1
Изобретений относится к металлообработке и может быть использовано при чистовой обработке отверстий
Цель изобретения .- повышение качества обработанной поверхности путем увеличения периода размерной стойкости инструмента. .
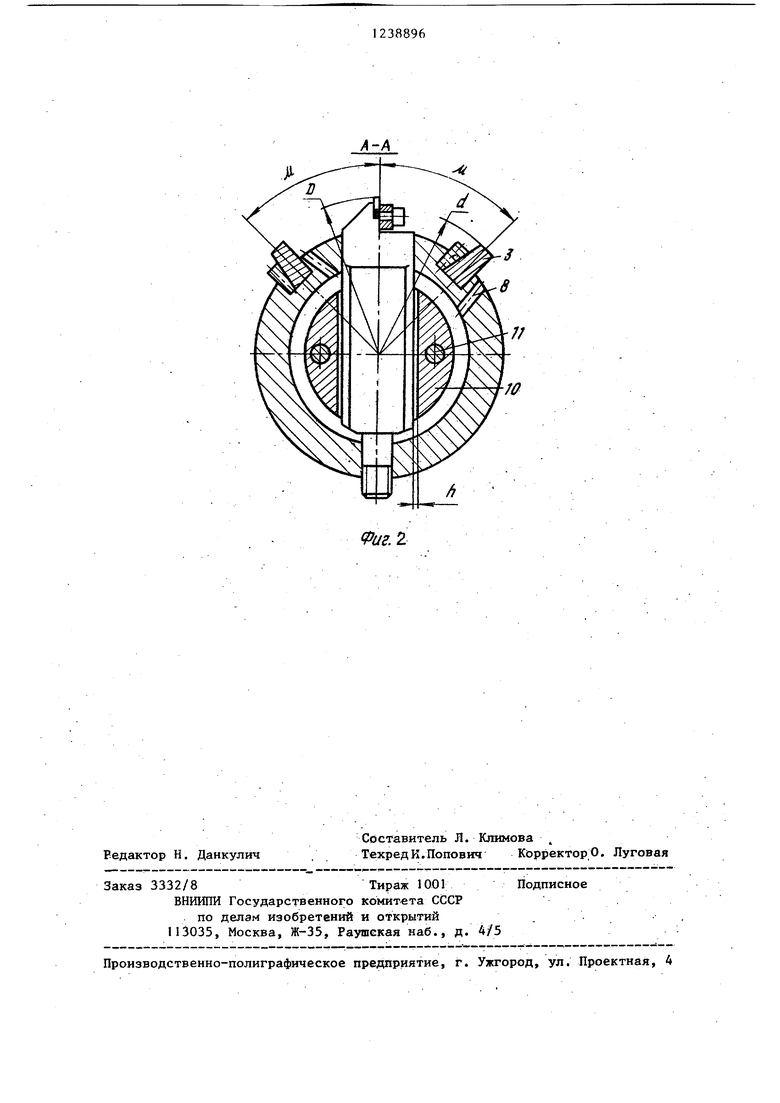
На фиг. 1 изображен инструмент ДЛЯ обработки отверстий, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Инструмент для обработки отверстий состоит из корпуса I, на котором свободно, в пределах зазоров S и лг, установлен стакан 2 с направляющими шпонками 3, жестко соединенный с размещенной в радиальном пазу корпуса с зазором S державкой 4 с режущим лезвием 5 посредством винтов 6. Направляющие шпонки 3 закреплены на стакане 2 под углом 2р 90 друг к другу, а режущее лезвие 5 располагается внутри угла 2|. Ипонки 3 опережают и перекрывают режущее лезвие 5 в осевом направлении. Для лодвода сжатого воздуз а или СОЖ в корпусе 1 выполнены каналы 7, а в стакане 2 - каналы-8, соединенные друг с другом посредством диаметрального зазора, лг. Радиальный паз в корпусе 1 образован планкой 9 и двумя компенсаторами 10, скрепленными винтами 11 так, чтобы обеспечивался минимально необходимый зазор S в осевом направлении и зазор h в поперечном направлении, соизмеримый с зазб- ром аг. Между корпусом 1 и стаканом 2 установлен сильфон 12, закрепленный хомутами 13, предохраняющий внутреннюю полость инструмента от попадания стружки. Наружный диаметр сильфона 12 меньше диаметра D располжения режущего лезвия 5.
Инструмент для обработки отверстий работает следующим образом.
При расточке сжатый воздух или СОЖ подается в каналы 7, зазор лг,
каналы 8, расположенные перед направ238896.2
ляющими шпонками 3, по направлению вращения инструмента. Сильфон 12 обеспечивает предварительное центрирование стакана 2, необходимое для
5 плавного вступления инструмента в работу, и компенсирует реактивный момент резания и незначительные (в пределах несовпадения осей,вращения инструмента и отверстия в заготовке ,
ID а также величины погрешности формы) смещения в поперечном направлении. Направляющие щпонки 3 контактируют с поверхностью предварительно обработанного отверстия диаметром d за счет
15 вращения инструмента и наличия центробежной силы, обусловленной односторонним расположением массы пшо- нок 3 и державки 4 с режущим лезвием 5 относительно оси вращения
20 инструмента. Выбором соответствующей частоты вращения инструмента обеспечивается превьш1ение центробежной силы над радиальной составляющей силы резания и силами трения в соп25 ряжении державки 4 с корпусом 1 и планкой 9 (зазор h полностью не выбирается) . В исключительных случаях, при невозможности обеспечить требуемую величину центробежной силы, на30 правленно смещают цент масс стакана 2 с оси вращения инструмента или устанавливают дополнительную пластинчатую пружину в зазоре &г. Вершина режущего лезвия 5 следует за направ35 ляющими шпонками 3 и формирует поперечное сечение диаметром D. За счет вычитания векторов износа в радиальном направлении режущего лезвия 5 в направляющих шпонках 3 положение вер40 шины режущего инструмента 5 относительно шпонок 3 остается долгое время постоянным, что обеспечивает постоянство диаметра обработанного отверстия. Такое постоянство обеспе(1 чивается подбором экспериментально- опытным путем площади контакта шпо-- нок 3 с поверхностью заготовки, их материала, материала режущего лезвия 5 и т.д.
W
Редактор Н. Данкулич
Заказ 3332/8Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2
Составитель Л. Климова
Техред И. Попович К&рректорО, Луговая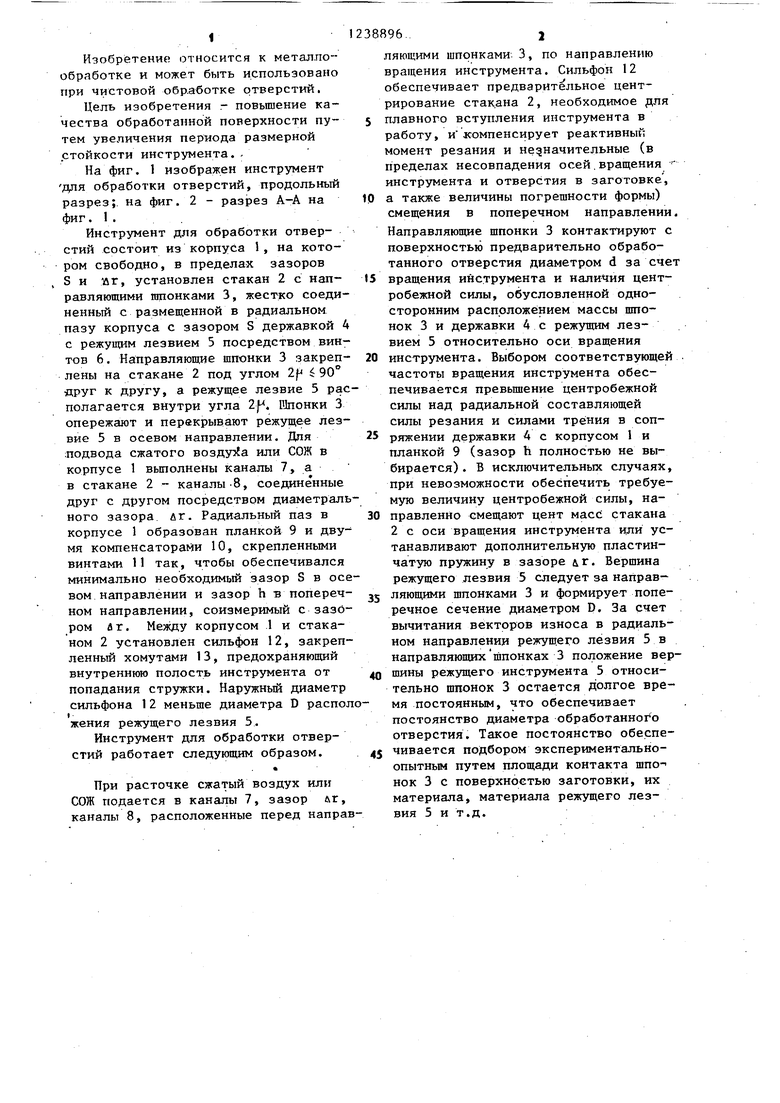
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки отверстий | 1983 |
|
SU1196154A1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2076039C1 |
| СПОСОБ КОМБИНИРОВАННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2296651C1 |
| КОМБИНИРОВАННАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291766C1 |
| Инструмент для обработки глубокихОТВЕРСТий | 1979 |
|
SU814592A1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2047472C1 |
| Устройство для сверления и снятия фасок | 1981 |
|
SU994154A1 |
| ИМПУЛЬСНАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291765C1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2291762C1 |
| Инструмент для обработки отверстий | 1983 |
|
SU1196154A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
