f
Изобретение относится к машиностроению и может быть использовано при обработке резанием поверхностей вращения.;
Известна борштанга для расточки отверстий, черновой и чистовой резцы которой смещены в осевом направлении один относительно другого и при этом чистовой резец установлен под таким углом к черновому, при котором равнодействующая усилий Р и Р чернового резца перпё.ндикулярна плоскости, проходящей через верщину чистового резца и ось обрабатываемого отверстия (Рь и Р - составляющие сил резания по оси Y и оси Z соответственно) D.. .
Недостатком известной борштанги является увод ее оси при выполнении расточки, вызывающий снижение размерной и геометрической точности обрабатываёмой поверхности и точности позиционирования, особенно проявляющийся при обработке заготовок с изменяющейся твёрдостью вследствие непостоянства упругих отжатий системы СПИД в направлении действия радиальной составляющей сил резания.
Цель изобретения - повьпиение точностиобработки и снижение влияния технологической наследственности предшествующей операции путем увеличения соотношения жесткости у вершин чернового и чистового резцов.
Поставленная цель достигается тем, что в борштанге для.расточки отверстий, черновой и чистовой резцы которой смещены в осевом направлении один относительно другого, державка чистового резца выполнена ступенчатой с выборками на консольной части и с прямоугольным поперечным сечением, большая сторона которого перпендикулярна продольной оси инструмента.
1522
На фиг. 1 изображена предлагаемая борштанга; на фиг. 2 - сечение А-А на фиг. 1.
В корпусе 1 борштанги закреплены
черновой резец 2 и чистовой резец 3 посредством винтов 4 и 5. На державке чистового резца 3 выполнены две выборки 6 таким образом, что большая сторона прямоугольного сечения перпендикулярна продольной оси инструмента.
Борштанга работает следующим образом. .
Черновой резец 2 осуществляет
предварительную обработку поверхности. Так как жесткость, приведенная к его вершине, выше жесткости,, приведенной к вершине чистового резца, то черновым резцом определяется номинальная винтовая поверхность резания с заданным шагом, равным величине подачи на оборот.
При этом толщина снимаемой чистовь1м резцом стружки ме;няется в зависимости от ее тпирины, таккак опрёделяется величиной осевой составляющей силы резания на чистовом резце, характеризу-емым меньшей, чем у чер- . нового резца осевой жесткостью, приведенной к вершине, что обеспечивает стабилизацию радиальной составляющей силы резания и, как следствие, снижает величину увода инструмента, повышает тем самым размерную и- геометрическую точность и точность позиционирования обрабатываемой поверхности.
Применение предлагаемой борштанги позволяет простыми средствами значительно повысить размерную и геометрическую точность и точность позиционирования обрабатываемых поверхностей.
Фиг.2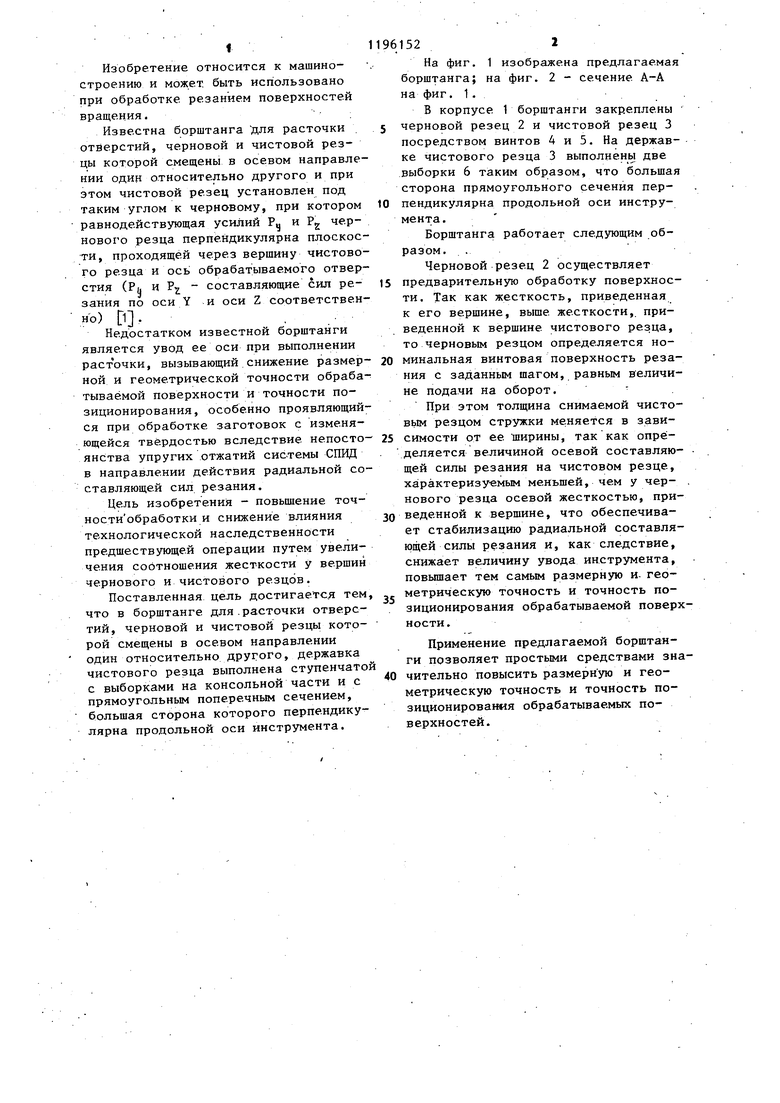
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Борштанга | 1990 |
|
SU1743710A1 |
| Росточная оправка | 1979 |
|
SU872045A1 |
| Расточная борштанга | 1987 |
|
SU1468672A1 |
| Расточная оправка | 1979 |
|
SU776768A2 |
| Устройство для механической обработки корпусов наручных часов | 1980 |
|
SU966659A1 |
| Резец для вибрационного точения | 2020 |
|
RU2749013C1 |
| РЕЗЕЦ ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2004 |
|
RU2292990C2 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
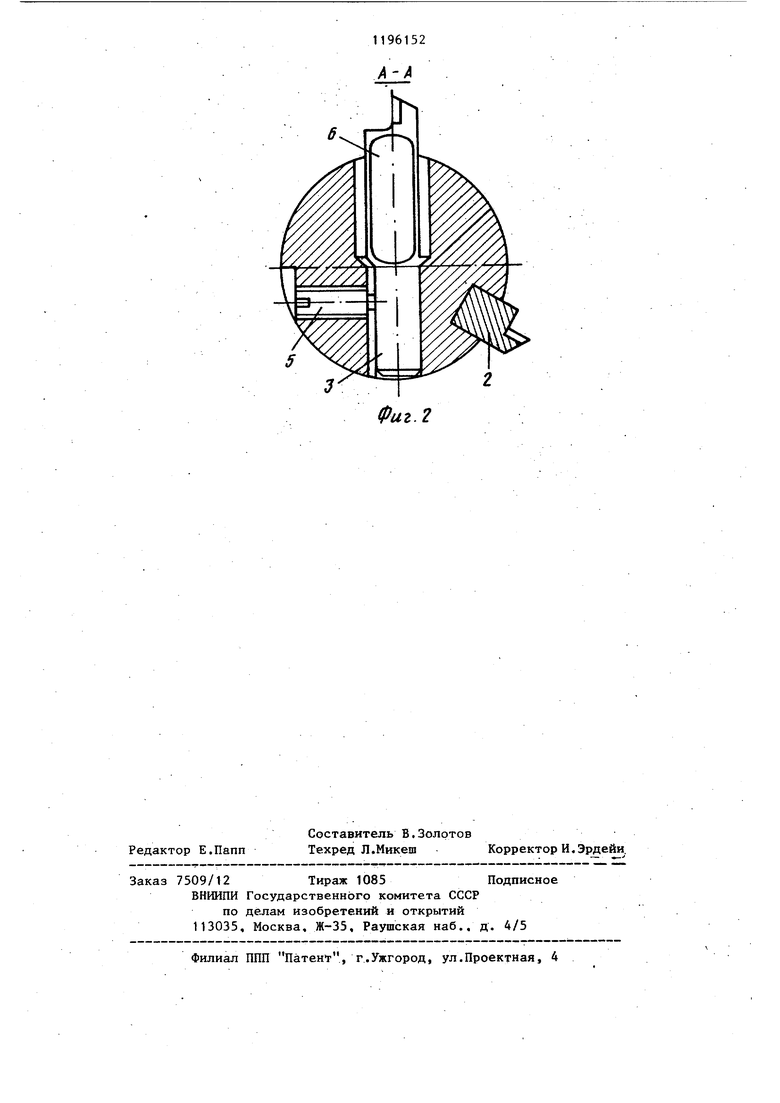
БОРШТАНГА для-расточки отверстий, черновой и чистовой резцы которой смещены в осевом напра влении один относительно другого, о т л ичающая с я тем, что, с целью повышения точности обработки и снижения влияния технологической наследг ственности предшествующей Ьперации путем увеличения соотношения жесткости у вершин чернового и чистового резцов, державка чистового резца выполнена ступенчатой с выборками на консольной части и с прямоугольным поперечным сенением, большая сторона которого перпендикупярна про-.дольной оси инструмента. SS (/) С
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU290794A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
