1 . . Изобретение относитоя к металлообработке и может быть использовано при чистовой расточке сквозных отвер стий, . . Цель изобретения - повышение точности формы обработанного отверстия за счет исключения из его профиля гармонических составляющих, обусловленных переносом направляющими шпонками на формируемое сечение отклоне НИИ от правильной геометрической фор мы- предварительно обработанного отверстия .. На фиг. 1 изображен инструмент для обработки отверстий, об,щий вид; на фиг. 2 - сечение А-А на фиг. 1: Инструмент для обработки отверсти содержит корпус 1, на котором свобод но установлен стакан 2 с направляющими шпонками 3, жестко соединенный с размещенной в радиальном пазу корпуса 1 плавающей державкой 4 с режущим лезвием 5 посредством винтов 6.. Направляющие шпонки 3закреплены на стакане 2 под углом 2 jl( 6 90° одна к другой и углом об 180° к вершине ре жущего лезвия 5 и опережают последнее в осевом направлении. Для подвода сжатого воздуха и СОЖ в корпусе. 1 выполнен канал 7, а в стакане. 2 - ка налы 8, которые соединены посредство диаметрального зазора дг между корпу сом 1 и стаканом 2.. При расточке сжатый воздух -или СО подается в зазоры S и Д г и в каналы 8, расположенные перед направляющими шпонками 3 по направлению вращения инструмента. Этим обеспечивается надежная очистка обрабатываемой поверх ности перед направляющими шпонками 3 что необходимоДЛЯ повышения точности обработки. 542 При работе инструмента направляющие шпонки 3 контактируют с поверхностью предварительно обработанного отверстия диаметром d, а. вершина режущего лезвия 5 следует за направляющими шпонками 3 и формирует поперечное -сечение диаметром D. Отклоненияот правильной геометрической формы, предварительно обработанного отверстия передаются посредством направляющих шпонок 3 на стакан 2, смещая-вершину режущего лезвия 5 в радиальном направлении, причем каждая гармоническая составляющая погрешности геометрической формы предварительно обработанного отверстия переносится на формируемое се.чение с коэффициентом копированияАр , зависящим от углового расположения направляющих шпонок 3 относительно друг друга и .вершины режущего.лезвия 5. . Коэффициент копирования п-й гармоники-определяется из выражения - ., 5- COS ОС-f . -sin 06 где .n - номер гармонической составляющей погрешности геометрической формы обрабатываемого профиля; . р - половина угла между направляющими шпонками; в6 - угол,. опре.деляЮщий расположение направляющих шпонок относительно вершины режущего лезвия. Как следует из выражения (1)Л, ринимает близкие к нулевым значеним при углах 2р 90° и «: 180°, то обеспечивает минимальное значение погрешности геометрической форы обработанного отверстия.
фиг. 2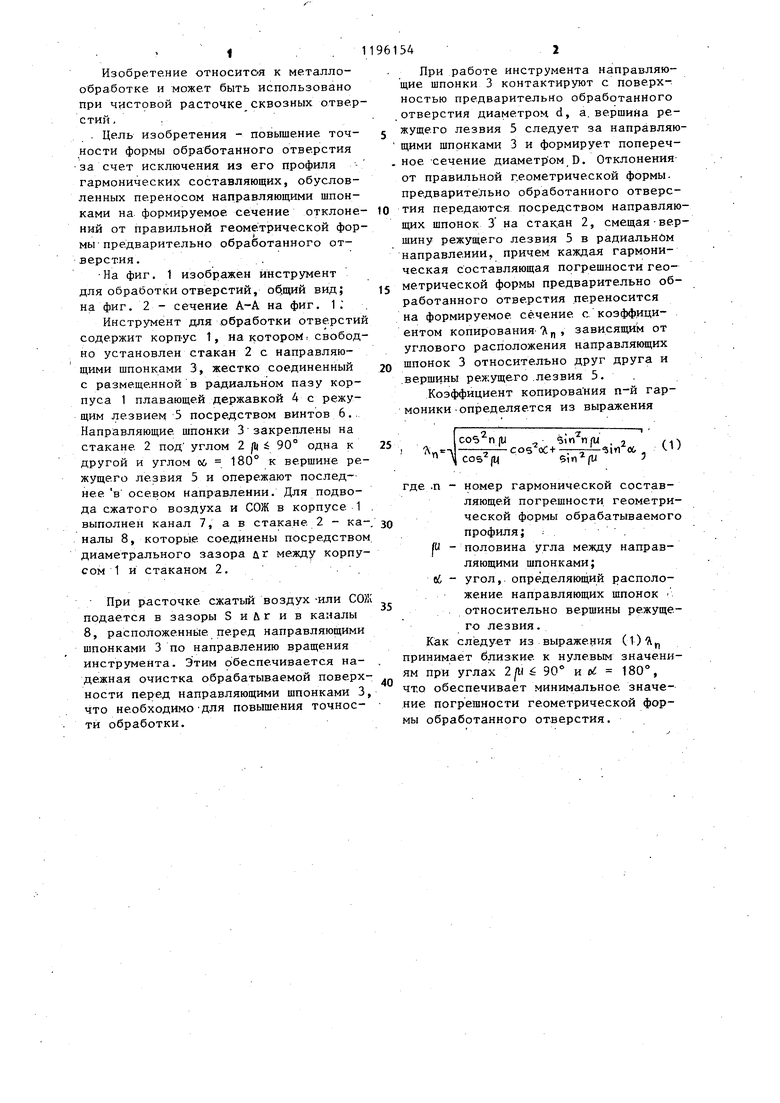
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки отверстий | 1984 |
|
SU1238896A2 |
| РАСТОЧНАЯ ГОЛОВКА | 2001 |
|
RU2196027C2 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Инструмент для обработки глубокихОТВЕРСТий | 1979 |
|
SU814592A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2009 |
|
RU2405667C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Инструмент для обработки глубоких отверстий | 1980 |
|
SU933295A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Устройство для обработки многогранных отверстий | 1988 |
|
SU1657286A1 |
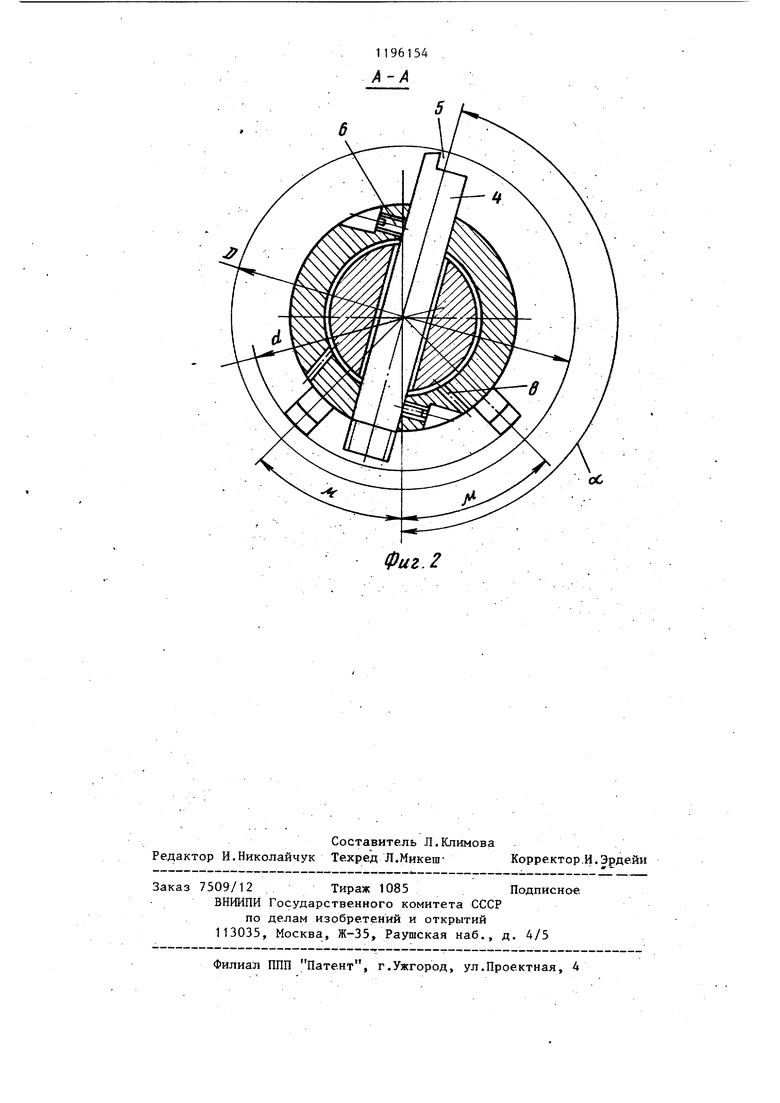
ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ, содержащий корпус с направляющими шпонками, в радиальном пазу которого установлена плавающая державка с режущим лезвием, отличающийся тем, .что, с целью повышения точности формы обработанного отверстия, он снабжен свободно установленным на корпусестаканом, жестко соединенным с плавающей державкой причем направляющие шпонки размещены на стакане с опережением вершины режущего лезвия в ос.ев6м направлении. . S (Л ;р Од СП Ji
| Расточная головка | 1973 |
|
SU776766A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
