовой детали, линию 2 обрезки после вытяжки, технологический припуск3 вдоль сторон заготовки с малой кривизной, технологический припуск 4 вдоль сторон заготовки с большой кривизной, перетяжной порог 5, перетяжные ребра 6. Согласно предлагаемому способу при вытяжке детали натяже.ние заготовки осуществляется только путем торможения фланца с припуском 3, причем в зависимомти от условий течения металла в полости матрицы, требований к детали по качеству и т. д., в качестве прижима может использоваться либо перетяжной порог 5 с радиусами кромок , либо перетяжные ребра 6 с радиусами кромок , где SQ- толщина листа заготовки. Экономия металла в данном способе достигается путем сокращения величины припуска 4, величина которого определяется только из условий надежной межоперационной транспортировки и четкой фиксации вытяжного полуфабриката на обрезном штампе. При сложной конфигурации детали, в случае появления складок на ней в процессе вытяжки на участке торможения с припус3 в зонах, прилежащих к участкам центральной зоны заготовки с наименьшей степенью деформирования, осуществляют жесткий зажим заготовки путем изменения параметров порогов 5. , Предлагаемый способ штамповки позволяет значительно снизить расход листового проката при штамповке многих деталей кузовов автомобилей, тракторов и других мащин, а для детали автомобилей ЗиЛ-130 и ЗиЛ -131 «панель двери наружная экономия составляет 250 т в год на сумму около 75 тыс. руб.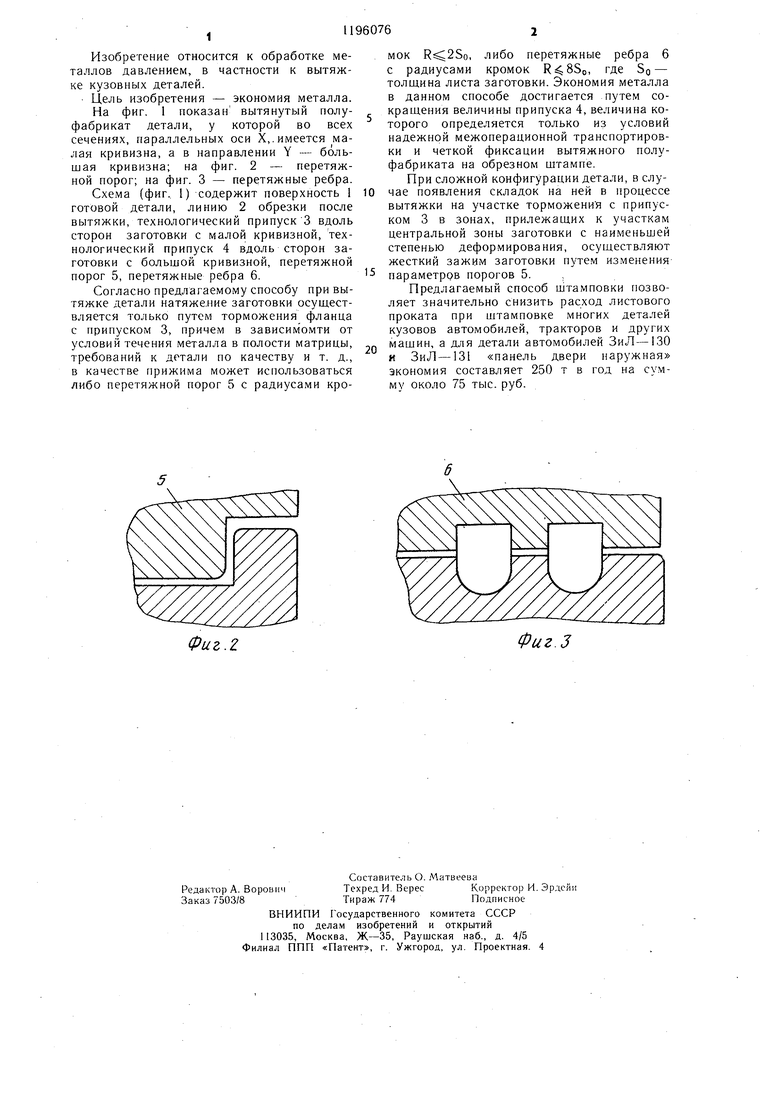
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2047407C1 |
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2302919C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2366527C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2243051C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2096116C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2003 |
|
RU2242316C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264880C1 |
СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ, имеющих малую кривизну в одно.м направленки и большую кривизну в направлении, перпендикулярном первому, путем получения плоской заготовки с технологическим припуском и вытяжки центральной зоны последней с торможением в зоне техрюлогического припуска, отличаюи ийся тем, что, с целью экономии металла, заготовку получают с технологическим припуском вдоль сторон, перпендику..ч паправлению большей крпвизны дета.-1и, а вытяжку осуществляют с дифференцированным торможением - максимальным на участках технологического припуска, ириле1-аюии1х к участкам центральной зоны :и1готовки е наи.меньи1ей степенью дефор.мании, и наоборот.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| М | |||
| Современные конструкции штампов для холодной штамповки | |||
| Машгиз, 1949, с | |||
| Приспособление для подачи воды в паровой котел | 1920 |
|
SU229A1 |
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
